单步法的深紫外微缩投影光刻并行制造系统及方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及飞秒激光微纳制造领域,具体地,涉及一种利用深紫外飞秒激光进行微缩投影光刻的大面积微纳制造技术。
背景技术
微纳制造技术主要指的是结构特征尺寸在微米、纳米级尺度的,能够进行可控形貌制备的制造技术。主要的研究是探索特征结构尺寸在微米、纳米级时所呈现出的特殊的化学、电学、光学、磁学等性能。传统的离子束、电子束光刻由于德布罗意波长短,能够实现纳米级的可控三维制备,但是,由于强度较弱,必须通过使用高数值孔径的物镜进行单点直写刻蚀,无法实现大面积并行制备,效率非常低。
最重要的一点,传统的微缩投影刻蚀,需要先在材料表面覆盖一层光刻胶,然后进行结构刻蚀,再浸泡在显影液中去除多余光刻胶,最后进行刻蚀将结构写在材料表面。传统工艺步骤复杂,成本高昂,工期长,且不适用于有机或有机杂化半导体材料的微纳加工。而且由于需要浸泡于显影液当中,使得这一技术受限于多种材料,例如柔性电池等脆弱的材料。
由于飞秒激光脉冲具有脉冲短、峰值能量极高等特点,可以实现任意材料的加工与制备,因此利用深紫外飞秒激光作为光刻光源能够直接将复杂的微纳结构通过掩模版刻蚀在任意材料的表面,极大地扩宽了材料的选择范围。近年来,飞秒激光光刻技术已成为研究热点,其精度高、结构可控、材料制造范围广等诸多优异特性使其在光学、电学、磁学等领域具有无限潜力与发展应用前景。但是效率低下等问题严重阻碍了其在的工业领域的大面积应用,当面临大面积制造时,单点刻蚀的飞秒激光直写技术逐渐力不从心。
发明内容
本发明要解决的技术问题是,提供一种单步法的深紫外飞秒激光微缩投影光刻的并行化微纳制造系统及方法,以解决上述背景技术中微缩投影光刻技术难以应用于众多材料领域、无法大面积制造、并行化制造难以提供高精度的技术瓶颈,能够适用于太阳能电池、柔性薄膜材料等众多材料,也适用于利用深紫外飞秒激光完成单步法的大面积、高精度快速微纳增材制造应用领域。
为解决上述技术问题,本发明提供如下技术方案:
一种单步法的深紫外微缩投影光刻并行制造系统,其特征在于至少包括:
深紫外飞秒激光光刻系统,提供加工制造光源,用于发射波长为深紫外波长、脉冲宽度为飞秒量级的飞秒激光束;
外光路调制单元至少包括扫描振镜和透镜,用于将深紫外飞秒激光光刻系统发射的深紫外飞秒激光传送至微缩投影系统的油浸物镜;同时,扫描振镜还用于使发射的飞秒激光束产生横向方向或x-y方向的位移运动;
微缩投影系统,由油浸物镜组成,能够将激光束进行微缩投影聚焦,将聚焦后的光斑半径控制在纳米量级,同时能够在轴向方向或z方向移动以将光斑聚焦在样品内部的任意位置;
三维移动平台系统,包括能够吸附样品的样品吸附台,所述三维移动平台系统设置为通过驱动机构能够在横向方向或x-y方向产生位移,并能与轴向或z方向位移的油浸物镜联动,控制飞秒激光在样品上的焦点位置以及位移运动;
CCD光学成像系统,将激光束反射地同时使得用于照明的外部光束通过以照亮样品吸附台上的样品;将在预制造样品内部的制造过程成像并通过成像透镜传输给计算机终端用于观察制造过程。
上述技术方案中,CCD光学成像系统由CCD成像相机、成像透镜、带通反射镜以及照明灯组成;照明灯为相机成像提供外部照明光源;带通反射镜设置为使得照明光通过,而使得整个制造系统中的飞秒激光不通过仅产生反射;成像透镜为CCD成像相机传输成像图案,最终成像图案被计算机终端接收以观察发生在预制造样品的制造过程。
上述技术方案中,所述深紫外飞秒激光光刻系统与外光路调制单元、微缩投影系统连接,控制所发射的飞秒激光在整个制造过程中的强度、功率和曝光时间。
