一种高强度耐磨型活塞密封体及其制备方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及聚合物材料领域,具体涉及一种可用于制备活塞密封体的组合物,由所述组合物制备的活塞密封体,以及制备活塞密封体的方法。所述活塞密封体可作为砼活塞密封体用于混凝土泵送设备。
背景技术
砼活塞是混凝土泵送设备(如泵车、拖泵、车载泵)用的一种重要的易损零部件,在混凝土的输送过程中起着密封腔体、推送混凝土的作用。由于输送混凝土介质坚硬、组分复杂,且泵送压力大、密封性能要求高,需要砼活塞具有良好的机械强度和耐磨性。
现用的砼活塞密封体主要有橡胶材质和聚氨酯材质两种。橡胶砼活塞以丁腈橡胶为主体,添加补强剂、防老剂、硫化剂等混炼热压而成。聚氨酯砼活塞通常采用预聚体与扩链剂等通过浇注机浇注一体成型。丁腈橡胶的耐磨性和机械性能远低于聚氨酯材质。同时,砼活塞所处工作环境复杂,泵送压力大且高频往复,工作端面直接接触混凝土,坚硬的的介质容易造成砼活塞表面及唇口割裂。随着经济社会发展,混凝土泵送高度要求也在不断提高,对砼活塞的机械强度和耐磨性能提出更高的要求。
发明内容
本发明的目的之一在于提供一种高强度耐磨型聚氨酯砼活塞,解决现用的聚氨酯砼活塞机械强度低、磨耗高的问题,使其具有良好的机械强度和耐磨性。本发明通过在聚合体系中加入经特殊处理的耐磨填料,提高砼活塞密机械强度和耐磨性,从而提高使用寿命,降低更换频率。
在一个方面,本申请提供了一种用于制备活塞密封体的组合物,以重量份数计,包括以下组分:100份聚氨酯预聚体、10~15份扩链剂、3~15份表面硅烷化的超高分子量聚乙烯粉体、0.5~1份抗氧化剂、2~5份表面硅烷化的氧化铝粉体。
本发明中,预聚体是指单体经初步聚合而成的物质,可以用在单体难于一次完全聚合成聚合物,或避免聚合物在加工成型中容易发生空洞和裂缝的场合。本发明使用聚氨酯预聚体作为制备活塞密封体的主要材料。
聚氨酯全名为聚氨基甲酸酯,是分子中含有一定量的氨基甲酸基的聚合物的总称。聚氨酯可由一元或多元有机异氰酸(例如甲苯二异氰酸酯(TDI)或二苯基甲烷二异氰酸酯(MDI))与多元醇化合物(例如聚醚多元醇或聚酯多元醇)相互作用而制得,形成的聚合物主链上含有许多重复的氨基甲酸基团。聚氨酯预聚体是多元有机异氰酸与多元醇控制一定比例反应而得的可反应性半成品。
在某些实施方案中,所述聚氨酯预聚体为聚醚型。
在某些实施方案中,所述聚氨酯预聚体选自LF M2050、LF M2032型号中的一种或两种。
在某些实施方案中,所述聚氨酯预聚体具有以下特征中的一个或多个:
游离MDI含量低于0.1wt%,例如为0.01wt%~0.02wt%、0.02wt%~0.03wt%、0.03wt%~0.04wt%、0.04wt%~0.05wt%、0.05wt%~0.06wt%、0.06wt%~0.07wt%、0.07wt%~0.08wt%或0.08wt%~0.09wt%;
异氰酸酯基(—NCO)含量为3.0%~5.2%,例如为3.0%~3.5%、3.5%~4.0%、4.0%~4.5%、4.5%~5.0%或5.0%~5.2%;
粘度为120~500cps,例如为120~150cps、150~200cps、200~300cps、300~400cps或400~500cps。
本发明中,扩链剂是指能与线型聚合物链上的官能团反应而使分子链扩展、分子量增大的物质,常用于提高聚氨酯、聚酯等产品的力学性能和工艺性能。在某些实施方案中,所使用的扩链剂为醇类扩链剂,例如芳香醇类扩链剂,例如1,4-二(2-羟基乙氧基)苯(HQEE)。
在某些实施方案中,本发明所使用的超高分子量聚乙烯粉体粒径为30~50μm,例如30~35μm、35~40μm、40~45μm或45~50μm。
