装配式建筑PC构件运送装备
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及一种装配式建筑行业PC构件运送装备,包括一种位移控制,运送速度平稳的自动运送平台,具体的说是一种基于自动控制系统的自动运送物体的设备。
背景技术
随着科学的发展进步,装配式建筑快速发展,对混凝土的生产变得更加高效、高性能和智能化,混凝土部件的快速生产成为一大需求。然而目前我国的混凝土生产智能化方面还不是很理想,还存在着混凝土生产效率低、生产质量差、生产设备简单、智能化程度较低等问题。因此,迫切需要研制一种能适应我国需求的混凝土构件生产装备,以利用其高效、高质量、低强度、清洁等技术优点,提高我国混凝土制备水平。针对这些问题来开展对装配式建筑PC构件运送装备的研究,争取来解决这些问题。
现阶段我国PC构件的生产制作方式大部分仍然依赖于传统的人工生产方式,尚未形成很好的工厂化规模。装配式建筑PC构件柔性生产线是一个复杂的自动化生产系统,其中养护设备是PC构件生产线的关键设备之一。装配式建筑PC构件运送装备的工作位于PC构件在完成混凝土浇筑和预养护工序之后,功能是实现PC构件在滚轮输送生产线和蒸汽养护窑之间无缝对接。PC构件运送装备工作性能的优劣和技术水平的高低,直接影响到PC构件的生产质量和整条生产线的生产能力。PC构件运送装备是自动化立体养护窑中最重要的搬运、存取设备,对整条生产线的安全性、高效性和平稳性都有重要意义,其市场前景及发展空间非常广阔。
发明内容
发明目的:
本申请设计装配式建筑PC构件运送装备,主要解决了运送速度慢,运送过程不稳定,运送定位不准确等问题。
技术方案:
装配式建筑PC构件运送装备,其特征在于:包括行走装置、运送装置、推拉装置和主体支撑架1;
行走装置设置在主体支撑架1的底部,运送装置与主体支撑架1的内部连接在一起,推拉装置连接运送装置上。
行走装置包括行走轮2、行走驱动装置和连接架9;连接架9设置在主体支撑架1的底部,行走轮2设置在连接架9的底部,行走驱动装置与连接架9连接,行走轮2为多个,多个行走轮中的一个或多个与行走驱动装置连接。
行走驱动装置包括行走电机3、蜗杆5、蜗轮6和蜗轮轴7;行走电机3安装在连接架9上,行走轮2分为主动行走轮和从动行走轮,主动行走轮设置在蜗轮轴7上,蜗轮轴7上设置蜗轮6,行走电机3连接蜗杆5,蜗杆5与蜗轮6啮合。
所述行走轮2为四个,其中两个行走轮2为主动行走轮,另外两个行走轮2为从动行走轮;两个主动行走轮设置在蜗轮轴7上。
运送装置包括运送底架12和运送滚轮10,运送底架12设置在主体支撑架1内,运送滚轮10设置在滚轮支撑架11上,滚轮支撑架11设置在运送底架12上,运送底架12上设置滚轮电机13;运送滚轮10为多个,其中一个或多个运送滚轮10通过轴16连接滚轮电机13。
多个运送滚轮10沿运送方向左右两侧各设置一排;每一排运送滚轮中的两端的运送滚轮为主动运送滚轮,其他滚轮为从动滚轮,主动运送滚轮通过轴16连接滚轮电机13。
