一种环氧浇注干式变压器箔式线圈绕制工装及使用方法
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及高压电气设备制造技术领域,更具体地,涉及一种环氧浇注干式变压器箔式线圈绕制工装及使用方法。
背景技术
目前国内变压器厂家在变压器制造方面取得长足进步。环氧浇注干式变压器已成为中低压变压器的主力配电设备。环氧浇注干式变压器的线圈按线圈导体形状分类,主要分为线绕式线圈和箔式线圈两种,其中箔式线圈是使用箔带沿柱状线圈绕制模一圈一圈缠绕而成,一圈箔带即是线圈的一匝。目前国内变压器厂家所使用的箔式绕线机因结构原因在绕制箔式线圈时都存在这样一个过程:即模具顺时针旋转绕完线圈最后一匝并画出箔带剪断位置线后,需解除箔带张力并退绕部分线匝以便焊接线圈外引出铜排。因线圈已绕制完成的线匝会存在一个使线圈松散的顺时针收缩力,虽然在剪断箔带前线圈表面已经被绕线机的张紧辊压紧,但因张紧辊位置固定,因而在箔带剪断后当线圈逆时针退匝时,张紧辊与线圈接触面产生的摩擦力与线匝收缩力方向一致,当这两个力之和大于线圈层间摩擦力时,会使原本绕制紧密的线圈发生松动;线圈纵向散热气道层数越多、箔带越厚、线圈横截面为长圆形时,这种松动现象越严重;当线圈松动到一定程度,则会导致采用环氧预浸布作为绝缘直接高温固化的箔式线圈在产品进行负载试验时发生振动异响。为解决这一问题,部分干式变压器厂家选择箔式线圈采用真空浇注固化的工艺,但箔式线圈采用真空浇注固化工艺后,其生产周期、人工成本、模具成本、电力成本等皆大幅增加。为此有必要开发一种箔式线圈绕制工装以解决上述问题。
发明内容
本发明针对背景技术存在的不足,提供了一种环氧浇注干式变压器箔式线圈绕制工装,避免线圈在操作焊接外出头铜排的过程中原本绕制紧密的线匝发生松动现象,结构简单,使用方便,对操作人员要求不高。
为解决上述问题,提供一种环氧浇注干式变压器箔式线圈绕制工装,包括线圈绕制模、两个活动连接件、用于安放线圈的绕线机方轴和压板组件;所述绕线机方轴能够由左向右依次穿入一个活动连接件的一端、线圈绕制模和另一个活动连接件的一端;所述两个活动连接件的不穿入绕线机方轴的一端设有螺杆;所述压板组件包括压板、螺母垫片和用于压紧线圈与绕线机方轴的硅橡胶板;所述压板的底部粘贴硅橡胶板;所述压板两端分别设有圆通孔;所述圆通孔上设有螺母垫片;所述螺杆能够分别穿过压板的两端圆通孔并通过螺母垫片限制压板的高度位置;所述压板上安装有螺栓,该螺栓能够分别穿过螺母垫片和圆通孔并能够螺纹连接螺杆。
特别的,所述一个活动连接件包括左固定板和左支架,另一个活动连接件包括右固定板和右支架;所述右支架、左支架通过螺栓分别与右固定板、左固定板活动连接。
特别的,所述右固定板与左固定板分别为圆柱型,且结构、材质完全相同;所述右固定板与左固定板的中心开有用于穿入绕线机方轴的方孔,所述右固定板与左固定板在方孔外开有圆周布置的用于通过螺栓分别连接右支架和左支架的圆孔。
特别的,所述右固定板与左固定板分别为圆柱型,且结构、材质完全相同;所述右固定板中间开有圆孔,圆孔的直径大于绕线机方轴外接圆直径,圆孔外开有φ13圆孔,右固定板2厚度大于等于8mm。
特别的,所述右支架与左支架分别由两个连接板之间夹焊有螺杆的一端而成,且结构、材质完全相同;所述右支架的连接板和左支架的连接板的中下部分别开有用于通过螺栓连接右固定板与左固定板的圆孔。