在某些实施方案中,本发明所使用的超高分子量聚乙烯粉体的分子量(例如粘均分子量)为300~500万,例如300~400万或400~500万。
在某些实施方案中,本发明所使用的氧化铝粉体粒径为3000~5000目,例如3000~4000目或4000~5000目。
在某些实施方案中,本发明使用的抗氧化剂为受阻酚类抗氧剂,例如抗1010。
在某些实施方案中,所述组合物以重量份数计,包括10~11、11~12、12~13、13~14或14~15份扩链剂。
在某些实施方案中,所述组合物以重量份数计,包括3~4、4~5、5~6、6~7、7~8、8~9、9~10、10~11、11~12、12~13、13~14或14~15份表面硅烷化的超高分子量聚乙烯粉体。
在某些实施方案中,所述组合物以重量份数计,包括0.5~0.6、0.6~0.7、0.7~0.8、0.8~0.9或0.9~1份抗氧化剂。
在某些实施方案中,所述组合物以重量份数计,包括2~3、3~4或4~5份表面硅烷化的氧化铝粉体。
本发明所使用的表面硅烷化的超高分子量聚乙烯粉体可以通过包含以下步骤的方法制得:
步骤1、对超高分子量聚乙烯粉体进行氧化处理;
步骤2、使氧化处理后的超高分子量聚乙烯粉体与硅烷偶联剂进行反应。
步骤1的氧化处理可以在含有高锰酸钾和硝酸的溶液中进行。在某些实施方案中,所述溶液为饱和高锰酸钾水溶液与硝酸水溶液(例如50%~60%浓度的硝酸水溶液)的混合溶液。在某些实施方案中,氧化处理包括以下步骤:将超高分子量聚乙烯粉体放入含有高锰酸钾和硝酸的溶液(例如饱和高锰酸钾水溶液与50%浓度硝酸的混合溶液)中,加热(例如加热至80~90℃)搅拌(例如搅拌30~40min)后过滤出粉体,然后用去离子水反复清洗,过滤,烘干。
步骤2中,硅烷化反应可使用常见的硅烷偶联剂,例如硅烷偶联剂KH540、硅烷偶联剂KH550、硅烷偶联剂KH560、硅烷偶联剂KH570。在某些实施方案中,所使用的硅烷偶联剂为硅烷偶联剂KH550。所使用的硅烷偶联剂的重量可以为超高分子量聚乙烯粉体的重量的1%~5%。
硅烷化反应可在搅拌(例如转速为1500~2000rpm)、加热(例如70~80℃)的条件下进行。在某些实施方案中,硅烷化处理在高速混合机中进行。
在某些实施方案中,硅烷化反应的步骤包括:将氧化处理后的超高分子量聚乙烯粉体加入高速混合机,转速调至1500rpm,温度调至70℃,滴加粉体重量1%硅烷偶联剂KH550进行偶联处理。
本发明使用的表面硅烷化的氧化铝粉体可以通过包含以下步骤的方法制得:在搅拌(例如转速为2000~3000rpm)、加热(例如70~80℃)的条件下,使氧化铝粉体与硅烷偶联剂进行反应。在某些实施方案中,所述步骤在高速混合机中进行。硅烷化反应可使用常见的硅烷偶联剂,例如硅烷偶联剂KH540、硅烷偶联剂KH550、硅烷偶联剂KH560、硅烷偶联剂KH570。在某些实施方案中,所使用的硅烷偶联剂为硅烷偶联剂KH550。所使用的硅烷偶联剂的重量可以为超高分子量聚乙烯粉体的重量的1%~5%。
在某些实施方案中,所述步骤包括:将氧化铝粉体投入高速混合机,转速调至2000rpm,温度调至70℃,滴加粉体重量1%偶联剂KH550进行偶联处理。
在一个方面,本申请提供了上述任一项的组合物用于制备活塞密封体的用途。在某些实施方案中,所述活塞密封体为砼活塞密封体。
在一个方面,本申请提供了一种活塞密封体,其由上述任一项的组合物进行浇注制得。在某些实施方案中,所述活塞密封体为砼活塞密封体。
本申请还提供了制备本发明的活塞密封体的方法,所述方法包括使用上述任一项的组合物进行浇注。
在某些实施方案中,所述方法包括以下步骤:
a)按重量份分别称取聚氨酯预聚体、扩链剂、超高分子量聚乙烯粉体、抗氧化剂和氧化铝粉体;
b)对超高分子量聚乙烯粉体和氧化铝粉体进行硅烷化处理;
c)在浇注机A罐内加入聚氨酯预聚体与超高分子量聚乙烯粉体、氧化铝粉体,均匀混合,温度控制在95~100℃,以650rpm~900rpm中速搅拌;
d)在浇注机B罐内加入扩链剂,温度控制在118~122℃,待其完全融化后加入抗氧化剂,以1000rpm~2000rpm转速高速搅拌;
e)将模具表面清理干净,在模具内喷涂脱模剂,在110~125℃烘箱中预热备用;
f)将A罐与B罐的液体经由浇注机控制比例进行混合并抽真空,保持温度为110℃~125℃并以2500rpm~3000rpm转速高速搅拌1~2min后浇注到模具中;
g)将模具放置在110℃~120℃烘箱中加热30~45min,取出后进行脱模;
h)将脱模后的产品再次放入110℃~120℃烘箱中进行二次硫化,硫化时间为16~20h;
i)二次硫化完成的坯料经机加工得到本发明的活塞密封体。
在某些实施方案中,超高分子量聚乙烯粉体和氧化铝粉体的硅烷化处理按照上文所述的方法进行。
本发明的活塞密封体可以作为高强度耐磨型砼活塞密封体,具有较高的机械强度,同时具有优异的耐磨性,能够大幅提升砼活塞的使用寿命。在某些实施方案中,所述活塞密封体具有以下特征中的一个或多个:
拉伸强度≥53MPa;
拉断伸长率≥410%;
撕裂强度≥113kN/m;
邵氏硬度94~95A;
阿克隆磨耗≤0.030cm
使用寿命为410h以上(比纯聚氨酯砼活塞寿命提升35%以上)。
可以使用本领域常用的方法对活塞密封体的性能进行检测。示例性的检测标准或检测方法如下:
进一步地,本申请还提供了一种活塞,其包括本发明的活塞密封体。在某些实施方案中,所述活塞为砼活塞。
进一步地,本申请还提供了一种输送缸,其包括本发明的活塞密封体或活塞。
进一步地,本申请还提供了一种混凝土泵送设备(例如如泵车、拖泵、车载泵),其包括本发明的活塞密封体、活塞或输送缸。
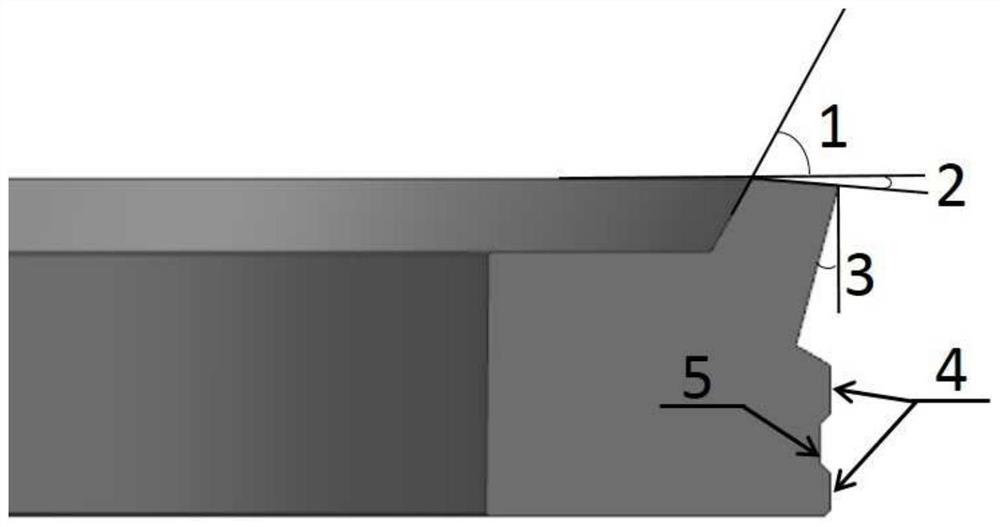
图1和图2示例性地展示了本发明的砼活塞密封体的结构,图1是剖切面简图,图2是图1截面局部示意图。
图中各标号表示:
1-砼活塞唇口内圈与水平面夹角, 2-砼活塞唇口与水平面夹角,
3-砼活塞唇口外斜面与垂直方向夹角, 4-砼活塞侧边摩擦面,
5-砼活塞润滑油脂存储槽, 6-超高分子量聚乙烯粉体示意图,
7-氧化铝粉体示意图。
在某些实施方案中,本发明的砼活塞密封体具有以下主要尺寸:
唇口内圈与水平面夹角为45~65°;
唇口与水平面夹角为2~5°;
唇口外斜面与垂直方向夹角为10~20°;
侧边摩擦面宽度8~12mm;
润滑油脂存储槽深度为2~4mm。
发明的有益效果
本发明的活塞密封体具有以下有益效果中的一个或多个:
1、本发明的活塞密封体生产工艺简单,易加工,成本低,质量稳定;
2、本发明的活塞密封体采用了特殊的填料处理工艺,能够使超高分子量聚乙烯粉体和氧化铝粉体与聚氨酯基体紧密结合,且分散均匀;
3、本发明的活塞密封体增强减磨颗粒分布均匀,提高耐磨性能;
4、本发明的活塞密封体具有优异的机械性能,满足高压力条件混凝土泵送工况。
附图说明
图1是本发明的一个砼活塞密封体的剖切面简图,图中各标号表示:
1-砼活塞唇口内圈与水平面夹角, 2-砼活塞唇口与水平面夹角,
3-砼活塞唇口外斜面与垂直方向夹角, 4-砼活塞侧边摩擦面,
5-砼活塞润滑油脂存储槽。
图2是图1截面局部示意图,图中各标号表示:
5-砼活塞润滑油脂存储槽, 6-超高分子量聚乙烯粉体示意图,
7-氧化铝粉体示意图。
具体实施方式
下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
