90°穿线管模具上顶摆动旋转抽芯机构
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及一种90°穿线管模具上顶摆动旋转抽芯机构,属于注塑模具领域。
背景技术
本申请人曾设计了一种穿线弯管立式旋转模具,并申请了中国专利,专利号2018219539239,包括上、下复板,上复板下设定模板下设定模镶块和锁模块,定模镶块中设上镶块芯子,锁模块中设斜导柱,下复板上设模脚、上顶针板、下顶针板和顶针,模脚上设动模板上设动模镶块和侧抽芯滑块,侧抽芯滑块内侧设下镶块芯子,所述动模板上设安装座上设内抽芯固定板、转动板和侧抽芯滑块,内抽芯固定板上设内抽芯直杆,内抽芯直杆制有内抽芯弯杆与穿线弯管的弯曲部位内壁相配合,转动板一头制有齿轮,齿轮中设置转轴,动模板上设内、外轴承板,内、外轴承板中分别设置齿轮轴承,齿轮轴承与转轴相配合,动模板中开有齿条安装孔中设置升降齿条与齿轮相啮合,动模板两侧设气缸固定板上设气缸,气缸连接升降板。
脱模时,当模具开模到设定位置后,由气缸的活塞杆带动升降板向下移动,升降板带动升降齿条沿着齿条安装孔向下移动,升降齿条的两侧与齿轮相啮合,带动齿轮旋转,齿轮经转轴绕着内轴承板和外轴承板中的齿轮轴承旋转,齿轮带动转动板向上翻转,转动板带动安装座向上翻转,安装座带动内抽芯固定板、侧抽芯滑块向上翻转,侧抽芯滑块带动下镶块芯子、内抽芯直杆和内抽芯弯杆向上旋转,使内抽芯弯杆逐渐旋转脱出穿线弯管的弯曲部位。
但在实际生产时,由于模具卧式挂置在注塑机固定板上,升降齿条与齿轮啮合时,需要承受模具的一部分重量,容易使齿轮与升降齿条发生卡位,造成齿轮或齿条磨损破坏,降低了齿轮与升降齿条的配合精度,导致旋转抽芯时抽芯杆经常发生卡位事故,造成模具停机维修,影响生产效率。
因此,我们又设计了一种滑块上顶摆动旋转的抽芯结构。
发明内容
本发明的目的是为了克服已有技术的缺点,提供一种采用滑块上顶轴销联动,使抽芯底板整体摆动旋转,实现抽芯弯杆顺利抽芯,动作稳定、可靠,耐磨损的90°穿线管模具上顶摆动旋转抽芯机构。
本发明90°穿线管模具上顶摆动旋转抽芯机构的技术方案是:包括定模复板和动模复板,定模复板下设置定模固定板和定模板,定模板中设置定模镶块,动模复板上设置模脚,模脚上设置动模板,动模板上设置动模镶块,动模镶块与定模镶块之间有立式注塑成型的90°穿线管,90°穿线管中设有上扩口芯子、下扩口芯子和90°弧形芯子,上扩口芯子上端连接在定模固定板上,下扩口芯子由侧抽芯结构带动抽芯,90°弧形芯子由上顶摆动抽芯结构带动抽芯,其特征在于所述的上顶摆动抽芯结构包括在动模板的两侧上各设置支撑座,支撑座上设置轴孔,轴孔通过轴销活动连接摆动座,摆动座上设有斜长排槽,在对应的动模复板上设置上顶油缸,上顶油缸上连接上顶块,上顶块的一侧设有导滑槽,所述支撑座上设有导滑条,上顶块伸入摆动座中,使导滑槽与导滑条相配合,并在上顶块上设置上顶联动销,上顶联动销与斜长排槽相配合,在两个对应的摆动座之间连接底板,所述侧抽芯结构设置在底板上,所述90°弧形芯子尾端设置延长杆,延长杆穿过侧抽芯结构连接底板。