推拉装置包括:单杆液压缸17、连杆18、双作用液压缸19和推拉杆20;单杆液压缸17安装在运送底架12上,单杆液压缸17为能做竖向上下伸缩运动的结构,单杆液压缸17连接连杆18,连杆18连接双作用液压缸19,双作用液压缸19连接推拉杆20;双作用液压缸19为使用时能沿横向进行往复伸缩运动的结构,推拉杆20能够依靠单杆液压缸17和双作用液压缸19的动作完成其沿竖向和横向两个方向的运动。
双作用液压缸19包括:缸筒21、活塞杆22和活塞23;
活塞杆22的前端与连杆18连接,活塞杆22的后端伸入缸筒21内,且活塞杆22能沿着缸筒21做横向往复运动,活塞杆22的后端与位于缸筒21内的活塞23连接,缸筒21的后端连接推拉杆20。
推拉杆20的前端设置有拉钩20-1。
推拉装置为两套,两套推拉装置中的推拉杆20的前端分别指向运送方向的前后两端。
优点效果:
一般的同类其他产品运行速度很慢,定位精准度和稳定性也很差,为了增加生产线的速度,更高效低成本的运送模具组,于是发明了装配式建筑PC构件运送装备。本发明省去了上下降运送模具组这一工位,并可以采用位置传感器定位和PLC控制,大大提高了生产线的生产效率。
本申请是一种装配式建筑PC构件运送装备,该装备包括行走装置、运送装置、推拉装置,行走装置安装在主体支撑架下,与地面下的轨道直接接触,运送装置安装在主体支撑架的中间,推拉装置安装在运送装置上。本发明的特点在于可以实现沿着轨道稳定的行走,并依靠运送、推拉装置实现模具组的运送。
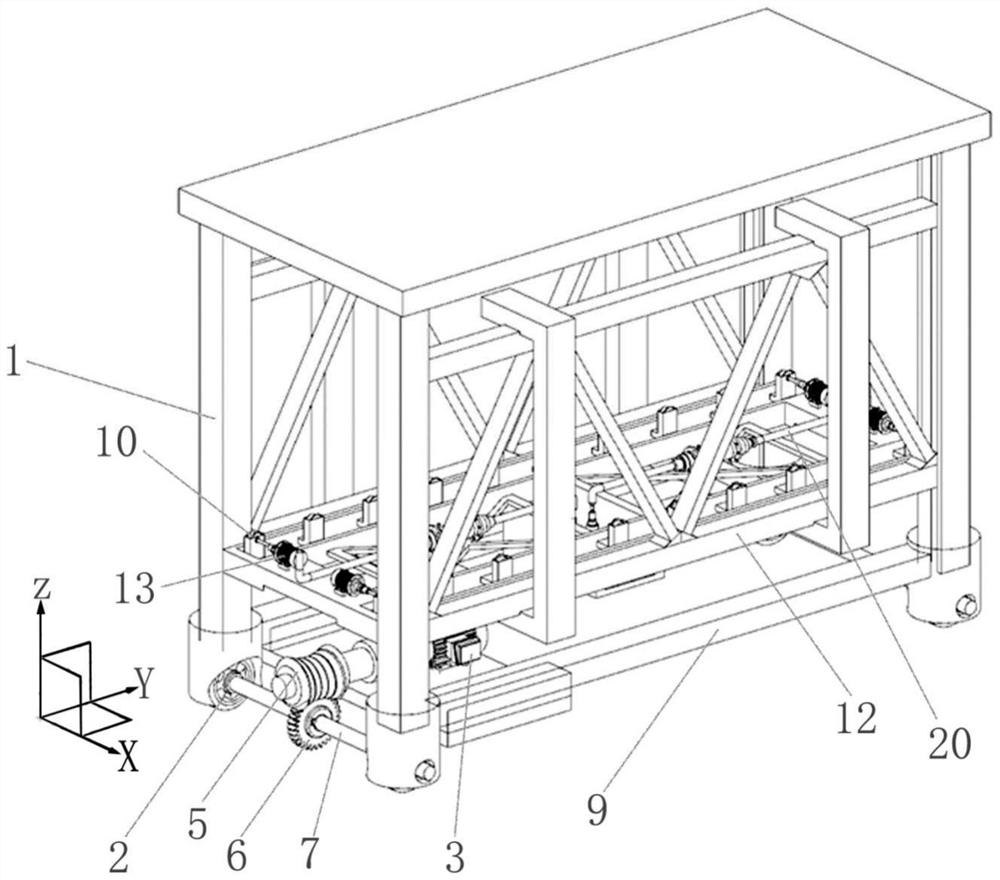
行走装置与预设导轨接触,行走装置支撑主体支撑架,运送装置与主体支撑架的内部焊接在一起,运送装置与生产线、养护窖的窖门下端保持在同一水平面上,推拉装置安装在运送装置上(两个推拉装置对称安装在运送装置上)。行走装置的运动方向、运送装置中滚轮滚动的切线方向、推拉装置的运动方向共线,与生产线、养护窖在同一轴线上。整个装备受控制于PLC和位置传感器。如图1所示,行走装置、运送装置和推拉装置均为y轴方向。
行走装置包括行走轮、行走电机、第一联轴器、蜗杆、蜗轮、蜗轮轴、第一轴承和连接架。行走轮设置在连接架的两端的底部,连接架设置在主体支撑架的底部,四个行走轮分别安装在两个轴上,每两个行走轮被固定在一个轴上,其中两个行走轮为主动行走轮,另外两个行走轮为从动轮行走轮,两个主动行走轮设置的轴为涡轮轴,随着蜗轮轴的转动而转动。如图2所示,行走电机安装在主体支撑架的连接架上,第一联轴器连接行走电机和蜗杆,蜗杆与蜗轮啮合,驱动蜗轮转动,蜗轮安装在蜗轮轴上,第一轴承安装在主体支撑架上,蜗轮轴穿过轴承。
运送装置包括:运送滚轮、滚轮支撑架、运送底架、滚轮电机、第二联轴器、第二轴承和轴;整个运送装置与主体支撑架连接在一起(如图1所示),主体支撑架支撑着运送装置,运送滚轮安装在滚轮支撑架上,滚轮支撑架安装在运送底架上,运送底架连接在主体支撑架上,所述运送滚轮为沿着运送底架的两侧设置的多个。即如图3、4和6所示,四个滚轮电机分别安装在运送底架的沿y轴方向的左右两侧,滚轮电机分别与对应的第二联轴器相连,四个第二联轴器分别连接四个轴,第二轴承安装在滚轮支撑架上,轴穿过第二轴承,带动运送滚轮转动。两端的四个滚轮为主动运送滚轮,其余滚轮为从动运送滚轮,共同运送PC构件,运送滚轮可顺时针或逆时针转动,以使得被运送物沿y轴方向进行移动。