特别的,所述压板由槽钢反扣在钢板上焊接而成,所述硅橡胶板粘贴在槽钢正平面;所述槽钢的规格大于等于5#槽钢的规格;所述钢板的厚度大于等于8mm,宽度比槽钢宽10mm,长度为50~100mm;所述硅橡胶板的长度比槽钢短50~100mm,宽度与槽钢相同。
特别的,所述压板由2块钢板焊接在槽钢的两端槽口上而成,并在钢板的中心位置钻圆通孔;所述硅橡胶板粘贴在槽钢的正平面;所述槽钢的规格大于等于5#槽钢的规格;所述钢板的厚度大于等于8mm,宽度比槽钢宽10mm,长度为50~100mm;所述硅橡胶板的长度比槽钢短50~100mm,宽度与槽钢相同。
上述环氧浇注干式变压器箔式线圈绕制工装的具体使用方法,包括以下步骤:
S1.将一个活动连接件、线圈绕制模和另一个活动连接件依次套在绕线机方轴上,然后通过箔式绕线机锁紧装置固定绕线机方轴;
S2.按工艺绕制箔式线圈至最后半匝时,安装两个活动连接件,通过压板两端圆孔把压板套在两个活动连接件的螺杆上,装上螺母垫片,均匀拧紧螺母,使压板的硅橡胶板紧紧压住线圈合适位置,继续绕制完剩余线匝,比画箔带剪断位置,用手动剪裁机剪断箔带,退线匝至压板压住位置,按工艺将箔带与线圈出头铜排焊接,按工艺操作至出头铜排固定牢靠;
S3.扭下压板限位螺母垫片,拆下压板、拆下两个活动连接件,然后按工艺完成线圈剩余绕制工作;
S4.拆下绕制带模具线圈并拆开两个活动连接件。
本发明的有益效果:
1. 结构简单、使用方便,对操作人员要求不高;
2. 有助于箔式线圈增加纵向气道层数,降低箔式线圈温升,降低产品材料成本,提高产品竞争能力;
3. 工装与绕制的线圈同步转动,可避免线圈在操作焊接外出头铜排的过程中原本绕制紧密的线匝发生松动现象,从而避免因线圈线匝发生松动而带来的一系列问题,达到节能降耗的效果。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
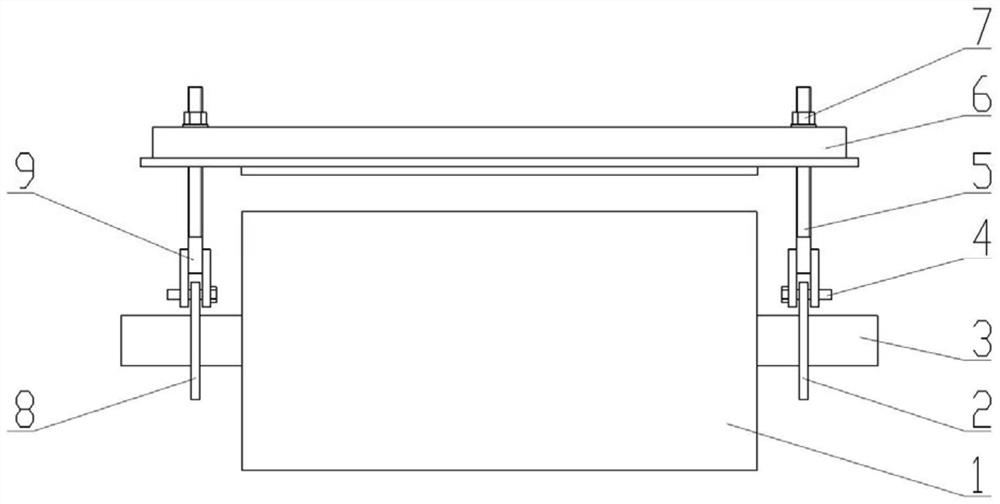
图1为本发明实施例一的环氧浇注干式变压器箔式线圈绕制工装示意图;
图2为图1中的右固定板的正视图;
图3为图1中的右支架立体图;
图4为图1中的压板立体图;
图5为本发明实施例二的右固定板的正视图;
图6为本发明实施例三的压板立体图。
图中:1-线圈绕制模;2-右固定板;3-绕线机方轴;4-螺栓;5-右支架;6-压板组件;7-螺母垫片;8-左固定板;9-左支架;5.1-螺杆;5.2-连接板;6.1-槽钢;6.2-钢板;6.3-硅橡胶板。
具体实施方式
下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
实施例一
如图1所示,本实施例的一种环氧浇注干式变压器箔式线圈绕制工装,包括线圈绕制模1、两个活动连接件、用于安放线圈的绕线机方轴3和压板组件6。一个活动连接件包括左固定板8和左支架9,另一个活动连接件包括右固定板2和右支架5。右支架5、左支架9通过螺栓4分别与右固定板2、左固定板8活动连接。绕线机方轴3能够由左向右依次穿入左固定板8、线圈绕制模1和右固定板2。
