用于利用工作流程信息持久标记柔性印刷板的方法和利用其标记的板
文献发布时间:2023-06-19 09:29:07
本申请要求于2018年4月6日提交的美国临时专利申请No. 62/653,972的优先权,其内容出于所有目的通过引用以其整体并入本文中。
背景技术
最当代的光栅图像处理(RIP)软件(诸如,例如由比利时根特的Esko软件BVBA(Esko Software BVBA)销售的ESKO自动化引擎(ESKO Automation Engine)软件可用的RIP)允许创建条形码或QR码,所述码可以被添加到柔性印刷的(flexographic)印刷板上的图像信息。然而,该特征的可能性通常未被充分利用。
典型的柔性印刷(flexo)板工作流程可以包括以下步骤:
1. 使用光栅图像处理器以一定的屏幕分辨率处理图像信息,以得到图像文件。
2. 使用处理器,将该图像文件与其它图像文件组合以创建覆盖完整聚合物板格式的成像作业。
3. 通过本领域已知的各种方法中的任何,将图像文件成像到光聚合物板的顶部上的激光烧蚀掩模(LAM)层上,由此在板的顶部上创建掩模。
4. 诸如利用UVA光固化板的后侧,以构建聚合物底层。
5. 诸如利用UVA光,通过板的顶部上的掩模固化光聚合物。
6. 处理板以从该板去除未固化的聚合物。
7. 可选地,干燥板以去除溶剂(当通过热过程完成处理时通常不执行)。
8. 诸如通过施加UVA和UVC光来精整板。
9. 诸如通过在xy切割台上将聚合物板切割成补片(patch)来分离不同的图像文件。
10. 将板补片(每个板补片体现一个或多个图像文件)中的一个或多个安装到印刷机上,诸如在印刷机滚筒上。
11. 在印刷机中使用板在印刷接收基板上印刷物理图像。
12. 清洁来自板的油墨,从印刷机去除板,并将其存储以供将来使用,诸如重新印刷作业。
图像RIP和印刷物理图像之间的过程步骤可以以非直接时间上的序列执行。连续步骤中的一些可以被传送过程延迟。例如,在分离xy切割台上的图像并将它们安装在印刷滚筒上的步骤之间,板补片可以从板制造商运送到印刷设施。
尽管在用于板制造的自动化方面有最近进展,但是仅一些过程步骤可能适合于以自动化方式组合成连续步骤。因此,许多步骤可能仍然彼此独立地执行。由于许多板制造者具有两个或更多生产行列并且用于不同生产行列的装备可能不相同,所以当并行处理时,具有相同图像的两个板可能运行穿过不同的装备。
因此,工作流程标记的使用(在任何程度上使用)通常仅限于一般信息,因为将装备特定的参数附接到可能在具有不同参数设置的不同设备上处理的板可能不是高效的或有用的。因此,通常针对不同的过程步骤手动设置参数。因此,人为误差可能导致一定百分比的故障,从而导致板损失、返工和金钱损失。
因此,虽然可能已知在印刷板上包括某个种类的标记,但是典型的现有技术标记仅包含用于在后面的过程步骤中识别板的信息,诸如例如标识作业和客户姓名的信息。板标记也可用于标识板的类型。
用于柔性印刷板的现有技术标记方法的一个限制在于,它们通常仅包含不支持整个板工作流程的少量信息。往往,在工作流程中的某一点处的板的处理期间去除标记,从而要求下游操作者查找板处理参数并将它们手动地键入到各种处理装备的用户界面中。
因此,本领域需要通过板制造工作流程消除柔性印刷的印刷板的经过期间的不完整和丢失信息的问题,因此改进对板工作流程的中央控制,并且帮助避免操作者失误、时间损失和金钱损失。
发明内容
本发明的示例性实施例包括一种用于制造柔性印刷板的系统。该系统包括多个处理机器,每个处理机器被配置成执行工作流程中的一个或多个过程步骤,包括至少成像步骤、固化步骤、洗涤或其它非固化聚合物去除步骤、印刷步骤以及,可选地,切割步骤、存储步骤或其组合,每个处理机器具有控制器和由控制器控制的至少一个可变操作参数。该系统包括用于在柔性印刷板上提供机器可读记号的装置。机器可读记号被配置用于在洗涤(和切割,在存在的情况下)步骤下游的持久可读性,而无需在印刷步骤中印刷。机器可读记号可以体现至少包括板标识符和与用于处理机器中的每个的至少一个可变操作参数对应的指令的信息,或者与信息驻留的计算机存储装置中的地址对应的信息。