推拉装置包括:单杆液压缸、连杆、双作用液压缸和推拉杆;单杆液压缸安装在运送底架上,如图5和6所示,单杆液压缸依靠液压油的推动完成其运动,能沿z轴方向上下伸缩运动,单杆液压缸连接连杆,连杆连接双作用液压缸,双作用液压缸连接推拉杆,双作用液压缸使用时沿y轴方向往复进行伸缩运动,推拉杆可以依靠单杆液压缸和双作用液压缸完成其沿z轴和y轴两个方向的运动。
双作用液压缸包括:法兰式端盖,缸筒,活塞杆,卡键,支撑环,弹簧挡圈,活塞,导向套,O型密封圈,y型密封圈,防尘油封;法兰式端盖安装在缸筒上,活塞杆与活塞相连,活塞安装在缸筒内部,导向套、O型密封圈、y型密封圈、防尘油封安装在法兰式端盖上,卡键、弹簧挡圈、支撑环安装在活塞上。
综上,本发明装配式建筑PC构件运送装备与生产线、养护窖在同一轴线上。与其他产品不同,本产品省去了上升下降功能,不需要依靠上升下降来运送模具。将模具运入立体养护窖后运用PLC控制在窖内进行上升下降操作,这样可以大大提高了整个生产线的速度,从而缩短整个生产线的生产时间。而且其他产品大多数为沿x轴方向行走,本产品设置沿y轴方向行走,节省厂房的建筑面积,减少构件的运送时间,不必将PC构件送离生产线,PC构件在养护窖中养护完毕后,可直接沿y轴生产线方向运送到下一个工位,大大提升了整个PC构件的生产效率。本发明设计的自动化生产平台,操作简单,易上手,不需要进行培训等事宜,可以采用位置传感器和PLC控制器对行走装备及运送模具装备进行准确定位,对于提高生产效率和节约成本由很重要的实际意义。
本发明的具体优势:
1.可以实现快速的运送模具组小车的目的,提高生产线的生产效率;
2.本发明的自动化装配式建筑PC构件运送装备的整体尺寸较小,无需占用大面积空地;
3.制造廉价,为企业节省开支,更具有经济性;
4.可以采用PLC控制系统,提高了系统的稳定性;
5.推拉装置采用的双作用液压缸进行推拉,利用液压运行稳定,可以使模具组小车在运送过程中更加平稳。
附图说明
图1为本发明实施例中提供的装配式建筑PC构件运送装备的三维示意图;
图2为本发明实施例中提供的装配式建筑PC构件运送装备的行走驱动装置三维示意图;
图3为本发明实施例中提供的装配式建筑PC构件运送装备的运送装置三维示意图;
图4为本发明实施例中提供的装配式建筑PC构件运送装备的运送装置左视图;
图5为本发明实施例中提供的装配式建筑PC构件运送装备的推拉装置三维示意图;
图6为本发明实施例中提供的装配式建筑PC构件运送装备推拉装置与运送装置装配三维示意图
图7为本发明实施例中提供的装配式建筑PC构件运送装备的推拉装置中双作用液压缸的剖面图;
图8为本发明实施例中提供的装配式建筑PC构件运送装备的推拉装置中双作用液压缸的三维示意图;
图9为本发明实施例中提供的装配式建筑PC构件运送装备的双作用液压缸中的卡键和支撑环三维示意图.
