热压成形品的制造方法以及热压成形品
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及热压成形品的制造方法以及热压成形品。
本申请基于在2020年4月20日向日本申请的专利申请2020-074701号要求优先权,在此引用其内容。
背景技术
近年来,为了环境保护和防止全球变暖,要求抑制化学燃料的消耗。这样的要求例如对于作为移动手段在每天的生活、活动中不可或缺的汽车也不例外。针对这样的要求,对于汽车,研究了通过车身的轻量化等来提高燃料经济性等。汽车的结构大多由铁、特别是钢板形成,因此,减薄该钢板来减轻重量对于车身的轻量化而言效果较大。然而,若单纯地减薄钢板的厚度来降低钢板的重量,则担忧作为结构物的强度降低、安全性降低。因此,为了使钢板的厚度变薄,要求提高所使用的钢板的机械强度以使得不使结构物的强度降低。
因此,对于通过提高钢板的机械强度,即使比以前使用的钢板薄也能够维持或提高机械强度的钢板,进行了研究开发。这样的对于钢板的要求不仅在汽车制造业中进行,在各种制造业中也同样地进行。
通常,具有高的机械强度的材料在弯曲加工等成形加工中存在形状冻结性低的倾向,在加工成复杂的形状的情况下,加工本身变得困难。作为解决关于该成形性的问题的手段之一,可列举所谓的“热压方法(也称为热冲压法、热模压法、高温压制法、热压制法、模压淬火法)”。在该热压方法中,将作为成形对象的材料暂时加热至高温(例如850℃以上)而奥氏体化,在对通过加热而软化了的材料进行压制加工从而成形后、或者在成形的同时,通过利用模具急速冷却而进行马氏体相变,由此在成形后能够得到高强度的加工品。
根据该热压方法,将材料暂时加热至高温而使其软化,在材料软化了的状态下进行压制加工,因此能够容易地对材料进行压制加工。因此,通过该热压加工,能得到兼具良好的形状冻结性和高的机械强度的压制成形品。特别是在材料为钢的情况下,通过成形后的冷却所带来的淬火效果,能够提高压制成形品的机械强度。
然而,在将该热压方法应用于钢板的情况下,通过加热至例如800~850℃以上的高温,表面的铁等氧化而生成氧化皮(氧化物)。因此,在进行热压加工后,需要除去该氧化皮的工序(除氧化皮工序),生产率降低。另外,对于需要耐蚀性的构件等而言,在加工后需要对构件表面进行防锈处理、金属被覆,因此需要表面清洁化工序、表面处理工序,生产率仍然降低。
作为抑制这样的生产率降低的方法的例子,可列举对钢板实施被覆的方法。通常,作为钢板上的被覆,使用有机系材料、无机系材料等各种材料。其中,对于钢板,从其防蚀性能和钢板生产技术的观点出发,较多地应用具有牺牲防蚀作用的锌系镀层。另一方面,为了得到淬火效果,大多在热压加工中的加热温度为比钢的Ac3相变点高的温度的条件下进行,例如加热温度为800~1000℃左右。但是,该加热温度比有机系材料的分解温度、Zn系等金属材料的沸点等高。因此,在为了热压而对被覆了有机系材料、Zn系金属材料的钢板进行加热的情况下,钢板的表面的镀层蒸发,有时成为表面性状显著劣化的原因。
在要避免这样的表面性状的劣化的情况下,对于加热至高温的进行热压加工的钢板,例如优选被覆与有机系材料被覆、Zn系金属被覆相比沸点高的Al系金属。
通过使用实施了Al系金属被覆的钢板、所谓的镀Al钢板,能够防止氧化皮附着于钢板表面,不需要除氧化皮工序等工序,因此生产率提高。另外,Al系金属被覆也具有防锈效果,因此涂装后的耐蚀性也提高。
例如在专利文献1中记载了一种将对具有规定的钢成分的钢实施Al系金属被覆而得到的镀Al钢板用于热压加工的方法。
然而,若对以往的热压成形用的镀Al钢板(在钢板的两面设置有Al镀层的镀层钢板)进行热压成形,则由于Al镀层的表面的Al合金镀层、形成于其表面的氧化膜(氧化铝)为硬质,因此冲模模具(Die)的表面磨损,其结果,特别是有时冲模模具的形状变形成为问题。
针对这样的课题,在专利文献2中公开了一种热压用镀层钢板,其中,在镀层钢板本体的Al镀层侧的面上设置有锌系金属皂被膜。在专利文献2中公开了:能抑制热压成形时的热压用模具(冲模模具)的滑动面的磨损的产生。
然而,在专利文献2的技术中,在热成形过程中材料与冲模模具摩擦从而金属皂皮膜的一部分剥离,由此模具产生磨损,若持续多次热压,则存在磨损了的模具的表面凹凸增加的情况。在该情况下,存在在压制成形后的材料侧产生咬住的课题、滑动性降低等的课题。
针对这样的课题,近年来正在研究对冲模模具的坯料的表面实施氮化处理、PVD处理这样的形成硬质层的处理来提高模具的耐磨损性。
例如,在专利文献3中公开了一种对被用于镀锌钢板的热压的模具施加了硬质皮膜的技术。另外,在专利文献4、5和6中公开了以下技术:在镀铝或锌的钢板、或者在Al镀层之上具有锌化合物或金属锌层作为最表层的镀Al钢板的热压中,利用实施了氮化物等的硬质的PVD皮膜的冲模模具。