如图2所示,右固定板2与左固定板8分别为圆柱型,且结构、材质完全相同。右固定板2与左固定板8的中心开有用于穿入绕线机方轴3的方孔,右固定板2与左固定板8在方孔外开有圆周布置φ13的圆孔,用于通过螺栓4分别连接右支架5和左支架9的。右固定板2的厚度大于等于8mm。
如图3所示右支架5与左支架9分别由两个连接板5.2之间夹焊有螺杆5.1的一端而成,且结构、材质完全相同。右支架5的连接板5.2和左支架9的连接板5.2的中下部分别开有φ13圆孔,用于通过螺栓4连接右固定板2与左固定板8。两块连接板5.2的圆孔位置对中,连接板5.2的厚度大于等于4mm。
如图4所示,压板组件6包括压板、螺母垫片7和用于压紧线圈与绕线机方轴3的硅橡胶板。压板由槽钢6.1反扣在钢板6.2上焊接成整体而成,并在钢板6.2焊接槽钢6.1的另一面粘贴硅橡胶板。钢板6.2略宽于槽钢6.1,硅橡胶板等宽于钢板6.2。压板在整体两端中心位置钻有圆通孔。圆通孔上设有螺母垫片7。螺杆5.1能够分别穿过压板的两端圆通孔并通过螺母垫片7限制压板的高度位置。压板上安装有螺栓4,该螺栓4能够分别穿过螺母垫片7和圆通孔并能够螺纹连接螺杆5.1。钢板6.2等长于槽钢6.1而比槽钢6.1宽10mm以上,硅橡胶板6.3等宽于钢板6.2而短于钢板6.2;槽钢6.1的规格大于等于5#槽钢的规格,钢板6.2厚度大于等于8mm。
实施例二
如图5所示,本实施例的一种环氧浇注干式变压器箔式线圈绕制工装,除了左固定板8和右固定板2外,其他与实施例一相同。右固定板2与左固定板8分别为圆柱型,且结构、材质完全相同。右固定板2中间开有圆孔,圆孔直径大于绕线机方轴3外接圆直径,圆孔外开有φ13圆孔,右固定板2厚度大于等于8mm。
实施例三
如图6所示,本实施例的一种环氧浇注干式变压器箔式线圈绕制工装,除了压板,其他与实施例一相同。压板由2块钢板6.2焊接在槽钢6.1两端槽口上而成,并在钢板6.2中心位置钻圆通孔;硅橡胶板6.3粘贴在槽钢6.1的正平面;槽钢6.1的规格大于等于5#槽钢的规格;钢板6.2的厚度大于等于8mm,宽度比槽钢6.1宽10mm;长度为50~100mm;硅橡胶板长度比槽钢6.1短50~100mm,宽度与槽钢6.1的宽度相同。
实施例一、实施例二、实施例三的一种环氧浇注干式变压器箔式线圈绕制工装具体使用方法,包括以下步骤:
S1.将左固定板8、线圈绕制模1、右固定板2依次套在绕线机方轴3上,然后通过箔式绕线机锁紧装置固定绕线机方轴3;
S2.按工艺绕制箔式线圈至最后半匝时,将左支架9、右支架5与左固定板8、右固定板2用螺栓4分别活动连接,再通过压板两端圆孔把压板套在左支架9、右支架5的螺杆5.1上,装上螺母垫片7,均匀拧紧螺母,使压板底部的硅橡胶板紧紧压住线圈合适位置,继续绕制完剩余线匝,比画箔带剪断位置,用手动剪裁机剪断箔带,退线匝至压板压住位置,按工艺将箔带与线圈出头铜排焊接,按工艺操作至出头铜排固定牢靠;
S3.扭下压板限位螺母垫片7,拆下压板组件6,拆下左支架9和右支架5,然后按工艺完成线圈剩余绕制工作;
S4.拆下绕制带模具线圈的同时,拆下左固定板8和右固定板2。
虽然结合附图描述了本发明的实施方式,但是专利所有者可以在所附权利要求的范围之内做出各种变形或修改,只要不超过本发明的权利要求所描述的保护范围,都应当在本发明的保护范围之内。
- 一种环氧浇注干式变压器箔式线圈绕制工装及使用方法
- 一种环氧浇注干式变压器箔式线圈绕制工装