一种焊带及其制作方法、光伏组件
文献发布时间:2023-06-19 19:35:22
技术领域
本申请涉及光伏技术领域,更具体地,涉及一种焊带及其制作方法、光伏组件。
背景技术
光伏组件主要由太阳能电池片、焊带、盖板、封装胶膜、边框、接线盒等部分构成。
其中,边框、胶膜等材料在降本的同时对光伏组件的可靠性会产生较大影响,为了在太阳能电池片及辅材价格高涨的前提下实现光伏组件的降本增效,可以从光伏组件中与太阳能电池片直接接触的焊带方面进行推动。
发明内容
有鉴于此,本申请提供了一种焊带及其制作方法、光伏组件,用于在提高焊接效果的同时降低生产成本。
第一方面,本申请提供了一种焊带,用于连接相邻的太阳能电池片,焊带包括基材层以及包覆在基材层外表面的涂层;沿焊带的厚度方向,基材层的截面为正多边形,焊带的截面为具有至少一个定位结构的圆形,定位结构位于焊带不与太阳能电池片相连接的一侧。
可选地,其中:
沿焊带的径向,位于定位结构处的涂层与基材层之间的间距小于其他位置。
可选地,其中:
沿焊带的厚度方向,基材层的截面为具有圆弧顶角的正多边形。
可选地,其中:
沿焊带的任一径向,涂层的外表面与基材层的圆弧顶角的外表面之间具有第一间距d
可选地,其中:
当焊带与太阳能电池片的向光面连接时,焊带具有靠近太阳能电池片
的背光侧,以及背离太阳能电池片的向光侧,至少一个定位结构位于向光5侧。
可选地,其中:
在焊带的厚度方向的截面上,位于定位结构处的涂层和基材层的延伸方向相交;或,
在焊带的厚度方向的截面上,位于定位结构处的涂层具有至少两种不0同的延伸方向。
可选地,其中:
在焊带的厚度方向的截面上,位于定位结构处的涂层和基材层的延伸方向平行。
第二方面,本申请还提供一种第一方面所描述的焊带的制作方法,包5括:
提供一预制基材层,沿厚度方向,预制基材层的截面为圆形;
压延预制基材层,得到沿厚度方向的截面为正多边形的基材层;
在基材层的外表面涂覆涂层,涂层包覆基材层;
在涂层上形成至少一个定位结构,得到焊带;
0其中,位于定位结构处的涂层和基材层的延伸方向相同;沿焊带的径
向,位于定位结构处的涂层与基材层之间的间距小于其他位置。
可选地,其中:
在压延预制基材层,得到沿厚度方向的截面为正多边形的基材层之后,
在在基材层的外表面涂覆涂层,涂层包覆基材层之前,焊带的制作方法还5包括:
对压延后的基材层进行退火处理。
第三方面,本申请还提供一种光伏组件,光伏组件包括多个太阳能电池片,相邻两个太阳能电池片由如第一方面所描述的焊带连接。
与现有技术相比,本申请提供的一种焊带及其制作方法、光伏组件,至少实现了如下的有益效果:
在本申请实施例所提供的焊带中,在焊带的厚度方向上,基材层的截面为正多边形,不仅显著增加了基材层的面积占比,进而降低了光伏组件的串联电阻,提高了光伏组件的功率,还减少了涂层的占比,降低了涂层的成本,进而降低了生产成本,有利于光伏组件的降本增效;同时,本申请实施例所提供的焊带可以通过厚度方向上具有正多边形截面的基材层的直边与太阳能电池片平整地焊接在一起,增大了与太阳能电池片之间的接触面积,进而降低了太阳能电池片的接触电阻和光伏组件的串联电阻,进一步提高了光伏组件的功率。另一方面,与常规的截面为圆形的焊带相比,在焊带尺寸相同的情况下,本申请实施例所提供的焊带在与太阳能电池片接触位置处的基材层下具有更多的涂层,显著提升了焊带的焊接效果;同时,在焊带厚度方向的截面上还具有至少一个定位结构,且定位结构不位于焊带与太阳能电池片相连接的一侧,使得焊带具有明显的定位识别区域,在焊接时便于定位基材层的直边位置,以确保焊带通过基材层的直边位置与太阳能电池片相接触,进一步提升了焊接效果,保证了焊接质量,有利于光伏组件的进一步降本增效。