实施例1
(1)取750g超高分子量聚乙烯粉体放入饱和高锰酸钾溶液与50%浓度硝酸的混合溶液中,加热至80℃搅拌30min后过滤出粉体,然后用去离子水反复清洗、过滤。烘干后加入高速混合机,转速调至1500rpm,温度调至70℃,滴加7.5克偶联剂KH550进行偶联处理备用;
(2)取500克氧化铝粉体投入高速混合机,转速调至2000rpm,温度调至70℃,滴加5克偶联剂KH550进行偶联处理备用;
(3)在浇注机A罐内加入25000g预聚体,温度控制在95℃,将上述经表面处理的750克超高分子量聚乙烯粉体和500克氧化铝粉体均匀混合到预聚体中,以800rpm中低速搅拌;
(4)在浇注机B罐内加入2500g扩链剂,加热至110℃待其完全融化后加入125g抗氧化剂,以1500rpm转速高速搅拌;
(5)将模具腔体清理干净,在模具内均匀喷涂脱模剂,在120℃烘箱中预热备用;
(6)将A罐与B罐的液体混合并抽真空,保持温度为120℃并以2500rpm转速高速搅拌1min后浇注到模具腔体中;
(7)将模具放置在110℃烘箱中加热30min,取出后进行脱模;
(8)将脱模后的产品坯料再次放入110℃烘箱中进行二次硫化,硫化时间为16h;
(9)二次硫化后的产品坯料经机加工得到高强度耐磨型聚氨酯砼活塞。
实施例2
(1)取1250g超高分子量聚乙烯粉体放入饱和高锰酸钾溶液与50%浓度硝酸的混合溶液中,加热至80℃搅拌30min后过滤出粉体,然后用去离子水反复清洗、过滤。烘干后加入高速混合机,转速调至1500rpm,温度调至70℃,滴加12.5克偶联剂KH550进行偶联处理备用;
(2)取750克氧化铝粉体投入高速混合机,转速调至2000rpm,温度调至70℃,滴加7.5克偶联剂KH550进行偶联处理备用;
(3)在浇注机A罐内加入25000g预聚体,温度控制在95℃,将上述经表面处理的1250克超高分子量聚乙烯粉体和750克氧化铝粉体均匀混合到预聚体中,以800rpm中低速搅拌;
(4)在浇注机B罐内加入2500g扩链剂,待其完全融化后加入125g抗氧化剂,以1500rpm转速高速搅拌;
(5)将模具腔体清理干净,在模具内均匀喷涂脱模剂,在120℃烘箱中预热备用;
(6)将A罐与B罐的液体混合并抽真空,保持温度为120℃并以2500rpm转速高速搅拌1min后浇注到模具腔体中;
(7)将模具放置在110℃烘箱中加热30min,取出后进行脱模;
(8)将脱模后的产品坯料再次放入110℃烘箱中进行二次硫化,硫化时间为16h;
(9)二次硫化后的产品坯料经机加工得到高强度耐磨型聚氨酯砼活塞。
对比例1
(1)在浇注机A罐内加入25000g预聚体,温度控制在95℃,以800rpm中低速搅拌;
(2)在浇注机B罐内加入2500g扩链剂,待其完全融化后以1500rpm转速高速搅拌;
(3)将模具腔体清理干净,在模具内均匀喷涂脱模剂,在120℃烘箱中预热备用;
(4)将A罐与B罐的液体混合并抽真空,保持温度为120℃并以2500rpm转速高速搅拌1min后浇注到模具腔体中;
(5)将模具放置在110℃烘箱中加热30min,取出后进行脱模;
(6)将脱模后的产品坯料再次放入110℃烘箱中进行二次硫化,硫化时间为16h;
(7)将脱模后的产品经机加工得到纯聚氨酯砼活塞。
本发明对实施例1、例2和对比例制备的砼活塞密封体机械性能、耐磨性、使用时间进行了测试,结果见表1:
表1本发明实施例和对比例制备砼活塞的性能检测结果
尽管本发明的具体实施方式已经得到详细的描述,但本领域技术人员将理解:根据已经公开的所有教导,可以对细节进行各种修改和变动,并且这些改变均在本发明的保护范围之内。本发明的全部范围由所附权利要求及其任何等同物给出。