上述技术方案中,三维移动平台系统由电机驱动,能够吸附预制造的样品基底,同时在横向方向(x-y方向)产生位移并与能够产生轴向(z方向)位移的油浸物镜联动,使得飞秒激光所聚焦在预制造样品中的焦点产生三维方向上的位移。
上述技术方案中,样品吸附台通过真空吸附方式与预制造的样品基底接触以吸附固定。
上述技术方案中,所述深紫外飞秒激光光刻系统主要由飞秒激光器组成;该飞秒激光器能够发射除深紫外波长激光外的另外两种激光,激光器内部含有快速反应的光电开关,能够快速开关以控制激光在加工样品上的曝光时间。
上述技术方案中,在微缩投影系统前还设置光束整形掩模版,对将要进入油浸物镜的飞秒激光束进行整形,光束整形图案由该掩模版提前制造的图案所决定。
上述技术方案中,所述光束整形掩模版基底为能够完全隔绝光源的底板,在基底上设置用于激光束通过的镂空整形图案。
上述技术方案中,外光路调制单元含有衰减器,用于在扫描振镜前调控深紫外飞秒激光光刻系统发射出的飞秒激光束的功率;同时在扫描振镜后设置扩束器,用于将系统中的飞秒激光光束放大,使得激光束能够准确地进入油浸物镜中完成聚焦过程。
同时,本发明还提供了一种单步法的深紫外微缩投影光刻并行制造方法,使用包括太阳能电池,柔性薄膜材料等众多材料,利用深紫外飞秒激光完成单步法的大面积、高精度快速微纳增材制造,其特征在于包括如下步骤:
S1:计算机首先将对三维移动平台系统校准归零;
S2:将所需加工制造的样品放置于三维移动系统的样品台上,使得样品台与样品间产生负压,将样品稳定吸附;
S3:打开CCD成像系统,利用计算机控制系统调整CCD相机的焦距,将画面聚焦到样品表面,并且清晰地呈现在计算机中;
S4:使用计算机控制系统中的激光控制软件,选择激光器的输出飞秒激光为深紫外飞秒激光,关闭激光器的光电开关而隔绝飞秒激光于激光器;
S5:根据样品材料属性,利用激光控制软件对外光路调制单元中的衰减器调控,选择一个大致适用且相对较低的衰减功率;
S6:通过计算机打开激光器使得激光通过油浸物镜聚焦于样品表面;使得激光经过掩模版整形成图案化的深紫外飞秒激光束,再由油浸物镜聚焦于样品表面;或者不通过掩膜版直接由油浸物镜聚焦于样品表面;
S7:通过在计算机中观察CCD成像系统反馈的图像,不断调整衰减器功率,使得深紫外飞秒激光束能够在样品表面产生稳定的刻蚀痕迹;
S8:根据掩模版预制造的图样,在计算机控制系统中设置合适的激光曝光时间、三维移动系统的移动速率及方向;或者在不使用掩模版时,直接在系统中导入预制造的结构模型;
S9:待制造完成后,通过计算机控制系统关闭激光器,同时关闭真空泵,取出样品,即在样品表面直接完成了微纳结构的刻蚀。
由此,本发明公开了一种单步法深紫外微缩投影直接光刻的并行化制造系统及方法,具有如下有益效果:
利用深紫外飞秒激光进行微缩投影光刻,可以直接对材料表面进行刻蚀,可以直接在功能器件上刻蚀需要的结构,完全避免了多种功能器件难以显影的问题,并且极大地简化了步骤,有望实现高效生产。
同时对材料适用性广,使用包括太阳能电池,柔性薄膜材料等众多材料。
利用深紫外飞秒激光完成单步法的大面积、高精度快速微纳增材制造,
在保证高精度的情况下,提高深紫外飞秒激光刻蚀效率,完成大面积制造,特别适用于电子器件集成等大面积、高精度快速微纳增材制造。
利用掩模版进行的并行化技术可以在同一时间内使用光束对同一区域的材料进行多结构刻蚀。相较于单点直写刻蚀,它能够将制造效率提高数十倍。同时系统还可以不使用掩膜版而采用计算机控制在系统中导入预制造的结构模型,工艺简单且适用性广。
附图说明
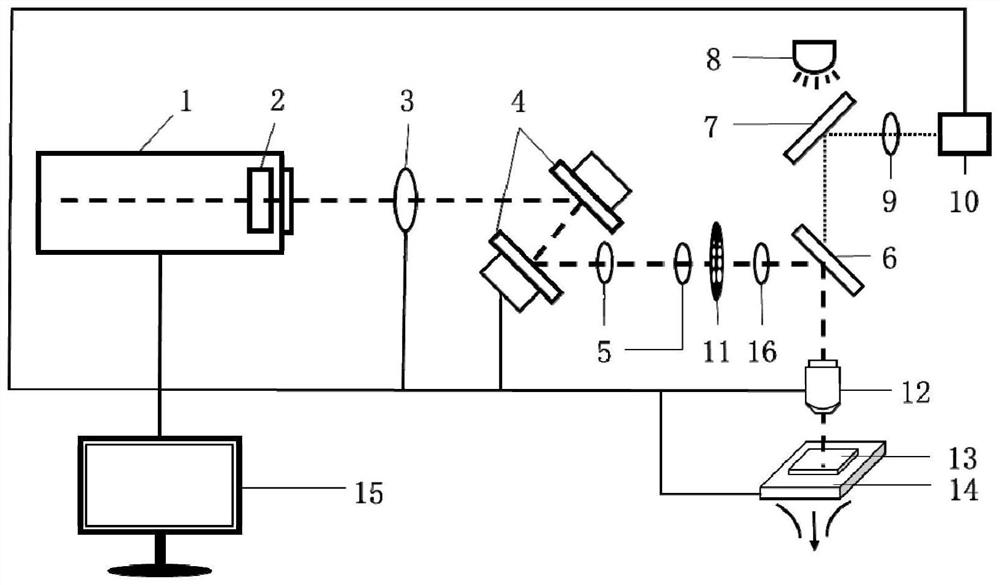
图1为本发明单步法的深紫外微缩投影光刻并行制造系统结构示意图。
图2为本发明单步法的深紫外微缩投影光刻并行制造系统及方法所使用的其中一种掩模板俯视图。