用于提供记号的装置可以包括被编程有用于将信息嵌入到码(诸如,诸如QR码的二维码、条形码或本领域已知的任何机器可读码)中的指令的计算机,以及被编程有用于提供被格式化以嵌入到能够被本领域已知的任何读取器读取的磁条或芯片(诸如RFID芯片)中的信息的指令的计算机。用于提供码的装置还可以包括:用于打印2-D码的打印机;成像器,其用于将码嵌入到印刷板中,使得码在板处理之后以及在板处理步骤的完整集合之后将是可读的,该板被配置成以所述步骤被处理。用于提供RFID码的装置包括用于将信息写到RFID可读芯片上的机器和用于将信息写到磁条中的机器(如本领域中已知的),连同本领域中已知的将RFID芯片和(一个或多个)伴随的天线制造成全功能的RFID模块或创建磁条并将该条施加到表面所需的任何处理装备。
如本文中所述,记号可设置在板中的聚合物条中。在一个实施例中,记号可以在板的稍后被切除的部分中。在一些实施例中,可以使用板底层中存在和不存在聚合物的区域和/或通过根据码布置的微点簇将记号设置在板的底层上。
多个读取器被配置成读取柔性印刷板上的记号,包括与每个处理机器的每个控制器通信的至少一个读取器。读取器可以包括移动设备,诸如移动电话、平板计算机等,其具有相机并且被编程有指令以捕获码的图像。移动设备可具有存储于其上的用于将图像信息转换成由控制器可读的信息和/或显示于显示器上且由人类操作者可读的信息的指令,或者移动设备可通过网络(诸如无线网络)与中央处理器通信,该中央处理器将图像转换成由控制器可读的信息。用于指示控制器的信息可由移动设备在将图像信息转换成这样的指令时直接发射到控制器,或由中央处理器在从移动设备接收到图像时发射到控制器,或由中央处理器发射回到移动设备,然后发射到控制器。在其它系统中,读取器可以直接连接到处理机器并且专用于该机器。在一些实施例中,包括对于移动设备或专用读取器,读取器可以经由有线连接或经由本地无线连接(诸如经由蓝牙技术)连接到机器或与机器通信。
示例性控制器被配置成从读取器接收与存储在记号中的或链接到记号的可变操作参数对应的指令,并且配置成根据该至少一个指令来控制处理机器。这样的控制器可以包括计算机处理器、用于存储机器可读指令的伴随介质、以及到工作流程中的处理机器的各种部分的伴随连接,以用于进行该过程,所有这些部件在本领域中是熟知的。控制器被编程有指令以用于从读取器接收与可变操作参数对应的信息,并且将那些参数并入到由控制器提供给由此控制的各种部分的控制指令中。应当理解,由控制器控制的各种部分可以是数字或模拟设备,并且在必要的程度上,控制器或与其连接的转换器可以将控制信息从数字转换为模拟格式以及将感测的反馈或监视从模拟转换为数字格式,反之亦然。
在一个实施例中,工作流程包括校样器,并且从记号读取的信息可以包括指示与板相关联的印刷特性的质量信息。
优选实施例还包括用于与多个读取器中的每个通信的工作流程的跟踪控制器。跟踪控制器被配置成从多个读取器中的每个接收指示由读取器扫描的每个柔性印刷板的时间和进程中位置的通信。跟踪控制器还被配置成提供指示多个进程中柔性印刷板的实时工作流程定位的输出。该输出可以被提供给连接到运行用于操作跟踪控制器的指令的中央处理器的显示屏,并且还可以被提供给操作为读取器的移动设备和/或提供给与连接到网络的任何计算机相关联的显示器,所述网络连接到跟踪控制器。跟踪控制器包括处理器和存储在计算机可读介质上的指令,以用于对处理器编程以接收和存储来自多个读取器的信息并将该信息处理成跟踪报告输出。
本发明的方面还包括使用如本文中所述的过程创建的柔性印刷板。示例性柔性印刷板具有在柔性印刷板上的机器可读记号,其被配置用于在洗涤(和切割,当存在时)步骤下游的持久可读性,而无需在板工作流程的印刷步骤中印刷。机器可读记号体现包括与多个处理机器中的每个的至少一个可变操作参数对应的指令的信息,或者体现与指令驻留的计算机存储装置中的地址对应的信息,如本文中所述。记号可以包括例如2维码(诸如QR码)或条形码,或RFID模块或磁条。如本文中所述,记号可以设置在板中的聚合物条中和/或可以使用板底层中存在和不存在聚合物的区域设置在板的底层上,诸如可以通过使用布置在LAMS层中的微点簇来创建,以便产生稍微上升到底层而不是印刷水平上方的结构。并且,如本文中所述,记号的第一表现(rendering)可以位于板上的第一位置中,并且记号的第二表现可以位于板上的第二位置上,特别地,其中第一位置在板的被配置成从板切割掉的部分中,并且第二位置在板的成像区域中的板的底层中。
