一种排水板压制成型装置
文献发布时间:2024-01-17 01:16:56
技术领域
本发明涉及排水板技术领域,具体为一种排水板压制成型装置。
背景技术
排水板是由聚苯乙烯或者是聚乙烯为原料塑胶底板经过冲压制成圆锥突台或者加劲肋的凸点或中空圆柱形多孔而成,在排水板制作过程中需要使用到排水板压制成型装置。
经海量检索发现现有技术中如公开号CN214324173U一种排水板生产用成型装置,包括结构框架和底座,底座上方设置有底模具,所述底模具内放置有待冲压加工的排水板,所述结构框架中部设置有电磁阀,所述电磁阀下方滑动安装有冲压杆,所述冲压杆底部固定安装在冲压块的上方。本实用新型通过限位块对第一滑杆和第二滑杆相对的位置极限进行限制;顶模具和造型块均采用合金钢材料,具有良好的硬度和耐磨性;通过电磁阀带动冲压杆和冲压块进行冲压的动作,实现对于底模具内排水板的冲压的动作,结构简单,设备稳定性强,通过顶模具和紧固螺栓的结构设计,可以更好地对顶模具整体进行拆卸和更换,更好的适应不同造型的排水板的生产需求,更好的满足市场的需求。
上述排水板成型装置可以更好地对顶模具整体进行拆卸和更换,更好的适应不同造型的排水板的生产需求,但上述排水板成型装置对压制的排水板的长度无法调节,因此提出一种排水板压制成型装置,以解决上述问题。
发明内容
本发明的目的在于提供一种排水板压制成型装置,以解决上述背景技术中提出的排水板成型装置对压制的排水板的长度无法调节的问题。
为实现上述目的,本发明提供如下技术方案:一种排水板压制成型装置,包括安装台,所述安装台上方设置有底模具,所述底模具上方设置有升降顶模具,且升降顶模具通过安装架与安装台相连接,所述底模具为两端开口模具,且底模具开口端设置有限位机构,所述限位机构包括安装箱,且安装箱外侧设置有电机,所述电机输出端与安装箱内部设置的第一传动机构相连接,所述第一传动机构外侧与移动杆相连接,且移动杆一端贯穿至安装箱外侧与第一限位板相连接,所述第一限位板与底模具内部滑动连接;所述升降顶模具包括安装板,且安装板底部设置有电磁阀,所述电磁阀下方滑动安装有冲压杆,且冲压杆底部通过对称设置的移动卡块机构与冲压块可拆卸连接,所述冲压块通过对称设置的若干组移动套筒机构与顶模具可拆卸连接。
优选的,所述第一传动机构包括第一斜齿轮,且第一斜齿轮一端与电机相连接,所述第一斜齿轮外侧与第二斜齿轮相啮合,且第二斜齿轮内部连接有第一转杆,所述第一转杆外侧设置有第三斜齿轮,且第三斜齿轮外侧与第四斜齿轮相啮合,所述第四斜齿轮内部连接有第一螺纹杆,且第一螺纹杆外侧与移动杆内部螺纹连接。
通过上述技术方案:便于带动移动杆进行移动。
优选的,所述移动杆一端对称设置有限位块,且限位块与安装箱内部设置的限位杆滑动连接。
通过上述技术方案:对移动杆的移动位置进行限定。
优选的,所述移动杆外侧标有刻度尺,且安装箱外侧设置有与刻度尺配合使用的指针。
通过上述技术方案:便于了解移动杆的移动长度。
优选的,所述安装板底部设置有距离检测器,且距离检测器位于电磁阀一侧。
通过上述技术方案:便于大致了解排水板压制厚度。
