一种基于局部包络密度的铸件收缩尺寸的精确设计方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及铸件尺寸精度设计技术领域,具体涉及一种基于局部包络密度的铸件收缩 尺寸的精确设计方法。
背景技术
为了达到减少零件生成成本和机加工次数的目的,工厂和企业在不断寻求各种方法的 时候,近净成形技术的出现无疑为此提供了有力手段,于是铸造方法也层出不穷,从而实 现优质且低成本的零件成形,而其研究主要集中在控形和控性两方面,故而铸件收缩尺寸 的精度控制成为近净成形精确控形领域的不可缺少的一环。由于在铸件收缩过程中受到铸 型和型芯等结构的机械阻碍,因此不同结构的铸件所受的约束(受阻)程度不同,结构复 杂的铸件则更可能存在着约束程度不同的局部结构。因而需要新的设计方法提高对铸件收 缩尺寸的控制能力,从而达到铸件尺寸精度目的。
目前,由于经验缩尺的方法存在着较大的尺寸精度误差,而Thon Campbell所研究的 包络密度与铸件收缩率的关系又仅停留在对铸件整体的研究,而并未涉及铸件局部包络密 度的研究,并且由于结构复杂的铸件存在着约束程度不同的局部结构,因此对于结构复杂 的铸件,采用该方法后铸件依旧存在与经验缩尺方法同等的尺寸精度误差,致使该方法对 铸件的尺寸精度提高效果并不明显。
发明内容
本发明的目的是要解决现有经验缩尺法存在铸件尺寸精度误差大,以及整体包络密度 法提高铸件尺寸精度效果不明显的问题,而提供一种基于局部包络密度的铸件收缩尺寸的 精确设计方法。
一种基于局部包络密度的铸件收缩尺寸的精确设计方法,按以下步骤完成:
一、按收缩中心射线划分法将试验模型划分成若干个局部包络体,先计算任意一个局 部包络体的局部包络密度,并依据局部包络密度与收缩率的二次关系曲线,得出该局部包 络体的收缩率,然后采用同样方法得出试验模型所有的局部包络体的收缩率;
二、将试验模型所有的局部包络体的收缩率转换成铸件上同一部位的收缩率,转换公 式如下:
ε
式中,ε
本发明的有益效果:
(1)本发明一种基于局部包络密度的铸件收缩尺寸的精确设计方法,在整体包络密 度法的基础上,设计出一种局部包络密度法,将整体包络体采用收缩中心射线划分法分成 若干个局部包络体,并依据局部包络密度与收缩率的二次关系曲线,得出铸件所有的局部 包络体的收缩率,实现量化局部约束影响,提高铸件局部尺寸的精度,解决了现有经验缩 尺法和整体包络密度法存在铸件尺寸精度误差大的缺陷。
(2)本发明一种基于局部包络密度的铸件收缩尺寸的精确设计方法,能够提高铸件 尺寸精度,打破了现有技术无法提高铸件尺寸精度的技术局限;设计方法合理可行,可操 作性强,并且可以运用于不同种类的合金中,极大的拓展了应用范围。
本发明可获得一种基于局部包络密度的铸件收缩尺寸的精确设计方法。
附图说明
图1为实施例1中按收缩中心射线划分法将试验模型划分成若干个局部包络体的示意 图;
图2为实施例1中试验模型的三维示意图;
图3为实施例1中试验模型的尺寸示意图;
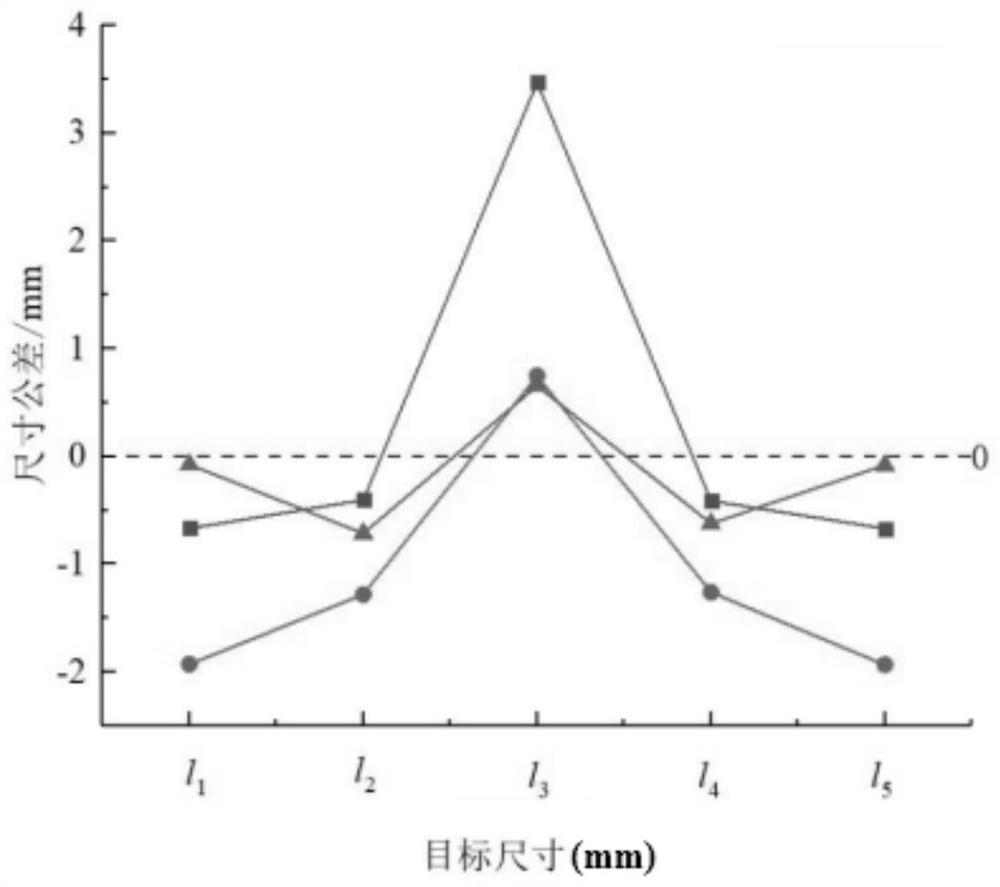