图10本发明实施例中提供的装配式建筑PC构件运送装备的实际部分生产线的三维示意简图(左侧为生产线,中间为PC构件运送装备,右侧为养护窖).
图11为本发明实施例中提供的装配式建筑PC构件运送装备的部分生产线的局部放大图.
具体实施方式
装配式建筑PC构件运送装备,包括行走装置、运送装置、推拉装置和主体支撑架1;
行走装置使用时与预设导轨接触,行走装置设置在主体支撑架1的底部,运送装置与主体支撑架1的内部连接(一般采用焊接)在一起,(运送装置使用时与生产线、养护窖的窖门下端保持在同一水平面上),推拉装置连接(安装在)运送装置上;行走装置的运动方向、运送装置中滚轮滚动的切线方向以及推拉装置的推拉运动方向共线(如图1所示,行走装置行走运动、运送装置运送运动和推拉装置推拉运动均为y轴方向),并与生产线或养护窖在同一轴线上(如图10所示)。
整个装备可受控制于PLC和位置传感器。
行走装置包括行走轮2、行走驱动装置和连接架9;连接架9设置在主体支撑架1的底部,行走轮2设置在连接架9的底部,行走驱动装置与连接架9连接,行走轮2为多个,多个行走轮中的一个或多个作为主动行走轮与行走驱动装置连接。(通过行走驱动装置驱动一个或多个主动行走轮转动)
如图1和2所示,行走驱动装置包括行走电机3、蜗杆5、蜗轮6和蜗轮轴7;行走电机3安装在连接架9上,行走轮2分为主动行走轮和从动行走轮,主动行走轮设置在蜗轮轴7上(能随着蜗轮轴7一起转动),蜗轮轴7上设置蜗轮6,行走电机3(通过第一联轴器4)连接蜗杆5,蜗杆5与蜗轮6啮合。
如图1所示,所述行走轮2可以为四个,四个行走轮2分设于连接架9的底部四角,其中两个通过蜗杆驱动的行走轮2就是主动行走轮,另外两个行走轮2为从动行走轮;两个主动行走轮设置在蜗轮轴7上,通过行走电机3的转动使得蜗杆5啮合蜗轮6转动进而带动蜗轮轴7上的两个主动行走轮转动,实现行走。
具体的说,行走轮2设置在连接架9的两端的底部,连接架9设置在主体支撑架1的底部,四个行走轮2分别安装在两个轴上,每两个行走轮2被设置在一个轴上,其中连接两个主动行走轮的轴作为蜗轮轴7,主动行走轮2随着蜗轮轴7的转动而转动,另外两个行走轮2为从动轮。如图2所示,行走电机3安装在连接架9上,第一联轴器4连接行走电机3和蜗杆5,蜗杆5与蜗轮6啮合,驱动蜗轮6转动,蜗轮6安装在蜗轮轴7上,第一轴承8安装在主体支撑架1下方的连接架9上,蜗轮轴7穿过轴承8。当然,也可以将四个行走轮都作为主动行走轮,此时,每两个行走轮连接一根蜗轮轴7,行走电机3、蜗杆5和蜗轮6等也为两套,每个蜗轮6对应安装在一根蜗轮轴7上,两个蜗杆5与两个蜗轮6啮合。
运送装置包括运送底架12和运送滚轮10,运送底架12设置在主体支撑架1内,运送滚轮10设置在滚轮支撑架11上,滚轮支撑架11设置在运送底架12上,运送底架12上设置滚轮电机13;运送滚轮10为多个,其中一个或多个运送滚轮10作为主动运送滚轮通过轴16连接滚轮电机13(滚轮电机13驱动主动运送滚轮10转动);运送滚轮10的上端所在平面与生产线、养护窖的窖门下端保持在同一水平面上。
多个运送滚轮10沿运送方向(即如图1所示的Y向)左右两侧各设置一排(如图3所示,左右两排);每一排运送滚轮中的两端的运送滚轮10为主动运送滚轮(即如图3所示,一共四个主动运送滚轮,四个主动运送滚轮设置在运送底架12的四角),其他滚轮为从动滚轮,主动运送滚轮通过轴16连接滚轮电机13。