优选的,所述移动卡块机构包括第一转把,且第一转把位于冲压杆外侧,所述第一转把一端与冲压杆内部设置的第二传动机构相连接,且第二传动机构内部与第二转杆相连接,所述第二转杆外侧对称设置有两组第五斜齿轮,且第五斜齿轮外侧与第六斜齿轮相啮合,所述第六斜齿轮内部与升降机构相连接,所述升降机构一侧安装有若干组卡块,且冲压块顶部设置的安装块上开设有与卡块相匹配的卡槽。
通过上述技术方案:便于对冲压块进行更换。
优选的,所述第二传动机构包括蜗轮,且蜗轮安装于第二转杆外侧,所述第一转把通过连接杆与蜗杆相连接,且蜗杆外表面与蜗轮外表面传动连接。
通过上述技术方案:便于带动第二转杆进行旋转。
优选的,所述升降机构包括丝杆,且丝杆一端与第六斜齿轮内部相连接,所述丝杆之间通过移动板相连接,且移动板一侧与若干组卡块相连接。
通过上述技术方案:便于带动卡块进行移动。
优选的,所述移动套筒机构包括第二转把,且第二转把一端通过第二螺纹杆与冲压块内部设置的移动套筒相连接,所述移动套筒外侧与第二限位板滑动连接,所述顶模具顶部连接块上开设有与移动套筒相匹配的套筒槽。
通过上述技术方案:便于对顶模具进行更换。
与现有技术相比,本发明的有益效果是:该排水板压制成型装置,
(1)本装置为解决排水板成型装置对压制的排水板的长度无法调节的问题,通过在底模具开口端设置限位机构,从而改变底模具成型模型长度,同时将冲压杆与冲压块设置为可拆卸连接,便于根据成型排水板长度更换与其适配的冲压块以及顶模具。
(2)本装置为解决冲压杆与冲压块分离不便的问题,通过在冲压杆内部对称设置移动卡块机构,通过移动卡块机构与冲压块卡合连接,当需要将冲压杆与冲压块进行分离时,手握第一转把进行旋转,在第二传动机构的作用下,第二转杆带动第五斜齿轮进行转动,从而使第六斜齿轮进行同步旋转,在升降机构的作用下卡块进行移动,当卡块完全不与冲压块相接触时,即可将冲压块与冲压杆进行分离。
(3)本装置为解决顶模具更换不便的问题,通过在冲压块内部对称设置移动套筒机构,冲压块通过移动套筒机构与顶模具卡合连接,当需要对顶模具进行更换时,手握第二转把进行旋转,第二转把带动第二螺纹杆进行旋转,从而使移动套筒进行移动,当移动套筒完全不与顶模具相接触时,即可将顶模具与冲压块进行分离,对顶模具进行更换使其更好的适应不同造型的排水板的生产需求。
(4)本装置为解决排水板成型装置在压制过程中无法大致了解排水板压制厚度的问题,通过在安装板底部设置距离检测器,距离检测器可检测安装板与冲压块顶部之间的距离,从而通过计算可大致了解排水板压制厚度。
附图说明
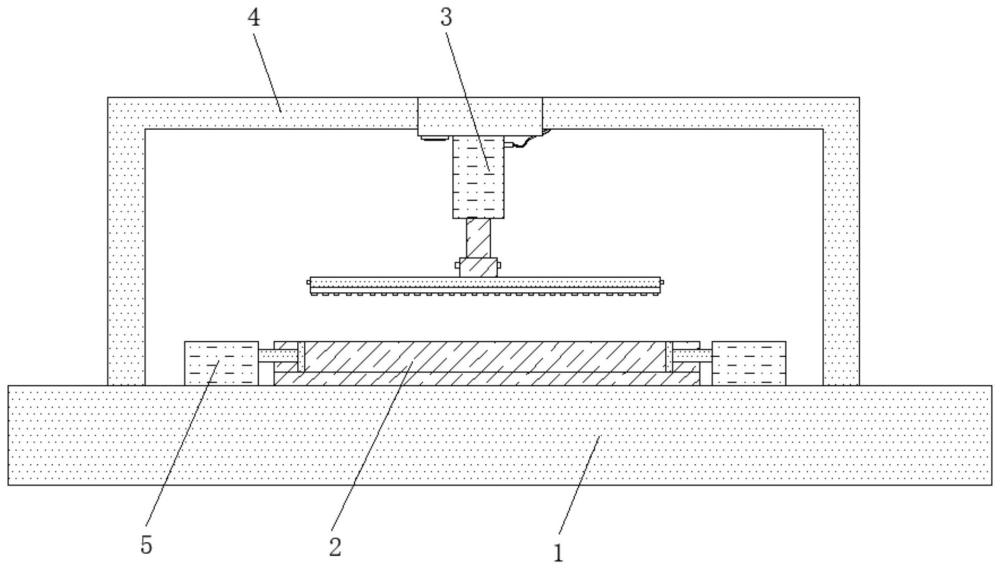
图1为本发明整体正视剖面结构示意图;
图2为本发明底模具与限位机构位置关系结构示意图;
图3为本发明限位机构立体结构示意图;
图4为本发明限位机构内部结构示意图;
图5为本发明升降顶模具结构示意图;
图6为本发明A处放大结构示意图;
图7为本发明B处放大结构示意图;
图8为本发明安装台与安装架位置结构示意图。
