一种塑料件电镀方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及电镀技术领域,更具体的说是一种塑料件电镀方法。
背景技术
与金属制件相比,塑料电镀制品不仅可以实现很好的金属质感,而且能减轻制品重量,在有效改善塑料外观及装饰性的同时,也改善了其在电、热及耐蚀等方面的性能,但电镀用塑料材料的选择却要综合考虑材料的加工性能、机械性能、材料成本、电镀成本、电镀的难易程度以及尺寸精度等因素。而因其结构上的优势,不仅具有优良的综合性能,易于加工成型,而且材料表面易于侵蚀而获得较高的镀层结合力,所以在电镀中应用极为普遍。但是在电镀过程中塑料件由于自身密度低,会导致塑料件上浮使电镀不完整。
发明内容
本发明的目的是提供一种塑料件电镀方法,具有电镀过程中对塑料件自动吸附在电解液中。
本发明的目的通过以下技术方案来实现:
一种塑料件电镀方法,该方法包括以下步骤:
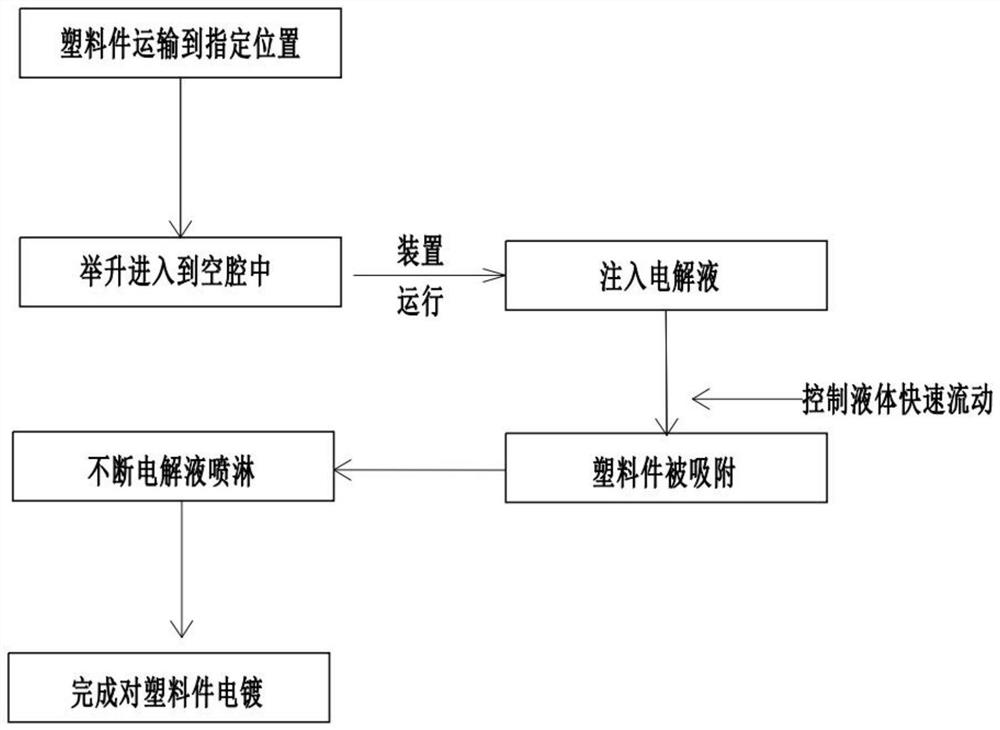
步骤一:塑料件移动到指定位置进行表面去污,并在运输前对塑料件进行检查;步骤二:将塑料件举升并放到空腔中,并由上而下注入电解液;
步骤三:控制塑料件底部液体快速流动对塑料件进行吸附;
步骤四:由塑料件上方不断喷淋电解液,直到完成塑料件的电镀。
进一步地,该方法还涉及一种塑料件电镀装置,所述装置包括运移架和驱动条,驱动条设置在运移架的右侧。
进一步地,所述装置还包括举升部,举升部沿着驱动条的设置方向移动。
进一步地,所述的举升部包括支持板、固定侧板和驱动部,支持板的两侧均设置有固定侧板,驱动部固接在支持板的右侧,支持板固接在运移架上。
附图说明
下面结合附图和具体实施方法对本发明做进一步详细的说明。
图1是本发明的流程图;
图2是本发明的整体图;
图3是本发明的举升部的运移部分;
图4是本发明的举升部的夹持部分;
图5是本发明的举升部;
图6是本发明的运移支持架;
图7是本发明的升降防溅罩;
图8是本发明的电镀室;
图9是本发明的支持架;
图10是本发明的支持架剖视图。
具体实施方式
一种塑料件电镀方法,该方法包括以下步骤:首先将塑料件移动到指定位置进行表面去污,并在运输前对塑料件进行检查;除锈完成后将塑料件举升到空腔中,并由上注入电解液;之后控制塑料件底部液体快速流动对塑料件进行吸附;最后在塑料件上方不断喷淋电解液,直到完成塑料件的电镀,同归该方法制备得到的电镀完成的塑料件,由于在电镀过程中电解液对塑料件进行自动吸附,就能够保证塑料件完全沉没在电解液中,进而保证塑料件整体都能够完成电镀。
该运移支持架部分可参考图2和图6进行一个示例性的工作过程:
该方法还涉及一种塑料件电镀装置,所述装置包括运移架31和驱动条32,驱动条32设置在运移架31的右侧,运移架31底部设置有平台,平台用于对塑料件运输后进行对举升前的固定,以及对塑料件进行检查,以及对塑料件进行除锈去污的操作,驱动条32固接在运移架31上,驱动条32与驱动部13通过摩擦传动,驱动条32作为限制轨道能够限定塑料件上升轨迹。
该举升部部分可参考图2至图5进行一个示例性的工作过程:
所述装置还包括举升部,举升部沿着驱动条32的设置方向移动,举升部能够安装塑料件,之后通过举升部沿着驱动条32的设置方向移动,带动塑料件进行举升并运移到指定位置。
该举升部的运移部分可参考图2和图3进行一个示例性的工作过程:
由于塑料件需要举升到一定距离后再进行电镀工作,但是在这一高度上工人手动放置塑料件往往会出现容易损坏塑料件的现象,因此设置举升部的运移部分,举升部的运移部分包括支持板11、固定侧板12和驱动部13,支持板11的两侧均固接有固定侧板12,驱动部13固接在支持板11的右侧,支持板11固接在运移架31上,在进行塑料件进行除锈和去污后放置到支持板11上,之后对塑料件进行举升,驱动部13由驱动电机和摩擦轮,摩擦轮转动在驱动电机输出轴上,摩擦轮与驱动条32摩擦传动,启动驱动电机,摩擦轮转动,通过摩擦使驱动部13带动连接的固定侧板12移动最终使举升部的运移部分移动,进而带动塑料件移动,完成对塑料件的举升。