本发明的其它方面包括计算机可读介质,其包括由机器可读的非暂时性指令,该指令体现如本文中所述的方法和过程步骤中的任何。这样的指令可以包括用于协调用于制造柔性印刷板的过程的指令,该过程具有多个过程步骤,包括例如至少成像步骤、固化步骤、洗涤步骤和印刷步骤,每个步骤由具有至少一个可变操作参数的处理机器执行。机器可读指令可以包括用于在柔性印刷板上提供机器可读记号的指令,包括在记号中体现至少包括板标识符和与用于处理机器中的每个的至少一个可变操作参数对应的指令的信息。前述内容将体现在例如软件、体现指令的数字存储介质、以及利用软件和固件编程的机器中,以用于在板上创建记号。
机器可读指令还可以包括软件和用这种软件编程的机器,以用于跟踪控制器。这样的指令可以包括用于在柔性印刷板上提供机器可读记号的指令,包括在记号中体现与计算机存储装置中的地址对应的信息。指令还可以包括用于在由地址标识的位置中的计算机存储装置中存储包括用于处理机器中的每个的至少一个可变操作参数的信息的指令。程序还可以包括用于从记号的读取器接收通信的指令,以及用于将可变操作参数发射到处理机器中的对应一个的指令。这样的系统还可以包括用于实现用于工作流程的跟踪控制器的指令,跟踪控制器与关联于处理机器中的每个的读取器中的每个通信,并且被配置成从多个读取器接收通信,该多个读取器被配置成从工作流程中的多个进程中柔性印刷板读取记号,其中记号还包括板标识符。从读取器接收的通信包括进程中柔性印刷板的位置。编程的指令还包括用于基于通信为多个进程中柔性印刷板中的每个提供工作流程定位的实时跟踪的指令,以及用于提供跟踪信息作为输出的指令。
本发明的又一方面包括能够执行板处理工作流程中的至少一个板处理步骤的柔性印刷板处理机器,该机器包括控制器,该控制器被配置成从如本文中所述的读取器接收用于控制板处理机器的一个或多个可变参数的通信。读取器与控制器通信,控制器被配置成读取要处理的柔性印刷板上的机器可读记号,记号已经在其中体现了至少与可变操作参数对应的指令或与地址对应的信息,该地址与所述指令驻留的计算机存储装置中的位置对应。读取器被配置成读取体现在记号中或在与体现在记号中的信息对应的地址处的指令,并且在根据读取记号或根据查询与体现在记号中的信息对应的计算机存储地址来获得至少一个可变操作参数之后,向控制器发送具有至少一个可变操作参数的通信。控制器还被配置成至少部分地基于从读取器接收的至少一个可变操作参数来控制处理机器。
本发明的又一方面包括用于在用于制造如本文中所述的柔性印刷板的系统和过程中使用的读取器。这样的读取器可具有至少一个检测器,至少一个检测器被配置成从柔性印刷板读取记号,所述检测器诸如用于读取2-D码的相机、RFID接收器和发射器、或收发器,以用于发送RF信号并接收来自RFID或磁条读取器的RFID响应传输。读取器中的通信链路与被配置成监视工作流程的中央处理器和被配置成执行过程步骤中的至少一个的至少一个处理机器的至少控制器通信。读取器还可以具有处理器,处理器被配置成处理从记号读取的信息,以向至少一个处理机器的控制器传达体现在记号中或存储在与体现在记号中的信息对应的地址处的至少一个可变操作参数,以及配置成向中央处理器传达关于工作流程内的读取器的位置和由读取器读取的柔性印刷板的信息。到控制器的通信可以是直接通信,或包括读取器和中央计算机之间的中间通信的通信。特别地,当记号表示网络上的地址时,读取器可以能够读取地址、链接到地址、从地址下载信息、以及将信息传达到处理机器。到处理机器的通信可以是通过本领域中已知的任何有线或无线通信方法,包括但不限于本文中明确描述的那些。
附图说明
图1是描绘包括利用跟踪控制器的工作流程过程的本发明的示例性实施例的示意图。
图2A是描绘在本发明的示例性工作流程系统实施例中具有由与控制器通信的读取器读取的记号的板的示意图。
图2B是根据本发明的一个实施例的具有第一和第二记号的示例性柔性印刷板的示意性横截面图。
图3是描绘本发明的示例性过程的流程图。
具体实施方式
现在参考附图,图1示意性地图示了具有多个处理机器110、120等的工作流程100,其各自被配置成执行创建印刷板的工作流程中的一个或多个过程步骤。
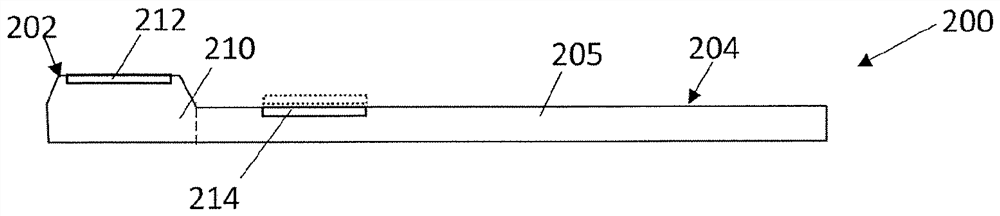
如图2A和2B中所描绘,本发明的一个方面提供了一种用于柔性印刷的印刷板200及其前体状态的标记方法和结构,其实现通过将记号212、214附接到板上而将最多所有的过程相关信息关联到板本身上,并且由此实现使用该信息控制最多所有的过程阶段。优选地,用于板的处理机器还配置有读取器220或与读取器220通信,读取器220被配置成读取标记,并且被配置成接收要处理的板所需的过程参数,并且基于根据读取标记导出的信息向中央控制计算机170报告正被处理的板的状态。因此,系统的实施例实现对工作流程链(从订单引入到印刷之后的板存储)中的所有板的完整的板制造过程的监视和控制。