本发明的90°穿线管模具上顶摆动旋转抽芯机构,脱模时,首先由注塑机动力带动模具的动模部分与定模部分开模,即动模板和动模镶块与定模板和定模镶块分离,成型的90°穿线管跟着动模镶块移动,并直接从上扩口芯子上抽离,同时在开模过程中,由侧抽芯结构带动下扩口芯子抽芯,当开模到设定距离后,上扩口芯子和下扩口芯子都从90°穿线管中抽出,此时,上顶摆动抽芯结构工作,由上顶油缸带动上顶块沿着导滑槽与导滑条配合的轨迹上顶,在上顶过程中,由上顶联动销通过与斜长排槽的配合,带动摆动座通过轴销绕着轴孔摆动旋转,由于在两个对应的摆动座之间连接底板,且所述侧抽芯结构设置在底板上,因此,整个侧抽芯结构跟着旋转,摆动座旋转的角度与90°弧形芯子的弧度对应,再通过延长杆将90°弧形芯子从90°穿线管中抽出,抽芯完成。本方案与已有技术相比,通过油缸带动上顶块上顶,上顶块通过上顶联动销联动配合,实现摆动座摆动旋转,使90°弧形芯子顺利抽芯,动作更加稳定、可靠,特别是采用销孔配合,与齿轮齿条配合相比,磨损更小,抽芯精度更高,确保模具不停机生产。
本发明的90°穿线管模具上顶摆动旋转抽芯机构,所述底板上设置连接块,延长杆连接在连接块,连接方便。所述每个摆动座的外侧动模板上各设置导向块,导向块中制有弧形导向槽,对应的每个摆动座外壁上设置导向轴,导向轴与弧形导向槽相配合,有了导向轴与弧形导向槽配合,可以起辅助导向作用,使90°弧形芯子抽芯精度更高。所述的侧抽芯结构包括在底板上设置侧抽滑块,下扩口芯子连接侧抽滑块,侧抽滑块中设置斜导孔,所述定模板下连接锁模块,锁模块下连接斜导杆,锁模块与侧抽滑块相配合,斜导杆与斜导孔相配合。工作时,利用开模动力,由斜导杆通过斜导孔带动侧抽滑块侧滑,将下扩口芯子从90°穿线管中抽出,锁模块与侧抽滑块配合,可以防止侧抽滑块在产品注塑成型时涨模。
附图说明
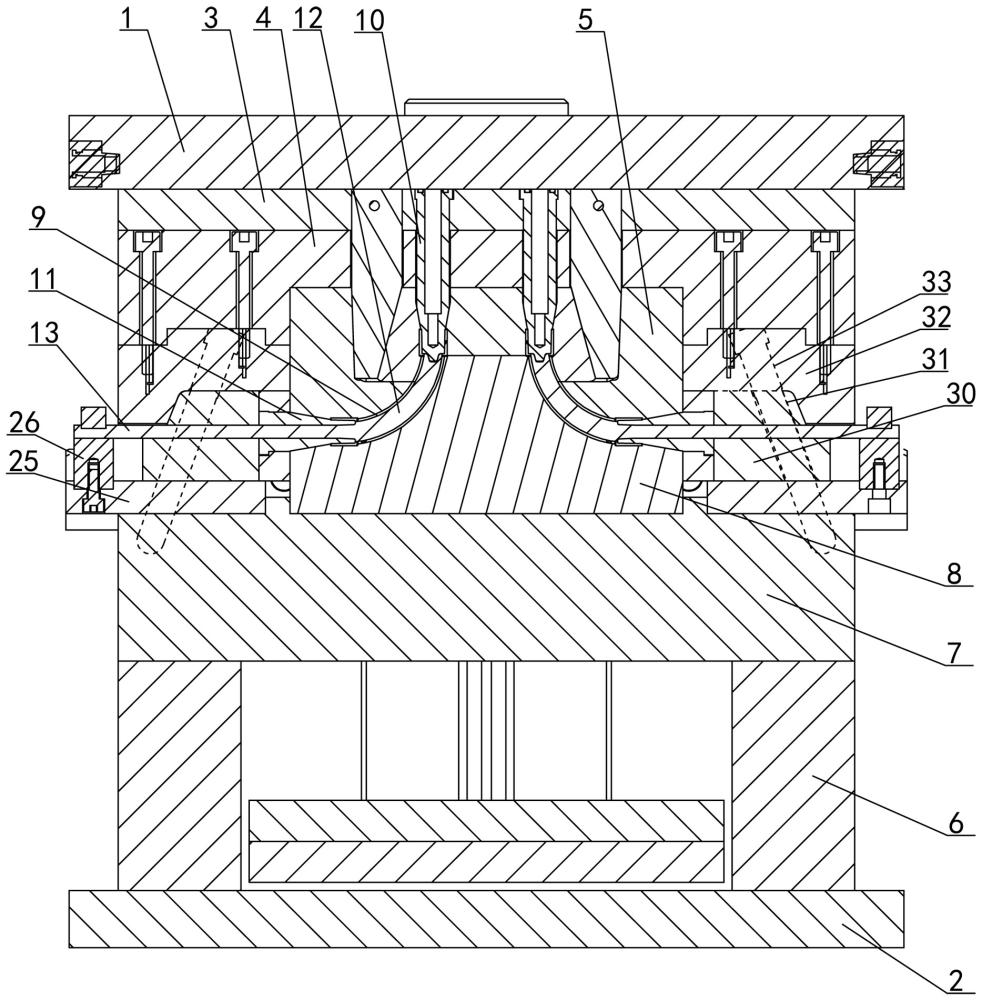
图1是本发明的90°穿线管模具结构示意图;
图2是本发明的上顶摆动旋转抽芯机构剖面示意图;
图3是本发明的上顶摆动旋转抽芯机构立体示意图;
图4是本发明的上顶摆动旋转抽芯机构旋转状态示意图。
实施方式