图4为实施例1中利用ZL205A铝合金,分别采用经验缩尺法、整体包络密度法和本实施例局部包络密度法进行铸件尺寸精度试验得到的试验参数图,■代表经验缩尺法,●代表整体包络密度法,▲代表本实施例局部包络密度法;
图5为实施例1中A组、B组、C组、D组和E组铸件的结构示意图,图中由左至 右依次为A组、B组、C组、D组和E组铸件,注:黑色部分为铸件的实体部分;
图6为实施例1中试验模型的局部包络密度与收缩率的二次关系拟合曲线图,■代表 模拟数据,●代表实验数据,y=-0.025x
具体实施方式
具体实施方式一:本实施方式一种基于局部包络密度的铸件收缩尺寸的精确设计方 法,按以下步骤完成:
一、按收缩中心射线划分法将试验模型划分成若干个局部包络体,先计算任意一个局 部包络体的局部包络密度,并依据局部包络密度与收缩率的二次关系曲线,得出该局部包 络体的收缩率,然后采用同样方法得出试验模型所有的局部包络体的收缩率;
二、将试验模型所有的局部包络体的收缩率转换成铸件上同一部位的收缩率,转换公 式如下:
ε
式中,ε
本实施方式的有益效果:
(1)本实施方式一种基于局部包络密度的铸件收缩尺寸的精确设计方法,在整体包 络密度法的基础上,设计出一种局部包络密度法,将整体包络体采用收缩中心射线划分法 分成若干个局部包络体,并依据局部包络密度与收缩率的二次关系曲线,得出铸件所有的 局部包络体的收缩率,实现量化局部约束影响,提高铸件局部尺寸的精度,解决了现有经 验缩尺法和整体包络密度法存在铸件尺寸精度误差大的缺陷。
(2)本实施方式一种基于局部包络密度的铸件收缩尺寸的精确设计方法,能够提高 铸件尺寸精度,打破了现有技术无法提高铸件尺寸精度的技术局限;设计方法合理可行, 可操作性强,并且可以运用于不同种类的合金中,极大的拓展了应用范围。
具体实施方式二:本实施方式与具体实施方式一不同点是:步骤一中所述的收缩中心 射线划分法包括以下步骤:先确定试验模型的收缩中心以及试验模型的包络体,然后从收 缩中心向试验模型的包络体做若干根射线,两条相邻射线与包络体的边线形成的闭合空间 即为一个局部包络体。
其他步骤与具体实施方式一相同。
具体实施方式三:本实施方式与具体实施方式一或二不同点是:所述试验模型的收缩 中心为试验模型的质量中心。
其他步骤与具体实施方式一或二相同。
具体实施方式四:本实施方式与具体实施方式一至三之一不同点是:步骤一中所述的 试验模型按照铸件的尺寸大小进行构建。
其他步骤与具体实施方式一至三相同。
具体实施方式五:本实施方式与具体实施方式一至四之一不同点是:步骤一中所述的 局部包络密度为局部包络体内试验模型的质量与局部包络体的体积的比值。
其他步骤与具体实施方式一至四相同。
具体实施方式六:本实施方式与具体实施方式一至五之一不同点是:步骤一中所述的 局部包络密度与收缩率的二次关系曲线经以下步骤得到:利用模拟软件对壁厚为50mm~250mm的试验模型在降温过程中的收缩行为进行模拟,并记录试验模型在收缩前 后不同局部包络密度所对应的收缩率,再利用绘图软件拟合试验模型的局部包络密度与收缩率的二次关系曲线。
其他步骤与具体实施方式一至五相同。
具体实施方式七:本实施方式与具体实施方式一至六之一不同点是:所述模拟软件为 ANSYS模拟软件。
其他步骤与具体实施方式一至六相同。