虽然用于RIP和成像的参数由数据文件直接从计算机提供,但是根据本发明的各方面,用于其余步骤的参数理想地附接到板。工作流程中的示例性步骤可以包括由UV曝光系统110执行的UV曝光步骤、由热或化学处理装置120执行的热或化学处理步骤、由精整装置130执行的精整步骤、由切割装置140执行的切割步骤、利用安装装置150将板的一个或多个切割部分安装到基板上、以及使用其中安装有板部分的基板来用打印机160在柔性印刷过程中进行印刷。附加步骤也可以在开始或结束时被包括在工作流程中,并且被插入在具体描绘的任何步骤之间。例如,成像步骤通常在UV曝光步骤之前,并且排序步骤通常在成像步骤之前,并且存储步骤在印刷步骤之后。与每个处理步骤相关联的块仅是示例性的,并且单个机器可以执行与多个块相关的步骤,或者多个机器可以一起执行在单个块中图示的步骤。所描绘的一些步骤可以是可选的。
到板200的此附接可以例如使用机器可读记号212来实现,机器可读记号212可以是诸如QR码的2D码或条形码、射频标识(RFID)模块或磁条。机器可读记号的一种形式可以包括具有由人类可读的字母数字字符形式的以及被配置成由相机捕获并使用本领域中已知的文本识别软件处理的2D码,从而提供在板上提供可以由人类操作者和机器二者读取和解释的码的优点。RFID模块可以在固化之前或之后在板上的固体图像区域的点处被插入聚合物中,其中聚合物将被固化(并且因此被保留在完全暴露的板上)。在具有磁条的示例性实施例中,所述条优选地在板的在尺寸上稳定的PE层上附接到板的后侧,其中条可以在板被处理时与安装在处理机器上的读取头接触。磁条可以作为通过本领域中已知的任何方法形成的完整条附接,或者可以包括直接分散到板的后侧上的磁性油墨。虽然记号212在附图中被描绘为QR码,但是应当理解,附图中的QR码旨在作为对本文中所述的任何类型的记号或其等同物的示意性表示应用。
虽然已经明确地描述了某些记号,但是术语“记号”旨在具有其“指示”或“区分标记”的最广泛的含义,而不限于该指示或标记能够如何被读取,并且因此如明确描述的记号的“等同物”旨在被广泛地解释。虽然某些机器可读记号或码可以利用专门机器可读的格式来准许大量信息被存储在少量空间中,但是应当理解,本文中所用的术语“机器可读”是指记号和码,其不限于具有专门机器可读的格式的记号。本领域中的技术人员将理解,人类可读的字母数字信息也是由配备有合适的光学字符识别(OCR)功能性的读取器机器可读的,并且用于提供这种功能性的硬件和软件在本领域中是熟知的并且变得更加普遍存在。例如,许多高速公路通行费管理机构现在使用牌照的字符识别作为RFID通行技术的等同物、替代物或补充。此外,机器视觉系统和相似的人类操作者也可以被训练成读取非字母数字图形符号以传递可以被普遍理解的信息(例如,表示可回收材料或衣物护理建议的图形符号)。因此,应当理解,术语“记号”和“机器可读”旨在被广泛地解释为包括但不限于,除了本文中详细讨论的其它类型的记号之外,被配置成由人类操作者以及机器读取和理解的印刷的或以其它方式可见的字母数字或图形信息,以及利用人类和机器二者可读的记号的专门机器可读的记号的组合。使用也至少部分地人类可读的机器可读记号的一个优点是,有经验的人类操作者可以能够比相同的操作者利用机器的帮助将花费的那样更快地处理至少一些码以及对至少一些码起反应。
在一些实施例中,用于印刷码(诸如条形码或QR码)的码可以在光栅图像处理图像文件期间被添加,并且因此被包括在图像信息的内容中,诸如在与Esko PlatePrep工作流程相关联的.LEN文件中。将码添加到图像文件可以使用例如Esko DeskPack
以下示例参照QR码作为示例性信息存储技术,但是本发明不限于任何特别的信息存储技术,并且可适用于本领域中已知的能够传递实践本发明的实施例所需的信息量的任何信息存储技术,并且特别地可适用于本文中明确描述的任何存储技术。
