刺激线圈加工方法、刺激线圈及灌封模具组件
文献发布时间:2023-06-19 19:23:34
技术领域
本发明实施例涉及医疗设备技术领域,尤其涉及一种刺激线圈加工方法、刺激线圈及灌封模具组件。
背景技术
磁刺激治疗是现代医学中一种无损、无痛、无接触、非侵袭性的技术,在神经科学领域的研究,临床医学的诊断、治疗、康复具有广泛的应用。其基本原理是法拉第电磁感应原理:时变的电流通过刺激线圈,在刺激线圈周围产生时变的感应磁场,感应磁场作用于生物组织,使局部生物组织产生感应电流,引起神经纤维的膜电位去极化,产生动作电位,引起神经细胞兴奋或抑制兴奋、肌肉收缩、激素分泌、突触调制等生物效应,进而达到治疗的目的。磁刺激可以作用于大脑神经,也可以作用于周围神经,作用于大脑神经的磁刺激通常称为经颅磁刺激(Transcranial Magnetic Stimulation, TMS)。
在磁刺激过程中刺激线圈产生交变磁场,线圈绕组之间由于磁场力的作用而产生机械震动。当刺激线圈长期使用时,刺激绕组的机械震动会改变线圈绕组的结构,进而影响刺激线圈的性能。另外,线圈绕组的震动的幅度越大,噪音越大,影响患者的治疗体验。为解决上述问题,现有技术通常对线圈绕组进行固化操作,以固定线圈绕组的结构,减小震动幅度。例如在一些现有技术中,使用环氧树脂对线圈绕组进行灌封。
在实际进行磁刺激治疗中,一些场景中需要操作者手持刺激线圈,一些场景中刺激线圈固定在机械机构上使用,更轻的刺激线圈不仅方便操作者使用,当固定在机械结构上时,也可以减小负重要求,避免因刺激线圈过重引起的位移偏差。刺激线圈的重量主要来自于线圈绕组、固化剂、刺激线圈外壳及冷却介质,现有技术中一般将刺激线圈外壳与线圈绕组一体固化,这种方式增加了刺激线圈的重量。
发明内容
本发明实施例提供一种刺激线圈制作方法、刺激线圈及灌封模具组件,以克服现有技术刺激线圈过重的问题。
第一方面,本发明实施例提供了一种刺激线圈加工方法,所述方法包括:
绕制线圈绕组;
将所述线圈绕组放置于灌封模具组件中,并固定;所述灌封模具组件包括:可水解模具和刚性模具;
使用固化剂对所述线圈绕组进行固化操作;
待固化剂固化完成后,取带有所述可水解模具的线圈绕组进行水解操作;
待水解完成后,将固化的所述线圈绕组装配到刺激线圈外壳中。
可选地,所述水解操作具体包括:
将含有所述可水解模具的线圈绕组放入恒温水箱中进行水解。
第二方面,本发明实施例提供了一种刺激线圈,包括基于第一方面任一项方法获取的刺激线圈。
第三方面,本发明实施例提供了一种灌封模具组件,所述灌封模具组件包括:可水解模具和刚性模具;
所述可水解模具嵌入所述刚性模具内;
所述可水解模具包括:可水解模具底座和可水解模具盖板;所述刚性模具包括:刚性模具底座和刚性模具盖板;所述可水解模具底座内包括用于放置线圈绕组的容腔;所述可水解模具盖板和所述刚性模具盖板的相对位置上设置有固化剂入口。
可选地,所述可水解模具底座上还包括若干垫轨。
可选地,所述可水解模具盖板和所述刚性模具盖板的相对位置上设置有通气孔。
可选地,所述可水解模具的材料为聚乙烯醇。
可选地,所述刚性模具的材料为聚乳酸、丙烯腈丁二烯苯乙烯、尼龙或刚性金属。
