一种夹吸组装驱控一体快换方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及夹具技术领域,尤其涉及一种夹吸组装驱控一体快换方法。
背景技术
在工件的实际加工处理过程中,往往需要通过机头对工件完成装夹与旋转操作,现有技术中的机头构造设计不合理,结构复杂,不利于机头自身的组装以及机头与外界的机构之间的安装与拆卸,不便于装卸。而且受空间位置的限制无法很好对工件进行装夹与旋转操作,对工件的加工精度与工作效率造成很大的影响。
发明内容
本发明的目的在于针对现有技术的不足,提供一种夹吸组装驱控一体快换方法,方便装卸更换,装卸灵活且通用性强,对工件稳定装夹吸附及任意角度旋转,提高加工精度与工作效率。
为实现上述目的,本发明的一种夹吸组装驱控一体快换方法,包括如下步骤:
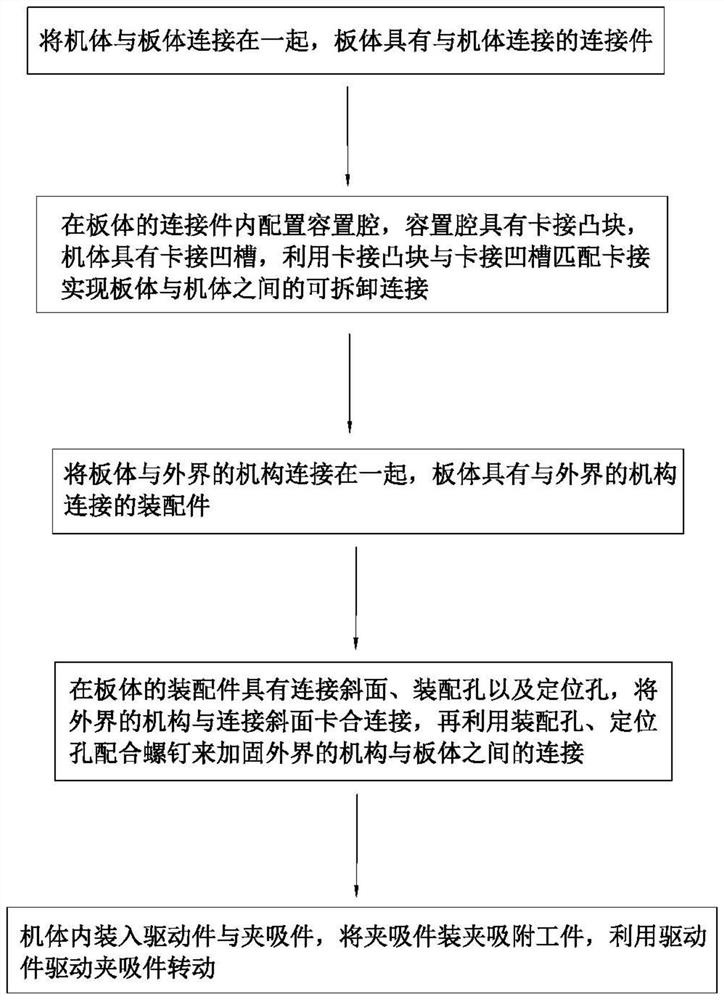
将机体与板体连接在一起,板体具有与机体连接的连接件;
在板体的连接件内配置容置腔,容置腔具有卡接凸块,机体具有卡接凹槽,利用卡接凸块与卡接凹槽匹配卡接实现板体与机体之间的可拆卸连接;
将板体与外界的机构连接在一起,板体具有与外界的机构连接的装配件;
在板体的装配件具有连接斜面、装配孔以及定位孔,将外界的机构与连接斜面卡合连接,再利用装配孔、定位孔配合螺钉来加固外界的机构与板体之间的连接;
机体内装入驱动件与夹吸件,将夹吸件装夹吸附工件,利用驱动件驱动夹吸件转动。
其中,还包括如下步骤:
驱动件具有用于驱动夹吸件转动的气动马达;
利用夹吸件的夹爪气缸驱动夹爪活动伸缩来夹持工件,夹爪气缸装入装配板,装配板具有用于吸附定位工件的吸盘,实现夹吸件稳定装夹吸附工件。
其中,还包括如下步骤:
装配板的四周均具有固定孔,配合螺钉对应穿过固定孔,将装配板固定装配于夹爪气缸的底部;
装配板的中部具有用于感应夹爪有无夹到工件的感应器,若感应器感应检测到夹爪没有夹到工件时,则会发出反馈信号至控制电路进行报警提示。
其中,还包括如下步骤:
装配板远离感应器的两侧均具有若干个滑槽,夹爪气缸驱动夹爪沿着滑槽来回滑动;
将滑槽的数量设置成两个,两个滑槽沿装配板的长度方向排列设置,感应器位于两个滑槽之间;
将吸盘的数量设置成两个,两个吸盘沿装配板的宽度方向排列设置,感应器位于两个吸盘之间。
其中,还包括如下步骤:
气动马达与夹爪气缸之间具有缓冲件,缓冲件具有缓冲弹簧与弹簧抵触板,弹簧抵触板连接于气动马达的输出端,缓冲弹簧套设于气动马达的输出端的外部;
缓冲弹簧的一端抵触于弹簧抵触板,缓冲弹簧的另一端抵触于气动马达;
夹爪气缸装设于弹簧抵触板远离缓冲弹簧的一面。
其中,还包括如下步骤:
驱动件具有安装板、储气罐以及PCB板,储气罐的外侧安装有压力传感器,储气罐与板体之间连接有气管,板体靠近气管的一侧具有通孔,气管利用通孔与外界的气泵连接。
其中,还包括如下步骤:
储气罐与气动马达连接;
储气罐靠近气管的一侧具有用于启闭气管与储气罐之间通断的第一电磁阀,储气罐靠近气动马达的一侧具有用于启闭储气罐与气动马达之间通断的第二电磁阀;
第一电磁阀、第二电磁阀、压力传感器均与PCB板电性连接。