本发明涉及一种90°穿线管模具上顶摆动旋转抽芯机构,如图1—图4所示,包括定模复板1和动模复板2,定模复板下设置定模固定板3和定模板4,定模板中设置定模镶块5,动模复板上设置模脚6,模脚上设置动模板7,动模板上设置动模镶块8,动模镶块与定模镶块之间有立式注塑成型的90°穿线管9,90°穿线管中设有上扩口芯子10、下扩口芯子11和90°弧形芯子12,上扩口芯子10上端连接在定模固定板3上,下扩口芯子11由侧抽芯结构带动抽芯,90°弧形芯子12由上顶摆动抽芯结构带动抽芯,其中,所述的上顶摆动抽芯结构包括在动模板7的两侧上各设置支撑座15,支撑座上设置轴孔16,轴孔通过轴销17活动连接摆动座18,摆动座18上设有斜长排槽19,在对应的动模复板2上设置上顶油缸20,上顶油缸上连接上顶块21,上顶块的一侧设有导滑槽22,所述支撑座15上设有导滑条23,上顶块21伸入摆动座18中,使导滑槽22与导滑条23相配合,并在上顶块21上设置上顶联动销24,上顶联动销24与斜长排槽19相配合,在两个对应的摆动座18之间连接底板25,所述侧抽芯结构设置在底板25上,所述90°弧形芯子12尾端设置延长杆13,延长杆13穿过侧抽芯结构连接底板25。
脱模时,首先由注塑机动力带动模具的动模部分与定模部分开模,即动模板7和动模镶块8与定模板4和定模镶块5分离,成型的90°穿线管9跟着动模镶块移动,并直接从上扩口芯子10上抽离,同时在开模过程中,由侧抽芯结构带动下扩口芯子11抽芯,当开模到设定距离后,上扩口芯子10和下扩口芯子11都从90°穿线管9中抽出,此时,上顶摆动抽芯结构工作,由上顶油缸20带动上顶块21沿着导滑槽22与导滑条23配合的轨迹上顶,在上顶过程中,由上顶联动销24通过与斜长排槽19的配合,带动摆动座18通过轴销17绕着轴孔16摆动旋转,由于在两个对应的摆动座18之间连接底板25,且所述侧抽芯结构设置在底板25上,因此,整个侧抽芯结构跟着旋转,摆动座18旋转的角度与90°弧形芯子12的弧度对应,再通过延长杆13将90°弧形芯子12从90°穿线管9中抽出,抽芯完成。本方案与已有技术相比,通过油缸带动上顶块上顶,上顶块通过上顶联动销联动配合,实现摆动座摆动旋转,使90°弧形芯子顺利抽芯,动作更加稳定、可靠,特别是采用销孔配合,与齿轮齿条配合相比,磨损更小,抽芯精度更高,确保模具不停机生产。
所述底板25上设置连接块26,延长杆13连接在连接块26,连接方便。
所述每个摆动座18的外侧动模板上各设置导向块27,导向块中制有弧形导向槽28,对应的每个摆动座18外壁上设置导向轴29,导向轴29与弧形导向槽28相配合,有了导向轴与弧形导向槽配合,可以起辅助导向作用,使90°弧形芯子抽芯精度更高。
所述的侧抽芯结构包括在底板25上设置侧抽滑块30,下扩口芯子11连接侧抽滑块30,侧抽滑块中设置斜导孔31,所述定模板4下连接锁模块32,锁模块下连接斜导杆33,锁模块32与侧抽滑块25相配合,斜导杆33与斜导孔31相配合。工作时,利用开模动力,由斜导杆通过斜导孔带动侧抽滑块侧滑,将下扩口芯子从90°穿线管中抽出,锁模块与侧抽滑块配合,可以防止侧抽滑块在产品注塑成型时涨模。
- 具有斜顶抽芯机构的抽芯模具
- 注塑模具的摆动直顶抽芯机构
- 塑料模具的直顶摆动内抽芯机构