本发明实施例提供的刺激线圈加工方法,该方法包括:绕制线圈绕组;将所述线圈绕组放置于灌封模具组件中,并固定;使用固化剂对所述线圈绕组进行固化操作;待固化剂固化完成后,取带有所述可水解模具的线圈绕组进行水解操作;待水解完成后,将固化的所述线圈绕组装配到刺激线圈外壳中。本发明实施例该方法相比于现有技术可以减小刺激线圈的重量。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1是本发明实施例提供的一种示例的灌封模具组件整体示意图;
图2是本发明实施例提供的一种示例的灌封模具组件爆炸示意图;
图3是本发明实施例提供的一种示例的灌封模具组件横切面示意图;
图4是本发明实施例提供的一种刺激线圈加工方法的流程示意图;
图5是本发明实施例提供的第一种刺激线圈加工方法的状态示意图;
图6是本发明实施例提供的第二种刺激线圈加工方法的状态示意图;
图7是本发明实施例提供的第三种刺激线圈加工方法的状态示意图;
图8是本发明实施例提供的第四种刺激线圈加工方法的状态示意图;
图9是本发明实施例提供的第五种刺激线圈加工方法的状态示意图;
图10是本发明实施例提供的第六种刺激线圈加工方法的状态示意图。
实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明实施例提供了一种刺激线圈加工方法、刺激线圈及灌封模具组件。其中,灌封模具组件包括刚性模具和嵌入在内部的可水解模具,通过将绕制的线圈绕组放置于灌封模具组件内并固定后,将固化剂加入模具;待固化剂固化后,拆除刚性模具,将可水解模具和固化后的线圈绕组放入水中;待可水解模具水解后,对固化后的线圈绕组进一步装配完成刺激线圈的加工。本发明实施例提供的该方法,相比于将刺激线圈外壳与线圈绕组一体固化的现有方法,可以减小刺激线圈的重量,提高刺激线圈的使用效果。
下面将结合几个具体的实施例对本发明的技术方案进行详细说明,各个实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例中不再赘述。
本发明实施例提供的刺激线圈加工方法中的灌封模具组件,以八字线圈为例,下面介绍灌封模具组件的结构。
图1是本发明实施例提供的一种示例的灌封模具组件整体示意图;图2是本发明实施例提供的一种示例的灌封模具组件爆炸示意图;图3是本发明实施例提供的一种示例的灌封模具组件横切面示意图。请结合图1-图3,如图所示,灌封模具组件6000包括:可水解模具6200和刚性模具6100。
其中,可水解模具6200可以嵌入刚性模具6100内。
具体的,可水解模具6200可以包括:可水解模具底座6220和可水解模具盖板6210。可水解模具底座6220内包括用于放置线圈绕组的容腔6228,可水解模具盖板6210可以扣合在可水解模具底座6220上,使位于可水解模具底座6220内的容腔6228密闭。
可水解模具6200采用可水解材料,可水解材料在常温、干燥的环境下具有稳定的物理结构,可以用于约束固化剂的固化空间。可水解材料在潮湿环境或放置在水中时,会缓慢的溶解于水。示例性的,可水解模具的材料可以为聚乙烯醇。