具体的说,运送装置包括运送滚轮10、滚轮支撑架11、运送底架12、滚轮电机13、第二联轴器14、第二轴承15和轴16;整个运送装置与主体支撑架1连接在一起(如图1所示),主体支撑架1支撑着运送装置,运送滚轮10安装在滚轮支撑架11上,滚轮支撑架11安装在运送底架12上,运送底架12连(焊)接在主体支撑架1上,所述运送滚轮10为沿着运送底架12的两侧设置的多个,即如图1和3所示,四个滚轮电机13分别安装在运送底架12的沿y轴方向的左右两侧,滚轮电机13分别与对应的第二联轴器14相连,四个第二联轴器14分别连接四个轴16,第二轴承15安装在滚轮支撑架11上;轴16穿过第二轴承15,轴16带动四个主动运送滚轮10转动。只要两侧的四个运送滚轮10为主动运送滚轮,其余运送滚轮10为从动运送滚轮,主动运送滚轮和从动运送滚轮共同运送PC构件,运送滚轮10顺时针或逆时针转动,可使得被运送物沿y轴方向进行移动。当然,也可以任意选择连接滚轮电机13的运送滚轮10的数量,只要与滚轮电机13连接的运送滚轮10就叫做主动运送滚轮。
如图5所示,推拉装置包括:单杆液压缸17、连杆18、双作用液压缸19和推拉杆20;单杆液压缸17安装在运送底架12上,单杆液压缸依靠液压油的推动完成其运动,单杆液压缸17为能沿z轴方向做竖向上下伸缩运动的结构,单杆液压缸17连接连杆18,连杆18连接双作用液压缸19,双作用液压缸19连接推拉杆20;双作用液压缸19为使用时能沿y轴方向横向进行往复伸缩运动的结构,推拉杆20可以依靠单杆液压缸17和双作用液压缸19的动作完成其沿z轴竖向和y轴横向两个方向的运动。推拉杆20的前端设置有使用时能够勾住模具组小车上的耳环33的拉钩20-1(例如:在推拉杆20的前端设置一个立柱,该立柱与推拉杆20形成拉钩)。
推拉装置为两套,两套推拉装置中的推拉杆20的前端(与双作用液压缸19连接的一端为后端,另一端就是前端)分别指向运送方向(Y向)的前后两端。
双作用液压缸19包括:缸筒21、活塞杆22和活塞23;
活塞杆22的前端(即如图7所示的左端)与连杆18连接,活塞杆22的后端(即如图7所示的右端)伸入缸筒21内,且活塞杆22能沿着缸筒21做横向(即y方向)往复运动,活塞杆22的后端与位于缸筒21内的活塞23连接,活塞23也能相对于缸筒21做y方向往复运动,活塞23安装在缸筒21内部,缸筒21的后端(即如图7所示的右端)连接推拉杆20。
双作用液压缸19还包括法兰式端盖24、卡键25、支撑环26、弹簧挡圈27、导向套28、O型密封圈29、y型密封圈30和防尘油封31;法兰式端盖24安装在缸筒21的前端,法兰式端盖24套在活塞杆22上,也可以理解成活塞杆22穿过法兰式端盖24且活塞杆22能相对于法兰式端盖24做y方向横向往复运动(就是如图7所示的左右方向),导向套28、O型密封圈29、y型密封圈30和防尘油封31安装在法兰式端盖24与活塞杆22之间,(即如图7所示),卡键25安装在活塞23前端(如图7所示的左端),弹簧挡圈27安装在活塞23后端(活塞23后端即如图7所示的右端,弹簧挡圈27用于对活塞23起到缓冲作用,防止其过分撞击缸筒21的后端),支撑环26安装在活塞23与缸筒21内壁之间。
如图7所示,活塞杆22上靠右侧的位置设置一个轴肩,卡键25位于该轴肩与活塞23之间,支撑环(26)起到保护缸体与活塞或活塞杆不被损坏的作用。