在优选实施例中,工作流程100中的所有处理装备110-160被提供有或连接到扫描仪或其它信息捕获设备(在本文中被称为“读取器”),其允许读取记号以获得相关联的板过程参数。因此,在优选实施例中,在开始过程或处理步骤之前,从板扫描过程信息,并且相应地设置相关的过程参数。例如,在记号212包括可见码(诸如QR码或条形码)的情况下,读取器220可以包括移动设备,诸如移动电话、手持式计算机、平板电脑等。虽然读取器220被描绘为“电话”,但是应当理解,该附图旨在是任何可适用的读取器的示意性表示,并且可以包括本领域中已知的适合于阅读所提供的记号的任何类型的读取器。因此,例如,在码212包括RFID标签的情况下,读取器包括RFID读取器,并且在码212包括磁条的情况下,读取器包括磁条读取器。与读取2维印刷码、磁条和RFID标签相关联的技术和装置在本领域中是被良好理解的。读取器220连接到装置的控制器230以用于执行所标识的过程步骤。读取器和控制器之间的连接可以是有线或无线连接。示例性无线连接可以包括在对于(处理步骤位于其中的)设施而言本地的计算机上运行的本地无线网络,或者可以是连接到全球信息网络或无线通信网络的网络。控制器230可以编程有用于将从记号导出的信息转化成设置处理装备的对应参数所需的信息的指令,或者转化指令可以包含在读取器中。从读取器导出的信息可以直接嵌入在记号中,或者记号可以包括与(信息驻留在其中的)网络上的与读取器和控制器通信的计算机存储装置中的地址对应的信息。与地址对应的信息可以是URL、过程标识符或唯一板标识符。在其中信息是唯一板标识符的实施例中,系统可以被配置成使用唯一板标识符来找到对应的指令,诸如通过使用板标识符来查询驻留在已知地址处的查找表来使用。在实施例(其中跟踪不感兴趣的特定板,并且其中与要处理的板的整体对应的处理指令仅具有有限数量的排列)中,与地址对应的信息可以是过程标识符而不是唯一板标识符。在这样的实施例中,过程标识符可以用于查询与每个过程标识符对应的过程指令的对应查找表。在指令嵌入在标识符中的实施例中,记号还可以进一步体现唯一板标识符,其中板标识符可以用于诸如利用移动设备跟踪板或标识板,如本文中稍后所述。
过程信息可以包括,例如但不限于:作业名称、客户名称、打印机的名称、板类型、板厚度、背曝光能量、优选背曝光时间、主曝光能量、优选主曝光时间、主曝光循环数、板处理速度、板处理温度、板切割路径、板切割速度等。
在本发明的一个实施例中,过程信息被存储在记号212(诸如QR码)中。可以用本领域已知的现有QR码读取器(即码扫描仪)来执行从板读取QR码。例如,来自Wenglor的型号C5PC003码扫描仪适用于1D和2D码的全向扫描,该1D和2D码包括但不限于1D码(通常被称为“条形码”)(诸如码39、码93、码128、UPC/EAN、BC412、交叉二五码(Interleaved 2 of 5)、库德巴条码(Codabar)、邮政编码、Pharmacode)和2D码(诸如数据矩阵(DataMatrix)ECC0……200、PDF417、微PDF417、QR码、微QR码、Aztec码、GS1数据条码(Databar)和点码)。用于提供信息的记号不限于任何特别类型的码。为了增加板上的码的对比度和可读性,可以从板的底部或顶部施加来自光源(未示出)的光,诸如通常与用于移动设备的相机闪光灯相关联的光。在优选实施例中,用于不同阶段的过程参数直接体现在码中,使得每个单独的处理单元可以直接从板上的码导出指令,而不必连接到网络。在其它实施例中,码可以包括存储过程信息的计算机存储地址,并且读取步骤包括读取信息、诸如经由超链接连接到嵌入在信息中的存储地址、从存储地址读取信息、以及将相关的存储信息传达到处理机器。
在本发明的图2A和2B中图示的一个实施例中,信息至少初始地存储在第一记号位置212中(诸如以QR码的形式),该位置设置在邻近柔性印刷聚合物板200的图像区域205的测试条210上。该测试条还可以包含用于设置印刷机的配准和颜色校样标记。虽然优选地,测试条上的配准标记和其它标记(以及因此当QR码被放置在这样的测试条上时还有QR码)与图像一起停留在聚合物板上长达板的整个寿命,但是在一些实施例中,可能需要将测试条从板切割掉以避免将信息印刷在印刷基板上的测试条(诸如QR码)上。本文中稍后讨论解决这种情况的实施例。