图3为本发明单步法的深紫外微缩投影光刻并行制造方法示意图。
图4为本发明单步法的深紫外微缩投影光刻并行制造方法流程图。
附图1-4中各附图标记对应如下:1-飞秒激光器,2-光电开关,3-衰减器,4-扫描振镜,5-扩束器,6-带通反射镜,7-反射镜,8-照明灯,9-成像透镜,10-CCD成像相机,11-光束整形掩模版,12-油浸物镜12,13-样品吸附台,14-三维移动平台,15-计算机控制系统,16-透镜,17-掩模版图案,18-样品功能器件,19-并行化制造的功能器件,20-功能器件,21-器件表面。
具体实施方式
如图1所示为根据本发明实施的单步法的深紫外微缩投影光刻并行制造系统,包括:深紫外飞秒激光光刻系统、微缩投影系统、外光路调制单元、三维移动平台14、光束整形掩模版11、CCD光学成像系统。
飞秒激光光刻系统能够发射波长为深紫外波长、脉冲宽度为飞秒量级的飞秒激光,为整个制造系统提供唯一的加工制造光源。所述深紫外飞秒激光光刻系统主要由飞秒激光器1组成。该飞秒激光器1能够发射除深紫外波长激光外的另外两种激光(如波长为257nm,脉宽为260fs的深紫外飞秒激光),飞秒激光器1内部含有快速反应的光电开关2,能够快速开关以控制激光在加工样品上的曝光时间。
光电开关2位于飞秒激光器1中,能够快速地控制整个装置中的光束有无,保证准确地控制曝光时间。衰减器3能够精确地控制光束经过后的衰减比例,以此来调整激光束的功率。扫描振镜4能够在x-y平面内转动,使得光束可以在该平面内自由移动。带通反射镜6能够将激光束反射同时使得照明灯8的光束通过,能够照亮样品吸附台13上的样品。光束整形掩模版11可以对光束进行整形,当需要进行阵列制造时,可以使用掩模版进行并行化制造,当自定义制造图案时,则不需要使用掩模版。油浸物镜12与z轴移动平台相接,能够将聚焦的光束在z方向进行移动。计算机终端15能够控制飞秒激光器1和光电开关2的打开与关闭,控制衰减器3的衰减功率,控制扫描振镜4和三维移动平台14的精确移动。
所述深紫外飞秒激光光刻系统与外光路调制单元、微缩投影系统连接,控制所发射的深紫外飞秒激光在整个制造过程中的强度、功率和曝光时间;所述三维移动平台14、外光路调制单元、高数值孔径的油浸物镜12控制深紫外飞秒激光的焦点位置以及位移运动。
微缩投影系统由高数值孔径(数值孔径N.A.>1)的油浸物镜12组成,能够将飞秒激光束进行微缩投影,将聚焦后的光斑半径控制在纳米量级,同时在轴向方向(z方向)移动物镜位置以将光斑聚焦在材料内部的任意位置。
外光路调制单元由扫描振镜4和透镜16组成,用于将飞秒激光系统发射的深紫外飞秒激光传送至微缩投影系统的油浸物镜12;同时,扫描振镜4还用于使发射的飞秒激光产生横向方向(x-y方向)位移运动。
三维移动平台14由电机驱动,包括能够吸附预制造的样品基底的样品吸附台13,同时在横向方向(x-y方向)产生位移并与能够产生轴向(z方向)位移的油浸物镜12联动,使得飞秒激光所聚焦在预制造样品中的焦点产生三维方向上的位移。
光束整形掩模版11放置在上述的微缩投影系统(油浸物镜12)前,对将要进入油浸物镜12的飞秒激光束进行整形,光束整形图案由该光束整形掩模版11提前制造的图案所决定。
CCD光学成像系统由CCD成像相机10、成像透镜9、带通反射镜6以及照明灯8组成。照明灯8为相机成像提供照明光源,能够照亮放置在三维移动平台14中的预制造的样品,带通反射镜6能够使得照明光通过,而使得整个制造系统中的飞秒激光不通过,仅产生反射,成像透镜9为CCD成像相机10传输成像图案,最终在计算机控制系统15的计算机终端接收到来自CCD成像相机10的图像,来观察发生在预制造样品表面的制造过程。