如图10所示,本发明的装配式建筑PC构件运送装备与生产线A、养护窖B在同一轴线上。本发明的装配式建筑PC构件运送装备位于生产线和养护窖的中间。当生产线模具组到达指定位置处于待养护状态时,通过PLC控制给本发明的装配式建筑PC构件运送装备发送运送指令,本发明的装配式建筑PC构件运送装备靠行走轮2沿轨道行走至指定位置(生产线模具组处)如图11所示,位置传感器发信号给PLC,PLC发送停止信息给装配式建筑PC构件运送装备,装配式建筑PC构件运送装备依靠蜗轮蜗杆减速机给予行走轮的减速来停靠。此时,运送装置和生产线高度一致,几乎无缝连接。
之后,由PLC控制其中一侧的推拉装置,使双作用液压缸19做拉伸运动,使得推拉杆20前端的拉钩20-1正好位于生产线A的模具组小车上的一端(可以记做前端)的耳环33(模具组小车前后两端均设置有耳环,前后方向就是运送方向,也就是Y向)的下部,位置传感器发信号给PLC,PLC发送停止信息使双作用液压缸19停止运动。然后,由PLC控制将推拉装置上的单杆液压缸17上升,推拉杆20随着单杆液压缸一起进行上升运动,当使推拉杆前端的拉钩20-1正好伸入模具组小车上的耳环33里时,停止单杆液压缸上升运动。接下来,启动运送装置上的运送滚轮10顺时针滚动(主要是启动滚轮电机13,使得主动运动滚轮主动旋转,从动运送滚轮在运送时辅助旋转),双作用液压缸19进行缩回运动;拉钩20-1勾住耳环33,使得模具组小车依靠双作用液压缸19的缩回运动进入本发明的装配式建筑PC构件运送装备里(运送装置上),当将模具组小车被拉到依靠运送滚轮就能使模具组小车随之运动的位置时,双作用液压缸19停止运动,单杆液压缸17下降至初始位置,使得拉钩20-1脱离耳环33,之后双作用液压缸19也回到初始位置;然后由运送滚轮10运送模具组小车继续运动。当模具组小车完全进入本发明的装配式建筑PC构件运送装备(运送装置)上时,位置传感器发信号给PLC,PLC控制运送滚轮停止运动。然后行走轮2启动,使得载有模具组小车的主体支撑架1整体往养护窖方向移动,至指定位置停止。紧接着运送滚轮10再次启动,将模具组小车运送至养护窖B里,当运送滚轮10不足以将模具组小车完全送入养护窖时,另一侧的推拉装置中的双作用液压缸19进行拉伸运动,当双作用液压缸19的拉钩20-1(例如立柱)正好伸入模具组小车上的另一端(可以记做后端)的耳环33下方时,单杆液压缸进行上升运动,使拉钩20-1(例如立柱部分)进入耳环里,这时,停止双作用液压缸19和单杆液压缸17运动。停顿数秒后,双作用液压缸19继续启动拉伸将模具组小车推入养护窖B中,当模具组小车完全进入养护窖B中时,单杆液压缸17收缩控制拉钩20-1下降并脱离模具组小车上另一端(后端)的耳环33,之后,双作用液压缸19和单杆液压缸17回到初始位置,运送滚轮停止。至此,将模具组小车从生产线A运送至养护窖B的动作完成。本申请的装配式建筑PC构件运送装备等待下一次运送指令。
当模具养护完成后,养护窖门开,PLC给另一台装配式建筑PC构件运送装备发送指令,装配式建筑PC构件运送装备向养护窖方向运动至指定位置,将模具组小车拉出至该装配式建筑PC构件运送装备上,由该装配式建筑PC构件运送装备将模具组小车运送至拆模工位。至此,整个装备的一个循环结束。新的工件,开始下一个加工循环。
- 装配式建筑PC构件运送装备
- 治理草类废料装备的中间储存和运送装备