刚性模具6100可以包括:刚性模具底座6120和刚性模具盖板6110。可水解模具底座6220可以嵌入刚性模具底座6120内,可水解模具盖板6210可以嵌入刚性模具盖板6110内,刚性模具底座6120和刚性模具盖板6110扣合后,可以对可水解模具6200起到结构上的支撑作用。
刚性模具的材料例如可以为聚乳酸、丙烯腈丁二烯苯乙烯、尼龙或刚性金属。
可水解模具盖板6210和刚性模具盖板6110的相对位置上设置有贯通的固化剂入口,示例性的,参照图2,可水解模具盖板6210上包括可水解模具入口6211,刚性模具盖板6110上包括刚性模具入口6111。该固化剂入口用于将液态的固化剂导入装有线圈绕组的容腔6228。
在一些可能的实现方式中,继续参照图2,可水解模具底座6220上还可以包括若干垫轨6229。通过在可水解模具底座6220上增加垫轨6229,增强液态固化剂在容腔6228内的流动性,使固化剂充分填充容腔6228,保证固化的强度和效果。
在一些可能的实现方式中,可水解模具盖板6210和刚性模具盖板6110的相对位置上设置有通气孔。继续参照图2或图3,可水解模具盖板6210上可以包括可水解模具通气孔6212,刚性模具盖板6110上可以包括刚性模具通气孔6112。由于液态的固化剂在灌封过程中会参杂空气,空气无法排出时,固化后会形成大大小小的气泡,影响固化效果,通过设置通气孔,可以促进空气加速排出,减小固化后形成的气泡。
下面将以八字线圈为例,介绍本发明实施例提供的刺激线圈加工方法。
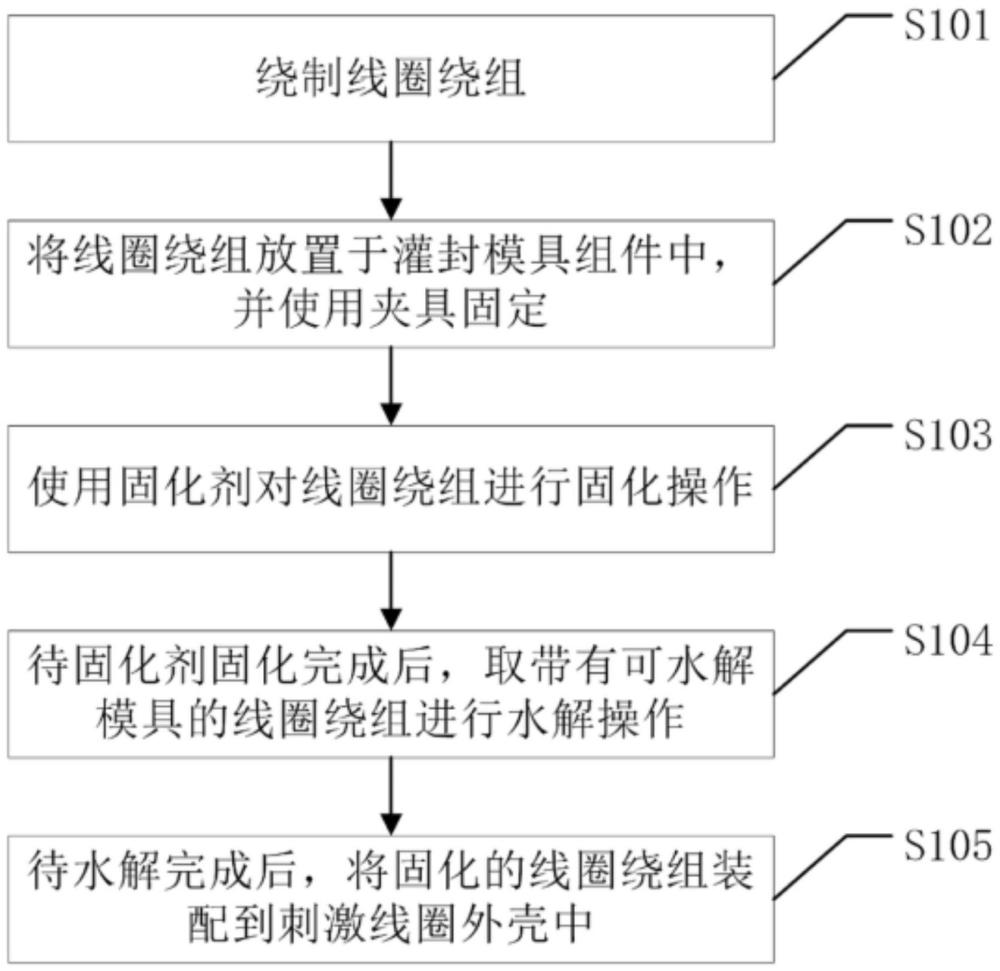
图4是本发明实施例提供的一种刺激线圈加工方法的流程示意图,如图4所示,该方法可以包括:
S101、绕制线圈绕组。
线圈绕组的绕制可以采用现有的任一种方法绕制,本发明对线圈绕组的绕制方式不做限制,绕制线圈的线材可以是管材、漆包线、利兹线、片材等。线圈绕组的绕制并非本发明的创新点,具体绕制方法不再赘述。
S102、线圈绕组放置于灌封模具组件6000中,并固定。
其中,灌封模具组件6000包括:可水解模具6100和刚性模具6200。具体可以参照上述实施例的介绍。
图5是本发明实施例提供的第一种刺激线圈加工方法的状态示意图,图6是本发明实施例提供的第二种刺激线圈加工方法的状态示意图,参照图5和图6。
如图5(a)所示,示意了线圈绕组2000放置于可水解模具底座6220和刚性模具底座6120的状态,可水解模具底座6220的内轮廓略大于线圈绕组2000的外轮廓,使线圈绕组2000恰好嵌入可水解模具底座6220的容腔6228内。如图5(b)所示,示意了可水解模块上盖6210和刚性模具上盖6110盖合后的状态。
图6示意了线圈绕制2000嵌入灌封模具组件6000后的横切面示意图。
线圈绕组2000嵌入灌封模具组件后,检查确认刚性模具底座6120与刚性模具上盖6110扣合无误后进行固定,例如可以使用夹具固定,以稳定线圈绕组2000在容腔6228内的位置。除夹具外,也可以使用其他类似的结构、零件或组件达到上述固定的效果,本发明实施例不做限制。
S103、使用固化剂对线圈绕组进行固化操作。