当然,实施本申请的任一产品必不特定需要同时达到以上所述的所有技术效果。
通过以下参照附图对本申请的示例性实施例的详细描述,本申请的其它特征及其优点将会变得清楚。
附图说明
被结合在说明书中并构成说明书的一部分的附图示出了本申请的实施例,并且连同其说明一起用于解释本申请的原理。
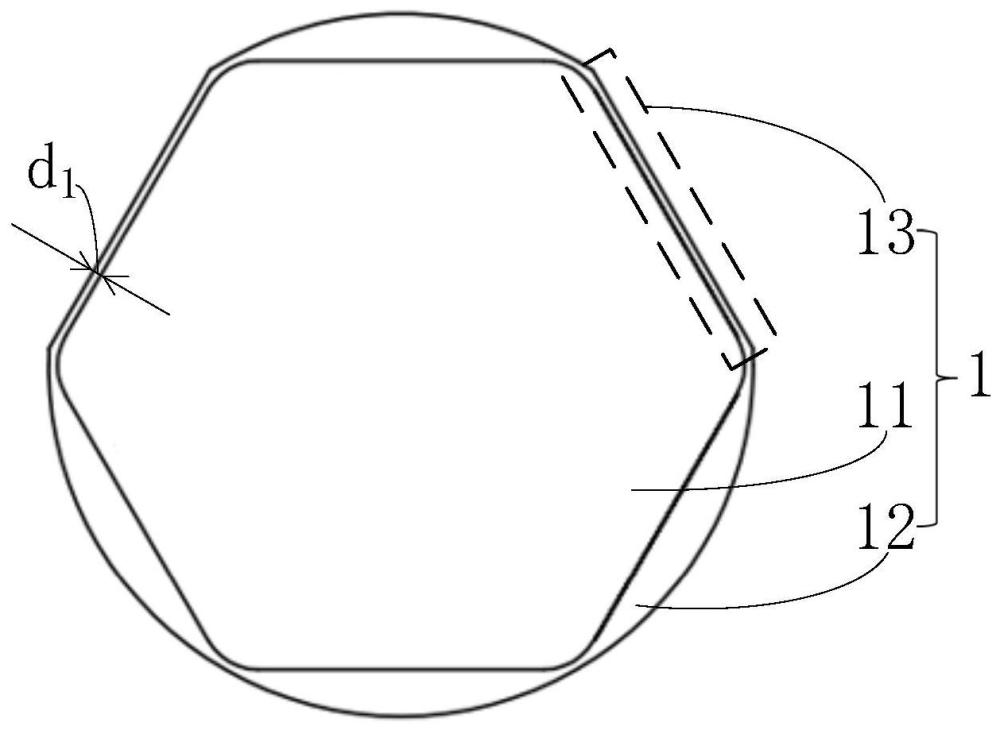
图1所示为本申请实施例所提供的焊带在厚度方向的截面的示意图;
图2所示为本申请实施例所提供的焊带与太阳能电池片的向光面在厚度方向的截面上的一种连接示意图;
图3所示为本申请实施例所提供的焊带与太阳能电池片的背光面在厚度方向的截面上的一种连接示意图;
图4所示为本申请实施例所提供的光伏组件的结构示意图。
具体实施方式
现在将参照附图来详细描述本申请的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本申请的范围。
以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本申请及其应用或使用的任何限制。
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
光伏组件主要由太阳能电池片、焊带、盖板、封装胶膜、边框、接线盒等部分构成。
随着光伏组件中太阳能电池片及辅材的价格高涨,组件端又因议价能力弱,导致生产利润持续下降,在此背景下各组件厂均加大对组件降本增效项目的投入,然而因边框、胶膜等材料在降本的同时对光伏组件的可靠性会产生较大影响,故难以大程度进行推动,而与太阳能电池片直接接触的焊带仍有很大空间用于光伏组件的降本增效。
目前的正多边形铜基材圆形焊带,在设计中并未考虑到焊带定位问题,存在铜基材的顶角区域正对栅线的情况,容易导致焊接效果差、接触电阻大及容易造成隐裂等情况,且正多边形铜基材只有在十、十二等以上边数量时才会显著降低锡铅层比例,而八边形铜基材占比更反而会明显下降,反而带来焊接质量差等问题。
为了解决上述技术问题,本申请提出了一种焊带及其制作方法、光伏组件,用于在提高焊接效果的同时降低成本。
以下结合附图和具体实施例进行详细说明。
图1所示为本申请实施例所提供的焊带在厚度方向的截面的示意图;图2所示为本申请实施例所提供的焊带与太阳能电池片的向光面在厚度方向的截面上的一种连接示意图;图3所示为本申请实施例所提供的焊带与太阳能电池片的背光面在厚度方向的截面上的一种连接示意图。
如图1~图3所示,本申请实施例提供了一种焊带1,用于连接相邻的太阳能电池片2,焊带1包括基材层11以及包覆在基材层11外表面的涂层12;沿焊带1的厚度方向,基材层11的截面为正多边形,焊带1的截面为具有至少一个定位结构13的圆形,定位结构13位于焊带1不与太阳能电池片2相连接的一侧。