提供在所有过程步骤(例如成像、固化、洗涤、印刷以及可选的切割和存储步骤)期间持久地可读的码信息是关于与柔性印刷板相关联的洗涤过程的挑战,因为大多数洗涤过程是基于溶剂的。溶剂不仅去除柔性印刷板聚合物的未固化部分,而且还去除通常用于印刷标签和标记笔上的类型的油墨。因此,本发明的一个方面涉及提供一种码,其被配置成通过制造图像的码部分或通过将信息插入到聚合物的固化部分中而经受住洗涤步骤。例如,可以将RFID设备机械地插入到聚合物的固化部分中,或者可以将磁条设置在聚合物板的后侧上的在尺寸上稳定的层的表面上,在该聚合物板的后侧上,磁条被定位成由本领域已知的磁卡读取器头读取。然而,这样的RFID设备或磁条必须能够经受住下游处理步骤。虽然将编码信息添加到图像实现经过洗涤步骤的持久,但是在一些实施例中,不期望印刷码。因此,优选实施例可以包括以经过洗涤步骤是持久的但不在印刷步骤中印刷的方式体现在板中的码。在一个实施例中,码仅在板底层中被添加,使得细节不到达印刷表面,如下所述。在另一个实施例中,码被放置在印刷图像的期望部分之外(例如,在测试条中)的位置,并且在一些情况下,码在切割操作之前或期间被转移到另一个位置,也如下所述。
如本文中所使用的,“洗涤”步骤可指代从板去除未固化聚合物的任何未固化聚合物去除步骤。这样的“洗涤”过程可以包括传统的溶剂(或水)洗涤步骤,或者还可以包括热方法,诸如通常与DuPont
在一些实施例中,为了将信息保持在板200上的码中,代替位于板顶部表面202上,可以将2D码(诸如QR码214)定位在板底层204中。板底层由已经从板的背面固化的聚合物构建,但是其不旨在印刷,因此底层的厚度保持低于聚合物的印刷顶部表面的水平。
尽管不限于用于提供记号的任何特别方法,但存在用于将记号结构提供到聚合物中的若干优选方式。一种优选的方法是经由通过成像掩模的UV曝光(诸如经由掩模中的直接成像)来提供记号。该方法可以将凹陷结构放置在印刷表面水平上,或者将产生凸起结构的微点放置在底层上。另一种方法是激光雕刻,其可以在印刷表面水平或底层水平下方提供凹陷结构。另一种方法是在印刷表面水平或底层水平下方铣削(mill)凹陷结构。
在一些实施例中,在一些过程步骤期间驻留在板200的测试条210的顶部(印刷)表面202下方的码212可以从顶部表面转移到底层表面204。例如,码212可以由读取器扫描,并且码或码图像存储在数据文件中,然后该数据文件可以用于指示当板在切割台上时将码图像214的翻印(reproduction)切割到板的图像区域205的底层部分204中。如图2A中所描绘,以较浅阴影描绘的码214旨在表示其在板的底层上的位置,在该位置处,当顶部表面用于印刷时,其不会导致印刷与码对应的图像。如图2B中所描绘,码214(实线)可以被切割到底层204中,诸如通过激光雕刻或用铣削头切割而形成。在另一实施例中,码214(虚线)可以形成在诸如在曝光步骤期间使用LAMS层中的微点形成的底层表面204的顶部上,使得码上升到底层204上方的水平,但在顶部印刷水平202下方。
在许多情况下,板被放置在切割台上,以用于将不同的板补片彼此分离,并且在一些情况下,还用于切除测试条或不旨在用于印刷的任何其它标记。在优选实施例中,翻印与码212相同的板背面上的码214可以使用激光来执行,该激光诸如例如10.6μm CO2激光或在中红外范围内(诸如在1.8与2.5μm之间的波长范围内)发出的光纤激光(例如,2μm铥激光),并且在一个优选实施例中,为2.03μm。诸如耦合到激光检流计扫描仪的激光器去除对应于QR码图像的正部分或负部分,因此提供由读取器可检测的二进制差。因此,在切除测试条210之前,可以首先在测试条210上的板200的顶部侧202上的码212的第一位置中读取码212,然后可以将码转移到板的底层204中的在板的图像区205内部的位置中的非印刷位置。
用于在板底层上存储码的另一种方法包括使用微点,诸如在EP 1 557 279 B1中公开的,其通过引用并入本文中。术语“微点”是指柔性印刷板的LAM层中的小掩模开口,其中每个开口不够宽以孤立地生长可印刷的屏幕点,但是它们的簇可操作以提高板底面水平。因此,微点的簇可用于形成相对于底层的其它分区升高的底层的分区,所述其它分区保持非升高并且以类似于QR码或条形码中的暗和亮分区的格式布置。
在一个实施例中,测试条和/或码包含测试图案,该测试图案允许在板的处理之后检查板质量,诸如用共焦显微镜的检查,以确定板处理是否成功,使得板可以被批准以用于印刷。
另一个实施例可以包括两个相同的测试条210,其中一个(未示出)可以被切除并与板分离地发送到校样服务,而板的剩余部分被发送到打印机。在这样的实施例中,测试条的正校样可以是印刷机开始印刷板的先决条件。该方法可以防止具有伪影的板的印刷,因此节省与失败的印刷相关联的金钱。可以通过码建立用于处理测试条和印刷板的标识信息。