具体实施方式八:本实施方式与具体实施方式一至七之一不同点是:所述试验模型为 ZL205A铝合金。
其他步骤与具体实施方式一至七相同。
具体实施方式九:本实施方式与具体实施方式一至八之一不同点是:降温过程是将试 验模型从600℃降温至25℃。
其他步骤与具体实施方式一至八相同。
具体实施方式十:本实施方式与具体实施方式一至九之一不同点是:所述绘图软件为 Origin绘图软件。
其他步骤与具体实施方式一至九相同。
采用以下实施例验证本发明的有益效果:
实施例1:一种基于局部包络密度的铸件收缩尺寸的精确设计方法,按以下步骤完成:
一、按照ZL205A铝合金铸件的尺寸大小构建ZL205A铝合金试验模型,按收缩中心射线划分法将试验模型划分成若干个局部包络体(如图1所示),先计算任意一个局部包 络体的局部包络密度,并依据局部包络密度与收缩率的二次关系曲线,得出该局部包络体 的收缩率,然后采用同样方法得出试验模型所有的局部包络体的收缩率。
局部包络密度为局部包络体内试验模型的质量与局部包络体的体积的比值,局部包络 密度是表征铸件收缩时受约束的程度,铸件线收缩率则与铸件收缩时的约束程度有关,因 此铸件的线收缩率与铸件包络密度间存在一定的函数关系。
所述的收缩中心射线划分法包括以下步骤:以试验模型的质量中心作为试验模型的收 缩中心,同时确定试验模型的包络体,然后从收缩中心向试验模型的包络体做若干根射线, 两条相邻射线与包络体的边线形成的闭合空间即为一个局部包络体。
局部包络密度与收缩率的二次关系曲线经以下步骤得到:利用ANSYS模拟软件对壁 厚为50mm~250mm的试验模型从600℃降温至25℃的降温过程中的收缩行为进行模拟,并记录试验模型在收缩前后不同局部包络密度所对应的收缩率;再利用Origin绘图软件拟合试验模型的局部包络密度与收缩率的二次关系曲线,如图6所示,■代表模拟的数据,y=-0.025x
表1为A组、B组、C组、D组和E组铸件的包络密度与线收缩率的对应参数;
表1
如图5所示,图中由左至右依次为A组、B组、C组、D组和E组铸件的结构示意 图,注:黑色部分为铸件的实体部分。
表1中,t代表铸件厚度;l
对比实验:
取总长度均为140mm的三种不同形状的ZL205A铝合金,包络密度依次为2.82、2.25和1.6,加工出三组铸件,每组铸件分别测量五次并取五次测量值的平均值作为加工后铸件的尺寸,然后根据铸件加工前后的尺寸计算收缩率,同时将三组实验中包络密度与收缩率的对应关系与利用Origin绘图软件拟合的试验模型的包络密度与收缩率的二次关系曲线进行对比,对比结果如图6所示,■代表模拟的数据,●代表实验数据,可以看出模拟 的数据与实验数据非常接近,即以模拟的数据作为包络密度与收缩率的关系的对照是可靠的,数据是非常接近真实数据的。
上述三组实验数据如表2所示(单位:mm):
表2
二、将试验模型所有的局部包络体的收缩率转换成铸件上同一部位的收缩率,转换公 式如下:
ε
式中,ε
铸件尺寸精度试验:
如图2-图3所示,测量试验模型L1-L5的尺寸,分别利用经验缩尺法,整体包络密度法和局部包络密度法对l
- 一种基于局部包络密度的铸件收缩尺寸的精确设计方法
- 一种基于局部包络密度的铸件收缩尺寸的精确设计方法