图中:1、安装台;2、底模具;3、升降顶模具;301、安装板;3011、距离检测器;302、电磁阀;303、冲压杆;304、移动卡块机构;3041、第一转把;3042、第二传动机构;3043、第二转杆;3044、第五斜齿轮;3045、第六斜齿轮;3046、升降机构;3047、卡块;3048、蜗轮;3049、蜗杆;3050、丝杆;3051、移动板;305、冲压块;306、移动套筒机构;3061、第二转把;3062、第二螺纹杆;3063、移动套筒;3064、第二限位板;307、顶模具;4、安装架;5、限位机构;501、安装箱;502、电机;503、第一传动机构;5031、第一斜齿轮;5032、第二斜齿轮;5033、第一转杆;5034、第三斜齿轮;5035、第四斜齿轮;5036、第一螺纹杆;504、移动杆;5041、限位块;5042、限位杆;5043、指针;505、第一限位板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-8,本发明提供一种技术方案:一种排水板压制成型装置,根据图1-4所示,安装台1上方设置有底模具2。
具体的,底模具2为两端开口模具,且底模具2开口端设置有限位机构5。,在进一步实施例中,底模具2内侧底部可标注刻度尺,便于直观的了解第一限位板505之间的距离。
具体的,限位机构5包括安装箱501,且安装箱501外侧设置有电机502,电机502输出端与安装箱501内部设置的第一传动机构503相连接,第一传动机构503外侧与移动杆504相连接,且移动杆504一端贯穿至安装箱501外侧与第一限位板505相连接,第一限位板505与底模具2内部滑动连接。
在进一步实施例中,第一传动机构503包括第一斜齿轮5031,且第一斜齿轮5031一端与电机502相连接,第一斜齿轮5031外侧与第二斜齿轮5032相啮合,且第二斜齿轮5032内部连接有第一转杆5033,第一转杆5033外侧设置有第三斜齿轮5034,且第三斜齿轮5034外侧与第四斜齿轮5035相啮合,第四斜齿轮5035内部连接有第一螺纹杆5036,且第一螺纹杆5036外侧与移动杆504内部螺纹连接。
再进一步实施例中,移动杆504一端对称设置有限位块5041,且限位块5041与安装箱501内部设置的限位杆5042滑动连接,限位杆5042以及限位块5041的设置对移动杆504的移动进行一定程度的限定。
再进一步实施例中,移动杆504外侧标有刻度尺,且安装箱501外侧设置有与刻度尺配合使用的指针5043,刻度尺以及指针5043的设置,可直观的了解移动杆504的移动距离,便于使两侧移动杆504移动相同距离,待压排水板位于顶模具307正下方。
当需要调节底模具2内部成型模型长度时,开启电机502,在电机502的作用下第一斜齿轮5031进行旋转,从而带动第二斜齿轮5032以及第一转杆5033进行转动,在第一转杆5033转动的作用下第三斜齿轮5034进行旋转,从而带动第四斜齿轮5035以及第一螺纹杆5036进行转动,在第一螺纹杆5036转动的作用下移动杆504进行移动,从而改变第一限位板505在底模具2中的位置,使底模具2内部放置模型的长度发生变化。
根据图1和图5-8所示,底模具2上方设置有升降顶模具3,且升降顶模具3通过安装架4与安装台1相连接。
具体的,升降顶模具3包括安装板301,且安装板301底部设置有电磁阀302,电磁阀302通过气管与外部的供压设备进行连接,电磁阀302下方滑动安装有冲压杆303,且冲压杆303底部通过对称设置的移动卡块机构304与冲压块305可拆卸连接,冲压块305通过对称设置的若干组移动套筒机构306与顶模具307可拆卸连接。