在又一个实施例中,过程数据可以借助于板侧面处的条存储在板中,条包含点图案,诸如例如具有第一高度(例如,到达板印刷表面)的“高”点和具有第二高度(例如,在板印刷表面下方)的“低”点。在其它实施例中,高点可以在板印刷表面下方具有第一相对较小的距离,并且低点可以在板印刷表面下方具有第二相对较大的距离。点序列表示包括高位和低位序列的数字数据“词”,如在串行数据传输中那样。数据词包含要存储在板中的信息。因此,例如,码可以沿着板的运行长度延伸,但是仅具有非常窄的宽度。这种类型的码优于标准2D码(诸如条形码或QR码)的优点在于,该码仅需要图像附近的小条,这使得当在板上没有太多无图像的空间可用时更容易添加。这种码原则上类似于非常长的条形码,但是由于其长度而能够携带更多的信息。对应的读取器可以例如由于光束从读取器到高点或低点的表面的行进长度而感测暗/亮对比度或与读取器相距的距离,或者可以使用激光三角测量传感器或计算机图像评估。优选的读取器被配置为扫码扫描仪,在其中扫描仪是静止的,而具有码的板沿着扫描仪下方移动。在一些实施例中,能够感测高点和低点的相对高度之间的差异的机械传感器可以在传感器头根据点高度移动时读取码。本发明的另一方面包括通过诸如图1中所描绘的计算机170之类的中央计算机中的软件来监视工作流程的状态。每个过程阶段110、120等在从聚合物扫描码之后向中央计算机发送信息,诸如报告板的到达时间和地点以及当前处理状态。因此,工作流程中的作业的实际状态可以立即并且精确地从中央计算机确定。因此,在公司工作流程中可以立刻标识和定位某些板。中央计算机170编程有能够处理来自不同生产阶段的不同板的所有此信息的软件,诸如例如ESKO设备管理器。码或记号也可以在过程步骤之间或在过程步骤完成之后(诸如在存储区域中或在等待处理的队列中)被读取。
在另一个实施例中,存储在记号中的信息可以由在诸如移动电话或平板计算机的移动设备上运行的应用软件扫描和读取。如本领域中已知的,并入这样的移动设备的系统通常包括在移动设备上运行的软件的第一部分,其中移动设备通过通信网络(诸如无线网络)与服务器通信,其中软件的第二部分驻留在服务器上并且与移动设备上的该部分对接。这样的系统准许立即标识工作流程中的任何地方的板,包括例如标识专用于重新印刷作业的存储装置中的板的位置。在诸如图2A中描绘的示例性方法中,读取器220(诸如移动电话)可以扫描板上的码,然后向操作者提供过程参数信息,诸如在电话的显示器222上或在与对应于过程装备(110、120等)的用户界面相关联的显示器上,所述过程装备与当前处理步骤相关。如果该装备不与扫描装置通信以自动读取过程参数,则操作者然后可以将相关的过程参数输入到用于下一过程步骤的过程装备中。
本发明的一个方面包括以在时间和效率上优化整个过程的方式控制和协调各种过程步骤。所要求保护的发明的各方面不仅包括针对制造柔性印刷板的工作流程中的各种版前印刷(pre-press)过程阶段向处理机器(110、120等)提供过程参数,而且还包括根据扫描传达多个板的进程中位置、使用读取器220来提供对整个板制造过程的实时监视。因此,中央跟踪处理器或“设备管理器”170可以在工作流程的所有过程步骤期间持续接收更新,并且因此可以能够提供整个板工作流程中的每个板的当前定位的实时绘图。如本文中所使用的,术语“实时”旨在意指同期提供当前信息,受到通信协议、处理器速度和系统的各种部件的显示表现能力中固有的常规延迟的影响。在一些实现方式中,除了位置信息之外,还可以将过程质量反馈传达到设备管理器170。设备管理器170可以集成到例如来自本发明的申请人Esko的自动化引擎软件中。虽然已经提及了某些特定的工作流程步骤,但是应当理解,除了本文中明确描述的那些之外,记号还可以包括与其它处理机器或过程步骤相关的信息,并且可以例如覆盖在印刷或重新印刷之后、至少直到存储为止的订单引入之间的任何或所有过程步骤,这可以可适用于制造其自己的板的打印者。然而,该过程不限于任何数量的步骤,并且因此在一些实施例中,该过程可以覆盖更少或更多的步骤。