其中,还包括如下步骤:
卡接凸块具有第一连接孔,板体具有与第一连接孔相匹配的第一安装孔,第一连接孔与第一安装孔之间连接有第一安装螺钉。
其中,还包括如下步骤:
板体靠近装配件的一端具有插置腔,插置腔内设置有线路板,线路板与外界的工作元件电性连接;
线路板的四周均具有第二连接孔,插置腔的四周均具有与第二连接孔相匹配的第二安装孔,第二连接孔与第二安装孔之间连接有第二安装螺钉。
其中,还包括如下步骤:
板体的外周具有连接凸边,板体利用连接凸边与外界的机构匹配连接。
本发明的有益效果:实际使用时,容置腔具有卡接凸块,机体具有卡接凹槽,利用卡接凸块与卡接凹槽匹配卡接实现板体与机体之间的可拆卸连接,装配件利用连接斜面与外界的机构卡合连接,再利用装配孔、定位孔配合螺钉来加固外界的机构与板体之间的连接,机体将夹吸件装夹吸附工件,利用驱动件驱动夹吸件转动,方便装卸更换,装卸灵活且通用性强,对工件稳定装夹吸附及任意角度旋转,提高加工精度与工作效率。
附图说明
图1为本发明的方法流程框图。
图2为本发明的结构示意图。
图3为本发明板体的结构示意图。
图4为本发明板体的分解结构示意图。
图5为本发明装配板的结构示意图。
附图标记包括:
1——板体 11——通孔 12——第一安装孔
13——插置腔 14——线路板 15——第二连接孔
16——第二安装孔 17——第二安装螺钉 18——连接凸边
2——机体
3——连接件 31——容置腔 32——卡接凸块
33——第一连接孔 34——第一安装螺钉
4——装配件 41——连接斜面 42——装配孔
43——定位孔
5——夹吸件 51——夹爪气缸 52——夹爪
53——装配板 54——感应器 55——吸盘
56——滑槽 57——固定孔
6——驱动件 61——安装板 62——储气罐
63——气动马达 64——PCB板 65——卡接凹槽
66——压力传感器 67——气管 68——第一电磁阀
69——第二电磁阀
7——缓冲件 71——缓冲弹簧 72——弹簧抵触板。
具体实施方式
以下结合附图对本发明进行详细的描述。
如图1至图5所示,本发明的一种夹吸组装驱控一体快换方法,包括如下步骤:
将机体2与板体1连接在一起,板体1具有与机体2连接的连接件3;
在板体1的连接件3内配置容置腔31,容置腔31具有卡接凸块32,机体2具有卡接凹槽65,利用卡接凸块32与卡接凹槽65匹配卡接实现板体1与机体2之间的可拆卸连接;
将板体1与外界的机构连接在一起,板体1具有与外界的机构连接的装配件4;
在板体1的装配件4具有连接斜面41、装配孔42以及定位孔43,将外界的机构与连接斜面41卡合连接,再利用装配孔42、定位孔43配合螺钉来加固外界的机构与板体1之间的连接;
机体2内装入驱动件6与夹吸件5,将夹吸件5装夹吸附工件,利用驱动件6驱动夹吸件5转动。
实际使用时,容置腔31具有卡接凸块32,机体2具有卡接凹槽65,利用卡接凸块32与卡接凹槽65匹配卡接实现板体1与机体2之间的可拆卸连接,装配件4利用连接斜面41与外界的机构卡合连接,再利用装配孔42、定位孔43配合螺钉来加固外界的机构与板体1之间的连接,机体2将夹吸件5装夹吸附工件,利用驱动件6驱动夹吸件5转动,方便装卸更换,装卸灵活且通用性强,对工件稳定装夹吸附及任意角度旋转,提高加工精度与工作效率。