基于此,如图1~图3所示,在本申请实施例所提供的焊带1中,焊带1由基材层11以及包覆在基材层11外表面的涂层12构成,在焊带1和太阳能电池片2连接时,其中的基材层11起到传输载流子的作用,包裹在基材层11外的涂层12起到焊接固定的作用。在焊带1的厚度方向上,基材层11的截面为正多边形,与具有圆形截面的基材层的常规焊带相比,在焊带尺寸相同的情况下,正多边形截面的基材层11横截面积更大,外表面可以涂覆的涂层12更少,不仅显著增加了基材层11的面积占比,进而降低了光伏组件的串联电阻,提高了光伏组件的功率,还减少了涂层12的占比,降低了涂层12的成本,进而降低了生产成本,有利于光伏组件的降本增效;同时,与焊带尺寸相同的常规圆形截面的焊带相比,本申请实施例所提供的焊带1可以通过厚度方向上具有正多边形截面的基材层11的直边与太阳能电池片2平整地焊接在一起,增大了与太阳能电池片2之间的接触面积,进而降低了太阳能电池片2的接触电阻和光伏组件的串联电阻,进一步提高了光伏组件的功率。
另一方面,在本申请实施例所提供的焊带1中,沿焊带1的厚度方向,焊带1的截面为具有至少一个定位结构13的圆形,且定位结构13位于焊带1不与太阳能电池片2相连接的一侧。与常规的截面为圆形的焊带相比,在焊带尺寸相同的情况下,本申请实施例所提供的焊带1在与太阳能电池片2接触位置处的基材层11下具有更多的涂层12,使得焊带1在与太阳能电池片2焊接时被挤出至接触位置周边的涂层12更多,显著提升了焊带1的焊接效果;同时,在焊带1厚度方向的截面上还具有至少一个定位结构13,且定位结构13不位于焊带1与太阳能电池片2相连接的一侧,使得焊带1具有明显的定位识别区域,在焊接时便于定位基材层11的直边位置,以确保焊带1通过基材层11的直边位置与太阳能电池片2相接触,避免了焊接时基材层11顶角位置与太阳能电池片2相对,进一步提升了焊接效果,保证了焊接质量,有利于光伏组件的进一步降本增效。
需要注意的是,与本申请实施例所提供的焊带尺寸相同的常规圆形截面焊带,指的是在厚度方向的截面上,基材层和包裹在基材层外的涂层为同心圆形,且涂层半径与本申请实施例中的涂层半径相同,基材层半径与本申请实施例所提供的基材层的内切圆半径相同的常规圆形截面焊带。
在一些示例中,沿焊带的厚度方向,基材层的截面可以为正三角形、正四边形、正五边形、正六边形、正七边形、正八边形等等,此处不对基材层的边数进行具体限定。需要注意的是,在焊带整体尺寸不发生变动的前提下,随着基材层截面边数的增加,基材层的截面逐渐接近圆形,基材层的直边也越来越短,在焊接时和太阳能电池片之间的接触面积也逐渐减小,而基材层截面边数过少,则涂层的用量增多,基材层的占比减小,与降本增效的目的相悖,因此,在选择基材层截面的边数时需要根据实际需求进行选择。
需要注意的是,基材层在厚度方向的截面图形的边数还与焊带与太阳能电池片的连接方式有关。例如,当相邻的太阳能电池片以朝向相同的表面被焊带连接时,焊带只有一侧与太阳能电池片相接触,此时沿焊带的厚度方向,基材层的截面图形的边数可以为大于3的整数;若相邻的太阳能电池片以首尾相连的方式被焊带连接时,焊带的相对两侧都需要与太阳能电池片接触,此时沿焊带的厚度方向,基材层的截面图形的边数可以为大于3的偶数,以确保焊带通过基材层的直边与太阳能电池片接触连接,提升焊接效果及光伏组件的功率。
在一些示例中,如图2和图3所示,本申请实施例所提供的焊带1可以适用于有主栅的太阳能电池片2,通过主栅21与太阳能电池片2连接,也可以适用于无主栅的太阳能电池片,通过细栅与太阳能电池片连接,本申请实施例不对此进行限定。
示例性的,基材层可以为铜基材,涂层可以为锡涂层、锡铅涂层、锡银涂层、锡铅银涂层、锡银铜涂层等等,此处仅做举例,并不具体限定。