外光路调制单元含有衰减器3,能够调控飞秒激光器1发射出的深紫外激光的功率。同时含有扩束器5,能够将系统中的飞秒激光光束放大,使得其能够准确地进入油浸物镜12中完整聚焦过程。
所选光束整形掩模版11,除镂空整形图案部分外(图2中的浅色线条和区域),其余部分(深色区域)能够完全隔绝光源。
微缩投影系统包括扫描振镜4后沿激光光路方向间隔设置的两个扩束镜5、成像透镜16、以及带通反射镜6;带通反射镜6能够将激光束反射地同时使得通过反射镜7的照明灯8的光束通过,能够照亮样品吸附台13上的样品。
图2所示为本发明的光束整形掩模版11,放置于扩束镜5之后,当制造具有结构周期的阵列时,可以预先将结构加工在掩模版上。掩模版上的图形17能够对光束进行提前整形,使得进入油浸物镜12的光束具有特定的图案,将结构直接刻蚀在器件表面。图2所示光束整形掩模版11为某种芯片电路图案,可以直接将芯片电路结构直接刻蚀在功能器件上。
图3所示为本发明单步法的深紫外微缩投影光刻并行制造系统及方法示意图,利用深紫外激光的高能量,可以直接将结构刻蚀在样品功能器件18上。使用光束整形掩模版11时,可以直接将光束整形成需要的图案,将结构并行化刻蚀在功能器件表面,形成并行化制造的功能器件19,器件表面21如图3所示,与光束整形掩模版11的图案一致。当不使用掩模版时,能够自主导入预定图案,利用计算机控制系统15优化路径,将图案刻蚀在样品功能器件18的表面,形成功能器件20
图4所示为本发明单步法的深紫外微缩投影光刻并行制造方法,包括如下步骤:
S1:在计算机首先将对三维移动平台系统校准归零。
S2:将样品功能器件20放置在样品吸附台13表面,开启真空泵吸附样品。
S3:打开CCD成像系统,利用计算机终调整CCD成像相机10的焦距,将画面聚焦到样品表面,并且清晰地呈现在计算机中。
S4:使用计算机中的激光控制软件,选择飞秒激光器1的输出飞秒激光为深紫外飞秒激光,利用计算机中的软件使飞秒激光器1的光电开关2暂时关闭,隔绝飞秒激光于飞秒激光器1内。
S5:根据样品材料属性,利用控制软件对外光路调制单元中的衰减器3进行调控,选择一个大致且相对较低的衰减功率。
S6:利用计算机控制系统打开光电开关2,激光经过掩模版11整形成图案化的深紫外飞秒激光束,再由油浸物镜12聚焦于样品表面。此过程可以配合调整三维移动平台14的位置将激光束焦点聚焦在样品表面。
S7:通过在计算机中观察CCD成像系统反馈的图像,不断调整衰减器3功率,使得深紫外飞秒激光束能够在样品表面产生稳定的刻蚀痕迹。
S8:根据预制造的图样、样品功能器件18的材料性质,在计算机控制系统中设置合适的加工参数,包括曝光时间、激光束功率、激光束重复频率、三维移动平台移动速度等。或者在系统中导入预制造的结构模型。
加工参数设置时,如使用掩模版,需要将具有预定图案结构的光束整形掩模版11放置于油浸物镜12之前。如不使用掩模版,需要计算机中导入已经设计好的图案模型((结构模型自带有结构参数,加工参数则与S7和S8前半部分一致)。
S9:利用计算机控制系统打开光电开关2,(在S8设置参数过程中激光器处于关闭状态,参数设置完毕后,需重新打开光电开关2),开始刻蚀。
S6:刻蚀完毕后,关闭飞秒激光器1,去除样品功能器件20,即完成了功能器件的表面微纳结构刻蚀。
本发明为了达到功能器件的直接刻蚀,必须使用具有高能量密度的飞秒激光器作为唯一制造光源输出装置。为了达到微纳级的精细度,本发明需要按照具体情况,选择具有不同数值孔径的聚焦物镜。
最后应说明的是,以上实施例仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对上述实施例所描写的技术方案进行修改,或者对其部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明技术方案的精神和范围。