其中,对固化剂的成份不做限制,任何在固化前具有液态结构,固化后具有固态结构的固化剂均适用于本发明的刺激线圈加工方法。
示例性的,固化剂可以是环氧树脂、聚氨酯等。
以环氧树脂为例,一般将a胶和b胶按比例混合后,从固化剂入口倒入,静置固化或加温固化。
S104、待固化剂固化完成后,取带有可水解模具的线圈绕组进行水解操作。
图7是本发明实施例提供的第三种刺激线圈加工方法的状态示意图。如图7所示,待固化剂固化完成后,固化后的固化剂3000与线圈绕组2000和可水解模具6200形成紧密的一体,此时可以将刚性模具6100拆除,即可获取如图7所示的组件结构。
由于可水解模具6200溶解于水,可以将固化在一体的可水解模具、固化剂3000和线圈绕组2000放入水中进行水解操作。
在一种可能的实现方式中,可以将含有可水解模具的线圈绕组放入常温水箱中进行水解。
在另一种可能的实现方式中,可以将含有可水解模具的线圈绕组放入恒温水箱中进行水解。由于恒温水箱中水温更高,可以加速水解,缩短加工周期。
S105、待水解完成后,将固化的线圈绕组装配到刺激线圈外壳中。
图8是本发明实施例提供的第四种刺激线圈加工方法的状态示意图。图9是本发明实施例提供的第五种刺激线圈加工方法的状态示意图。图10是本发明实施例提供的第六种刺激线圈加工方法的状态示意图。
如图8所示,水解完成后,可水解6200充分溶解如水,固化剂3000与线圈绕组紧密结合。
由于灌封模具组件6000保持紧密的贴合,使用较少的固化剂3000即可完成线圈绕组2000的固化,减小了刺激线圈的重量。
图9示例了一种固化后的线圈绕组与刺激线圈外壳4000配装的爆炸示意图。其中,刺激线圈外壳4000可以包括上外壳4100、下外壳4200和把手4300。
图10示例了组装完后的刺激线圈整体示意图。
本发明实施例提供的刺激线圈加工方法,该方法可以包括绕制线圈绕组;将所述线圈绕组放置于灌封模具组件中,并固定;使用固化剂对所述线圈绕组进行固化操作;待固化剂固化完成后,取带有所述可水解模具的线圈绕组进行水解操作;待水解完成后,将固化的所述线圈绕组装配到刺激线圈外壳中。本发明实施例该方法相比于现有技术可以减小刺激线圈的重量。
另外,相比于现有技术将刺激线圈外壳与线圈绕组一体固化,本发明先将线圈绕组独立固化,后配装至刺激线圈外壳中,避免了因固化剂泄露污染刺激线圈外壳而产生的残次品,提高了一次成品率。
本发明实施例还提供一种刺激线圈,该刺激线圈可以是基于上述任一种刺激线圈加工方法获取的刺激线圈。
本领域普通技术人员可以理解:实现上述各方法实施例的全部或部分步骤可以通过程序指令相关的硬件来完成。前述的程序可以存储于一计算机可读取存储介质中。该程序在执行时,执行包括上述各方法实施例的步骤;而前述的存储介质包括:ROM、RAM、磁碟或者光盘等各种可以存储程序代码的介质。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种光纤线圈灌封用高导热紫外光固化胶黏剂及其制备方法
- 电液伺服阀中线圈组件的灌封模具及其灌封方法
- 一种磁刺激线圈组件和医学磁刺激设备