在一些示例中,如图1~图3所示,沿焊带1的径向,位于定位结构13处的涂层12与基材层11之间的间距小于其他位置。
基于此,如图1~图3所示,可以将定位结构13处的涂层12与基材层11之间在焊带1径向上的间距设置为比其他位置小,即对定位结构13处的涂层12进行减薄处理,使得定位结构13与焊带1其他位置具有明显不同,进而使得焊带1整体具有明显的定位识别区域,保证了焊接时对基材层11直边位置的准确定位,以确保焊带1与太阳能电池片2相接触的位置为基材层11的直边,避免了基材层11顶角位置与太阳能电池片2相对导致的焊接效果较差及接触电阻大,进一步提升了焊接效果及焊接质量,降低了接触电阻,有利于光伏组件的进一步降本增效。
在一些示例中,如图1~图3所示,为了更好地实现对基材层11直边位置的定位,可以将基材层11的其中一条直边上包裹的涂层12进行减薄,形成定位结构13,并在焊带1厚度方向的截面上,将定位结构13处的涂层12在基材层11上的投影长度设为与基材层11长度相同,使得可以根据定位结构13直接定位出基材层11的直边位置,提高了定位结构13的定位准确性。
在一些示例中,本申请实施例所提供的焊带可以具有一个定位结构,也可以具有两个、三个、四个等等,此处仅做举例,并不对定位结构的具体数量进行限定。
需要注意的是,定位结构的具体数量需要根据基材层在厚度方向上截面的边数进行限定,且不能设于焊带与太阳能电池片相接触连接的位置,以免定位结构处过薄的涂层对焊接质量及效果造成不良影响。例如,当基材层在厚度方向上的截面为正三角形时,定位结构至少设置一个至多设置两个;当基材层在厚度方向上的截面为正四边形时,定位结构至少设置一个至多设置三个;当基材层在厚度方向上的截面为正五边形时,定位结构至少设置一个至多设置四个;当基材层在厚度方向上的截面为正六边形时,定位结构至少设置一个至多设置五个等等,此处仅做举例,并不具体限定。
示例性的,如图1~图3所示,本申请实施例所提供的焊带1中的基材层11在厚度方向的截面可以为正六边形,焊带1上设有两个定位结构13,此处仅做举例,并不具体限定。
作为一种可能的实现方式,如图1~图3所示,沿焊带1的厚度方向,基材层11的截面为具有圆弧顶角的正多边形。
基于此,如图1~图3所示,在本申请实施例所提供的焊带1中,可以将基材层11在厚度方向的截面上的顶角调整为圆弧顶角,与会固定基材层占比的直角形顶角相比,本申请实施例可以通过调整圆弧顶角处的弧度来调节基材层11和涂层12的占比,优化焊带1的焊接质量及效果,同时实现对生产成本的控制。随着圆弧顶角的弧度越大,基材层11在厚度方向上的截面图形趋近于圆形,基材层11的体积占比也越大,截面上基材层11的直边的长度也相应缩短,直边外包裹的涂层12随之减少,因此,在实际生产中可以通过调整圆弧顶角的弧度来调节基材层11和涂层12的占比,在确保焊接质量及效果的同时实现光伏组件的降本增效。圆弧顶角的具体弧度及范围可以在实际生产中进行确定,此处不进行一一列举。
在一些示例中,如图1~图3所示,沿焊带1的任一径向,涂层12的外表面与基材层11的圆弧顶角的外表面之间具有第一间距d
示例性的,沿焊带的任一径向,涂层的外表面与基材层的圆弧顶角的外表面之间具有的第一间距d
作为一种可能的实现方式,如图1~图3所示,当焊带1与太阳能电池片2的向光面连接时,焊带1具有靠近太阳能电池片2的背光侧,以及背离太阳能电池片2的向光侧,至少一个定位结构13位于向光侧。