因此,本发明的一个方面包括一种用于制造柔性印刷板的过程。在图3中描绘了对应于示例性过程的流程图。该过程可以具有多个过程步骤,诸如至少成像步骤、固化步骤、洗涤步骤、切割步骤、印刷步骤和存储步骤,每个步骤由具有至少一个可变操作参数的处理机器执行。应当理解,一些过程不需要切割步骤。此外,在一些过程中,板在印刷步骤之后被丢弃并且不被存储。因此,取决于处理,切割和存储步骤是可选的。此外,应当理解,并非每个过程步骤都可能需要用于每个板的指令,并且因此一些记号可以体现用于比过程中的所有步骤更少的步骤的指令。然而,一般来说,本发明的至少一些实施例体现用于工作流程中的多于一个过程步骤的指令。术语“可变操作参数”意指可以取决于板或作业而变化的任何参数,并且因此处理机器需要一些输入以用于控制处理。步骤300包括在柔性印刷板上提供机器可读记号。机器可读记号优选地被配置成在洗涤和切割步骤的下游提供可读性,而无需在印刷步骤中印刷。提供机器可读记号包括在记号中体现信息(该信息包括至少一个板标识符和对应于处理机器中的每个的至少一个可变操作参数的指令),或者在记号中体现这样的信息驻留的计算机存储装置中的地址。步骤310包括使用与处理装备中的每个的至少控制器通信的读取器从柔性印刷板读取记号,所述处理装备被配置成执行过程步骤中的一个。步骤320包括向跟踪控制器提供关于板在工作流程中的位置的信息。步骤330包括使用体现在记号中或存储在体现在记号中的地址处的至少一个可变操作参数来利用处理机器处理板。步骤320和330的顺序可以颠倒。然后,可以针对工作流程中的后续机器或过程步骤重复步骤310-330。在一些情况下,在步骤310中读取记号并且在步骤320中将信息报告给跟踪控制器可以由不与处理机器(诸如移动设备)相关联的读取器执行,以用于报告在过程步骤中间、在存储装置中或在运送中的板的位置。该过程可以包括在步骤350中为多个进程中柔性印刷板中的每个提供工作流程定位的实时跟踪。该步骤可以在从工作流程中的一个或多个读取器接收信息之后的过程期间的任何时间实践。
记号可以被配置成体现指示与板相关联的印刷属性的质量信息,在这种情况下,在步骤330中“处理”板可以包括通过分析体现在记号中的质量信息来校样印刷板。
虽然本发明不限于体现在机器可读记号中的任何特别信息或指令,但是每个过程步骤可以具有特别良好地适合于使用本发明的实施例的实现方式的某些参数。例如,在安装步骤中,记号可以包含指示板/嵌条/补片在基板或印刷套筒(例如,柔性印刷板左印刷通道/中印刷通道/右印刷通道)上的物理定位的信息。记号还可包含指示用于安装设备的安装相机的物理坐标的信息。类似地,在诸如UV固化步骤的固化步骤中,指令可以提供UV曝光参数,诸如曝光时间、强度等。在“洗涤”或其它非固化聚合物去除步骤中,指令可以包括处理参数,诸如温度、时间和类型(水、溶剂、热)。在板切割步骤中,指令可以包括对应的切割文件和切割参数,诸如切割刀片的类型、要被切割的基板的厚度和类型等。在质量控制步骤中,指令可以包括用于将在进程中的板的特定部分加载到用于进行质量控制(QC)评估的设备的指令,连同用于相对于使用该设备可检测的信息进行验证的信息。例如,评估设备可以是监视器,其中加载的信息是能够由人类操作者查看的板的部分的图像,或者该设备可以是用于测量板高度或点形状或尺寸的传感器,并且测量的值可以自动地相对于存储的值进行比较。QC步骤可以在工作流程中的任何点处执行。在印刷步骤中,参数可以包括使用的任何专业油墨、施加的颜色曲线、以及关于印刷结果的什么位置应当是使用机载机器视觉系统(诸如由Danaher公司的子公司AVT制造的系统)的QC评估的对象的指令。
可以替代地或附加地包括任何数量的其它过程参数,并且本发明不限于用于任何特别过程步骤的任何特别过程参数,每个记号也不需要包含与每个过程步骤对应的信息。应当注意,尽管在本文中在单个记号的上下文中讨论,但存储的数据量可能超过在某些类型的记号的单个实例中嵌入的实际量。因此,可以使用多个记号,并且嵌入在第一记号中的信息可以包括具有用于感兴趣的特别步骤的指令的第二记号的位置的坐标。如步骤300中所示,记号可以最初放置在第一位置中,其中过程还包括可选的步骤340:利用第一位置中的记号进行至少一个处理步骤,然后在该处理步骤之后利用第一读取器读取记号,并且在印刷步骤之前在第二位置中翻印记号。当第一位置例如在测试条(其最终在切割步骤中被切割掉)上并且第二位置在板的图像区域中的板的底层中时,该可选步骤可能是特别有用的,如本文中所述。
尽管本发明的某些方面在柔性印刷环境中是特别有用和有利的,但是本文中的公开不限于任何特别类型的板或处理。
虽然本文中参考特定实施例图示和描述了本发明,但是本发明不旨在限于所示的细节。相反,在不脱离本发明的情况下并且在权利要求的等同物的范围和射程内可以对细节进行各种修改。