该举升部的夹持部分可参考图2、图4和图5进行一个示例性的工作过程:
由于塑料件的制作材料为塑料材质,对于某些塑料件的横向受力程度较低,因此装置设置有举升部的夹持部分,举升部的夹持部分还包括固接在举升部中的多个夹紧件,所述夹紧件包括橡胶板21、夹紧弹簧22、连接块23和安装板24,橡胶板21上固接有多个夹紧弹簧22,多个夹紧弹簧22分别固接在两个连接块23上,两个安装板24分别固接在两个连接块23上,多个安装板24分别固接在两个固定侧板12上,通过多个橡胶板21对塑料件进行夹持固定,通过多个夹紧弹簧22能够在对塑料件夹持过程中进行固定的同时不会由于夹持过紧而出现损坏塑料件的现象,同时多个橡胶板21在与塑料件接触时,保护橡胶板21与塑料件接触位置。
该升降防溅罩部分可参考图2和图7进行一个示例性的工作过程:
在将塑料件举升到置定位置后,将塑料件推送进入空腔中,在电解过程中电解液不断注入,会出现液体飞溅的现象,因此装置设置有闭合栓41、控制部42和连接板43,连接板43固接在闭合栓41上,控制部42与连接板43通过螺纹传动,闭合栓41滑动在运移架31上,闭合栓41完全滑入到运移架31后能够将液体飞溅完全阻挡,控制部42由控制电机和丝杆组成,该过程是通过启动控制电机丝杆转动,在螺纹推动下连接板43带动闭合栓41上移能够将塑料件放入到空腔中,之后通过启动控制电机丝杆反转,将闭合栓41放下,使闭合栓41会完全滑入到运移架31中。
该电镀室部分可参考图8和图2进行一个示例性的工作过程:
所述装置还包括电镀箱51、空腔支持板52和导通管53,电镀箱51上固接有控制部42,闭合栓41滑动连接在电镀箱51上,空腔支持板52固接在电镀箱51上,空腔支持板52底部固接有多个导通管53,电镀箱51上固接有运移架31,闭合栓41完全滑动进入电镀箱51后能够将电镀箱51的开口封闭,空腔支持板52用于对塑料件放置,在通入电解液后在浮力作用下,塑料件上浮,此时不通电,直到电解液完全没过空腔支持板52。
该电镀室的吸附部分可参考图8进行一个示例性的工作过程:
所述装置还包括循环泵54和排水口55,循环泵54与多个导通管53连通,排水口55设置在循环泵54的侧面,循环泵54安装在电镀箱51中,在电解液完全没过空腔支持板52后,启动循环泵54由空腔支持板52的多个开口吸入水,产生水流,由伯努利原理能够得知,塑料件会被吸附到空腔支持板52上,也能完全浸没到电解液中,既能够开始通电进行电镀。
该支持架部分可参考图9进行一个示例性的工作过程:
所述装置还包括支持底板61、循环箱62、泵63和上举架64,上举架64固接在电镀箱51上端,循环箱62固接在支持底板61上,支持底板61上固接有电镀箱51,泵63固接在循环箱62的伸出管上,循环箱62与电镀箱51连通,上举架64与电镀箱51连通,在连通位置开口较小,能够有效的喷淋进入的电解液进行收拢,促进电解液的流动加快离子与塑料件接触,加快电镀速度,在完成电解后停止泵63和循环泵54,塑料件在浮力作用下上浮,再启动控制电机丝杆转动下连接板43带动闭合栓41,将电镀箱51开口打开,之后能够将电镀完成的塑料件取出完成电镀过程。
该喷淋头部分可参考图10进行一个示例性的工作过程:
所述装置还包括喷淋头65,喷淋头65设置在上举架64上,喷淋头65与循环箱62的伸出管连通,在泵63启动后能够将循环箱62中的电解液抽出,之后将电解液泵出由喷淋头65喷出,持续对电解液进行流通,能够促进电解液中离子与塑料件接触更快速的完成电镀,并且在电镀箱51和循环箱62之间的管道设置的过滤网过滤掉形成的沉淀盐。
- 一种新型微裂纹镍电镀的电镀液及采用该电镀液的塑料件电镀工艺
- 一种塑料件表面选择性电镀方法