在进一步实施例中,安装板301底部设置有距离检测器3011,且距离检测器3011位于电磁阀302一侧,通过在安装板301底部设置距离检测器3011,距离检测器3011可检测安装板301与冲压块305顶部之间的距离,从而通过计算可大致了解排水板压制厚度。
具体的,移动卡块机构304包括第一转把3041,且第一转把3041位于冲压杆303外侧,第一转把3041一端与冲压杆303内部设置的第二传动机构3042相连接,且第二传动机构3042内部与第二转杆3043相连接,第二转杆3043外侧对称设置有两组第五斜齿轮3044,且第五斜齿轮3044外侧与第六斜齿轮3045相啮合,第六斜齿轮3045内部与升降机构3046相连接,升降机构3046一侧安装有若干组卡块3047,且冲压块305顶部设置的安装块上开设有与卡块3047相匹配的卡槽。
在进一步实施例中,第二传动机构3042包括蜗轮3048,且蜗轮3048安装于第二转杆3043外侧,第一转把3041通过连接杆与蜗杆3049相连接,且蜗杆3049外表面与蜗轮3048外表面传动连接。
再进一步实施例中,升降机构3046包括丝杆3050,且丝杆3050一端与第六斜齿轮3045内部相连接,丝杆3050之间通过移动板3051相连接,且移动板3051一侧与若干组卡块3047相连接。
当需要将冲压杆303与冲压块305进行分离时,手握第一转把3041进行旋转,在第一转把3041的作用下,蜗杆3049带动蜗轮3048进行转动,从而使第二转杆3043发生转动,第二转杆3043带动第五斜齿轮3044进行转动,从而使第六斜齿轮3045进行同步旋转,在第六斜齿轮3045转动的作用下,丝杆3050进行同步旋转,从而带动移动板3051以及卡块3047进行移动,当卡块3047完全不与冲压块305相接触时,即可将冲压块305与冲压杆303进行分离。
具体的,移动套筒机构306包括第二转把3061,且第二转把3061一端通过第二螺纹杆3062与冲压块305内部设置的移动套筒3063相连接,移动套筒3063外侧与第二限位板3064滑动连接,顶模具307顶部连接块上开设有与移动套筒3063相匹配的套筒槽。
当需要对顶模具307进行更换时,手握第二转把3061进行旋转,第二转把3061带动第二螺纹杆3062进行旋转,从而使移动套筒3063进行移动,当移动套筒3063完全不与顶模具307相接触时,即可将顶模具307与冲压块305进行分离,对顶模具307进行更换使其更好的适应不同造型的排水板的生产需求,第二限位板3064的设置可对移动套筒3063的移动位置进行一定程度的限定。
术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明的简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种压制钕铁硼磁场成型装置
- 一种免蒸压环保型墙体材料压制成型装置
- 一种用于粉末压制成型的超声波装置
- 一种粉末状材料双向压制成型的装置及压制成型的方法
- 一种杯形粉末制品的压制成型装置及压制成型方法