基于此,如图1~图3所示,由于基材层11本身在厚度方向的截面图形为正多边形,定位结构13又是由在基材层11直边位置的涂层12进行减薄处理形成的,当焊带1与太阳能电池片2的向光面相连接时,若至少一个定位结构13位于焊带1背离太阳能电池片2的一侧,即焊带1的向光侧,此时的定位结构13能将入射到焊带1上的光线以一定角度反射到光伏组件内部,提高了光线的利用率,进而提高了光伏组件的组件效率。
在一些示例中,在焊带的厚度方向的截面上,位于定位结构处的涂层和基材层的延伸方向相交;或,
在焊带的厚度方向的截面上,位于定位结构处的涂层具有至少两种不同的延伸方向。
基于此,为了实现定位结构对光线的反射,可以将定位结构处的涂层和基材层在厚度方向截面上的延伸方向设为相交,即在厚度方向的截面上,定位结构处的涂层相对基材层倾斜延伸,将这种定位结构设于焊带的向光侧,并旋转至定位结构的延伸方向与太阳能电池片的延伸方向在厚度方向截面上相交,即可实现与三角焊带类似的提高光线利用率的作用,进一步提高了光伏组件的效率。还可以将定位结构处的涂层在厚度方向截面上的延伸方向设置为至少两种,此时可以利用涂层不同的延伸方向使得形成的定位结构具有陷光作用,更大程度上提高对光线的利用率,进一步提高光伏组件的效率。
示例性的,当在焊带的厚度方向的截面上,位于定位结构处的涂层具有至少两种不同的延伸方向时,此时的定位结构处的涂层在厚度方向截面上的图形可以为开口背离基材层的凹面、由多个小三角形构成的绒面、由多个开口背离基材层的小凹面构成的绒面等等,此处仅做举例,并不具体限定。
在一些示例中,如图1~图3所示,在焊带1的厚度方向的截面上,位于定位结构13处的涂层12和基材层11的延伸方向平行。
基于此,如图1~图3所示,为了实现定位结构13对光线的反射,还可以直接将定位结构13处的涂层12设为在厚度方向截面上的延伸方向设为与基材层11的延伸方向相平行,将这种定位结构13设于焊带1的向光侧,并旋转至定位结构13的延伸方向与太阳能电池片2的延伸方向在厚度方向截面上相交,即可实现与三角焊带类似的提高光线利用率的作用,进一步提高了光伏组件的效率。同时,定位结构13处的涂层12与基材层11相互平行的设计最大程度地降低了定位结构13处涂层12的用量,进而降低了生产成本,有利于光伏组件的进一步降本增效;此外,定位结构13处的涂层12与基材层11相互平行的设计在生产时也更容易形成,降低了加工难度。
基于同一发明构思,本申请还提供一种上述实施例所描述的焊带的制作方法,包括:
提供一预制基材层,沿厚度方向,预制基材层的截面为圆形;
压延预制基材层,得到沿厚度方向的截面为正多边形的基材层;
在基材层的外表面涂覆涂层,涂层包覆基材层;
在涂层上形成至少一个定位结构,得到焊带;
其中,位于定位结构处的涂层和基材层的延伸方向相同;沿焊带的径向,位于定位结构处的涂层与基材层之间的间距小于其他位置。
与现有技术相比,焊带的制作方法的有益效果与上述实施例所描述的焊带的有益效果相同,此处不再赘述。
在一些示例中,预制基材层的形成工艺可以为拉丝工艺;在形成基材层时,可以通过改变压延模具形状,使得压出的基材层在厚度方向的截面为正多边形。
在一些示例中,当在焊带的厚度方向的截面上,位于定位结构处的涂层和基材层相平行时,可以在涂覆涂层后,通过改变风刀形状,在涂层上吹出与基材层直边相平行的平面,形成定位结构。