夹吸组装驱控一体快换方法还包括如下步骤:
驱动件6具有用于驱动夹吸件5转动的气动马达63,气动马达63是一种以压缩空气为动力源的机械器件,以轻便、安全等优势得到广泛应用;
利用夹吸件5的夹爪气缸51驱动夹爪52活动伸缩来夹持工件,夹爪气缸51装入装配板53,装配板53具有用于吸附定位工件的吸盘55,实现夹吸件5稳定装夹吸附工件。夹爪气缸51驱动两个夹爪52彼此张开与闭合来夹持工件,与此同时,两个吸盘55贴合吸附在工件的表面,排挤出空气以形成负压,达到固定工件位置的目的。
夹吸组装驱控一体快换方法还包括如下步骤:
装配板53的四周均具有固定孔57,配合螺钉对应穿过固定孔57,将装配板53固定装配于夹爪气缸51的底部。装配板53通过固定孔57与外接的螺钉配合固定连接于夹爪气缸51的底部,结构简单,操作方便;
装配板53的中部具有用于感应夹爪52有无夹到工件的感应器54,若感应器54感应检测到夹爪52没有夹到工件时,则会发出反馈信号至控制电路进行报警提示。感应器54选用光纤感应器,具备灵敏、精确、适应性强、体积小巧、智能化程度高等特点,用于检测判断夹爪52有无夹到工件,若夹爪52没有夹到工件时,则会发出报警信号,防止出现工件漏装缺装的情况。
夹吸组装驱控一体快换方法还包括如下步骤:
装配板53远离感应器54的两侧均具有若干个滑槽56,夹爪气缸51驱动夹爪52沿着滑槽56来回滑动。夹爪气缸51驱动夹爪52做张开和闭合动作,夹爪52沿着滑槽56做定向滑动,导向性好;
将滑槽56的数量设置成两个,两个滑槽56沿装配板53的长度方向排列设置,感应器54位于两个滑槽56之间。两个滑槽56沿装配板53的长度方向排列设置,两个夹爪52对应在两个滑槽56内做定向滑动;
将吸盘55的数量设置成两个,两个吸盘55沿装配板53的宽度方向排列设置,感应器54位于两个吸盘55之间。由于两个夹爪52之间的连线与两个吸盘55之间的连线相互垂直设置,实现多方位固定工件的位置,确保工件拿取的精确性。
夹吸组装驱控一体快换方法还包括如下步骤:
气动马达63与夹爪气缸51之间具有缓冲件7,缓冲件7具有缓冲弹簧71与弹簧抵触板72,弹簧抵触板72连接于气动马达63的输出端,缓冲弹簧71套设于气动马达63的输出端的外部。当夹爪气缸51通过夹爪52夹取工件时,由于夹爪气缸51装设于弹簧抵触板72远离缓冲弹簧71的一面,当夹爪52触碰到工件时,夹爪气缸51则会向上轻微挤压弹簧抵触板72,受挤压的弹簧抵触板72再挤压缓冲弹簧71,缓冲弹簧71发生弹性形变并缓冲对气动马达63所产生的挤压力,有效减少不必要的震动和噪音;
缓冲弹簧71的一端抵触于弹簧抵触板72,缓冲弹簧71的另一端抵触于气动马达63。缓冲弹簧71分别压缩抵接于气动马达63与弹簧抵触板72之间以形成良好的减震缓冲结构,占用空间小;
夹吸组装驱控一体快换方法还包括如下步骤:
驱动件6具有安装板61、储气罐62以及PCB板64,储气罐62的外侧安装有压力传感器66,储气罐62与板体1之间连接有气管67,板体1靠近气管67的一侧具有通孔11,气管67利用通孔11与外界的气泵连接。气管67通过通孔11与外界的气泵连接,气泵将压缩空气经由气管67往储气罐62输送,结构紧凑,通过压力传感器66时刻感应储气罐62内的气压值变化,当压力传感器66检测到储气罐62内的气压值达到设定值时,并将信号发送至PCB板64进行信息分析处理。
夹吸组装驱控一体快换方法还包括如下步骤:
储气罐62与气动马达63连接;
储气罐62靠近气管67的一侧具有用于启闭气管67与储气罐62之间通断的第一电磁阀68,储气罐62靠近气动马达63的一侧具有用于启闭储气罐62与气动马达63之间通断的第二电磁阀69;
第一电磁阀68、第二电磁阀69、压力传感器66均与PCB板64电性连接。
PCB板64将分析处理后的结果分别发送至第一电磁阀68与第二电磁阀69,进而分别控制第一电磁阀68的关闭以及第二电磁阀69的打开,第一电磁阀68的关闭能够关闭气管67与储气罐62之间的连通,停止气泵通过气管67往储气罐62继续输送气体,使储气罐62内的气体停留压缩在储气罐62内而无法自由进出;第二电磁阀69的打开能够打开储气罐62与气动马达63之间的连通,让储气罐62内压缩后的气体快速进入到气动马达63,进而促使气动马达63驱动夹吸件5转动,结构紧凑,检测精度高,工作效率高。
夹吸组装驱控一体快换方法还包括如下步骤:
卡接凸块32具有第一连接孔33,板体1具有与第一连接孔33相匹配的第一安装孔12,第一连接孔33与第一安装孔12之间连接有第一安装螺钉34。作为优选,第一连接孔33设置有两个且设置于卡接凸块32的顶部,第一安装孔12设置有两个且设置于板体1,两个第一连接孔33分别对齐两个第一安装孔12的位置,再通过两个第一安装螺钉34分别对应穿过两个第一连接孔33,再与两个第一安装孔12固定连接,实现卡接凸块32与板体1之间的固定连接,结构简单,连接牢固。
夹吸组装驱控一体快换方法还包括如下步骤:
板体1靠近装配件4的一端具有插置腔13,插置腔13内设置有线路板14,线路板14与外界的工作元件电性连接。线路板14装设于插置腔13内,以便于线路板14与外界的工作元件电性连接;
线路板14的四周均具有第二连接孔15,插置腔13的四周均具有与第二连接孔15相匹配的第二安装孔16,第二连接孔15与第二安装孔16之间连接有第二安装螺钉17。作为优选,第二连接孔15设置有四个且设置于线路板14的四周,第二安装孔16设置有四个且设置于插置腔13的四周,四个第二连接孔15分别对齐四个第二安装孔16的位置,再通过四个第二安装螺钉17分别对应穿过四个第二连接孔15,再与四个第二安装孔16固定连接,实现线路板14与插置腔13之间的固定连接,结构简单,连接牢固。
夹吸组装驱控一体快换方法还包括如下步骤:
板体1的外周具有连接凸边18,板体1利用连接凸边18与外界的机构匹配连接。板体1的外周具有连接凸边18,板体1通过连接凸边18与外界的机构嵌合装配,提高连接紧密性与稳定性,省时省力,易于维修更换。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一种夹吸组装驱控一体快换方法
- 一种气动喷射点胶驱控一体快换机头