在一些示例中,在压延预制基材层,得到沿厚度方向的截面为正多边形的基材层之后,在在基材层的外表面涂覆涂层,涂层包覆基材层之前,焊带的制作方法还包括:
对压延后的基材层进行退火处理。
基于此,对压延后的基材层进行退火处理,可以去除基材层内部的残余应力,改善基材层的塑性和韧性,使得基材层的成分更加均匀,延长基材层的使用寿命。具体的退火温度及时间可以在实际生产中进行调整,此处不进行举例说明。
图4所示为本申请实施例所提供的光伏组件的结构示意图。
基于同一发明构思,如图4所示,本申请还提供一种光伏组件,光伏组件包括多个太阳能电池片2,相邻两个太阳能电池片2由如上述实施例所描述的焊带1连接。
与现有技术相比,光伏组件的有益效果与上述实施例所描述的焊带的有益效果相同,此处不再赘述。
如图4所示,光伏组件包括电池串,电池串由多个太阳能电池片2连接而成;封装层40,封装层40用于覆盖电池串的表面;盖板30,盖板30用于覆盖封装层40远离电池串的表面。太阳能电池片2以整片或者多分片的形式电连接形成多个电池串,多个电池串以串联和/或并联的方式进行电连接。
具体地,在一些实施例中,如图4所示,多个电池串之间可以通过上述实施例所提供的焊带1电连接。封装层40覆盖太阳能电池片2的正面以及背面,具体地,封装层40可以为乙烯-乙酸乙烯共聚物(EVA)胶膜、聚乙烯辛烯共弹性体(POE)胶膜、聚乙烯醇缩丁醛树脂(PVB)或者聚对苯二甲酸乙二醇酯(PET)胶膜等有机封装胶膜。在一些实施例中,盖板30可以为玻璃盖板、塑料盖板等具有透光功能的盖板30。具体地,盖板30朝向封装层40的表面可以为凹凸表面,从而增加入射光线的利用率。
综上,本申请提供的一种焊带及其制作方法、光伏组件,至少实现了如下的有益效果:
在本申请实施例所提供的焊带中,在焊带的厚度方向上,基材层的截面为正多边形,不仅显著增加了基材层的面积占比,进而降低了光伏组件的串联电阻,提高了光伏组件的功率,还减少了涂层的占比,降低了涂层的成本,进而降低了生产成本,有利于光伏组件的降本增效;同时,本申请实施例所提供的焊带可以通过厚度方向上具有正多边形截面的基材层的直边与太阳能电池片平整地焊接在一起,增大了与太阳能电池片之间的接触面积,进而降低了太阳能电池片的接触电阻和光伏组件的串联电阻,进一步提高了光伏组件的功率。另一方面,与常规的截面为圆形的焊带相比,在焊带尺寸相同的情况下,本申请实施例所提供的焊带在与太阳能电池片接触位置处的基材层下具有更多的涂层,显著提升了焊带的焊接效果;同时,在焊带厚度方向的截面上还具有至少一个定位结构,且定位结构不位于焊带与太阳能电池片相连接的一侧,使得焊带具有明显的定位识别区域,在焊接时便于定位基材层的直边位置,以确保焊带通过基材层的直边位置与太阳能电池片相接触,进一步提升了焊接效果,保证了焊接质量,有利于光伏组件的进一步降本增效。
虽然已经通过例子对本申请的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本申请的范围。本领域的技术人员应该理解,可在不脱离本申请的范围和精神的情况下,对以上实施例进行修改。本申请的范围由所附权利要求来限定。
- 光伏组件用焊带及光伏组件
- 一种用于焊接光伏组件内部电池片的焊带
- 一种光伏组件的制作方法
- 一种光伏焊带、光伏组件及光伏焊带的制作方法
- 一种光伏焊带、光伏组件和光伏焊带模具