另一方面,对于被用于汽车等的压制成形品,也要求光泽度低、具有漂亮的外观。这是因为,若光泽度高,则被视为在成形品上损伤多,担心招致耐蚀性的降低等。然而,在热压中,通常,纵壁部与模具摩擦从而光泽度增加,外观的品质降低。在利用专利文献3~6所记载的使用在模具的表面施加有氮化层、PVD等的硬质皮膜的模具的技术的情况下,由于模具的表面为硬质,因此存在材料表面容易受到损伤的课题。特别是在使用热模压等的热压方法的情况下,存在以下课题:由于材料在高温的状态下迅速地被压制成形至下止点,因此材料表面处于高温软化的状态,材料表面更容易因模具而受到损伤,压制成形品的表面外观受损。
即,以往,在对镀Al钢板进行热压来制造成形品(热压成形品)时,在确保成形品的优异的表面外观(低的光泽度)的基础上抑制模具的磨损是困难的。
在先技术文献
专利文献
专利文献1:日本国专利3931251号公报
专利文献2:日本国专利第6369659号公报
专利文献3:日本国专利第6055324号公报
专利文献4:日本国专利第6477867号公报
专利文献5:日本国专利第6125313号公报
专利文献6:国际公开第2019-198728号
发明内容
本发明是鉴于上述课题而完成的。
本发明的目的是提供用于抑制模具的磨损、并且得到表面外观(外观)优异的热压成形品的、热压成形品的制造方法和表面外观优异的热压成形品。
本发明人进行了研究,结果知晓:在为了提高模具(冲模模具)的耐磨损性而使用在表面形成有硬质层的模具对镀Al钢板进行热压时,在将成形开始时(移动的冲模模具接触到镀Al钢板时)的所述镀Al钢板的温度以℃为单位设为Tm、将从成形开始时起直到到达下止点时(所述冲模模具到达下止点时)为止的所述冲模模具的平均移动速度(所谓的成形速度)以mm/s为单位设为V时,通过所述Tm和所述V满足下述(1)式,而且,在供于成形的镀Al钢板的表面形成包含Mg、Ca、V、Ti、Zn中的至少1种金属的金属层、或者包含Mg、Ca、V、Ti、Zn的氧化物的金属氧化物层、或者上述金属层与上述金属氧化物层的混合层,能够将成形品的光泽抑制得较低,能够得到表面外观优异的热压成形品。
800-(HV
该(1)式意味着:在模具的表面具有提高耐磨损性的硬质层的情况下,为了得到表面外观优异的热压成形品,与该硬质层的硬度相应的、成形开始温度、冲模模具的平均移动速度的控制是重要的。
规定了成形开始温度的上限的Tm≤850-(V/4)-(HV
另外,规定了成形开始温度的下限的800-(HV
(1)式中的系数(1/4、1/40、1/100)是根据目前为止的本发明人的经验和新得到的实验结果等导出的、用于将维氏硬度、成形速度的影响换算为温度的值。
本发明是基于上述见解而完成的。本发明的主旨如下。
[1]本发明的一方式涉及的热压成形品的制造方法,具有将镀Al钢板加热至850℃~1000℃的加热工序、和在所述加热工序后使用冲模模具将所述镀Al钢板进行成形而得到热压成形品的成形工序,所述镀Al钢板具有母材钢板、形成于所述母材钢板的表面的Al镀层、和形成于所述Al镀层的表面的被覆层,所述被覆层是包含Mg、Ca、V、Ti、Zn中的至少1种金属的金属层、包含Mg、Ca、V、Ti、Zn中的1种以上的金属的氧化物的金属氧化物层、或者包含所述金属层和所述金属氧化物层的混合层,所述冲模模具在表面具有硬质层,在具有所述硬质层的位置处的所述冲模模具的表面硬度HV
800-(HV
[2]根据上述[1]所述的热压成形品的制造方法,上述HV
800-(HV
[3]根据上述[1]或[2]所述的热压成形品的制造方法,上述被覆层的厚度可以为0.3~10.0μm。
[4]根据上述[1]~[3]的任一项所述的热压成形品的制造方法,所述成形开始时的所述冲模模具的表面温度可以为5℃以上且180℃以下。
[5]本发明的另一方式涉及的热压成形品,由具有Al镀层的镀Al钢板构成,且表面的Gs60°为30以下,所述Gs60°是JIS Z 8741:1997中所规定的光泽度。
[6]根据上述[5]所述的热压成形品,上述Gs60°可以为25以下。
[7]根据上述[5]或[6]所述的热压成形品,也可以:在上述Al镀层的表面具有被覆层,上述被覆层是包含Mg、Ca、V、Ti、Zn中的至少1种金属的金属层、或包含Mg、Ca、V、Ti、Zn中的1种以上的金属的氧化物的金属氧化物层、或包含上述金属层和上述金属氧化物层的混合层。
[8]根据上述[7]所述的热压成形品,上述被覆层的厚度可以为0.3~10.0μm。
根据本发明的上述方式,能够得到用于抑制模具的磨损并且得到表面外观优异的热压成形品的、热压成形品的制造方法和表面外观优异的热压成形品。
附图说明
图1是在本实施方式涉及的热压成形品的制造方法中使用的镀Al钢板的示意图。
图2是表示热压成形品的表面外观的评价装置的图。
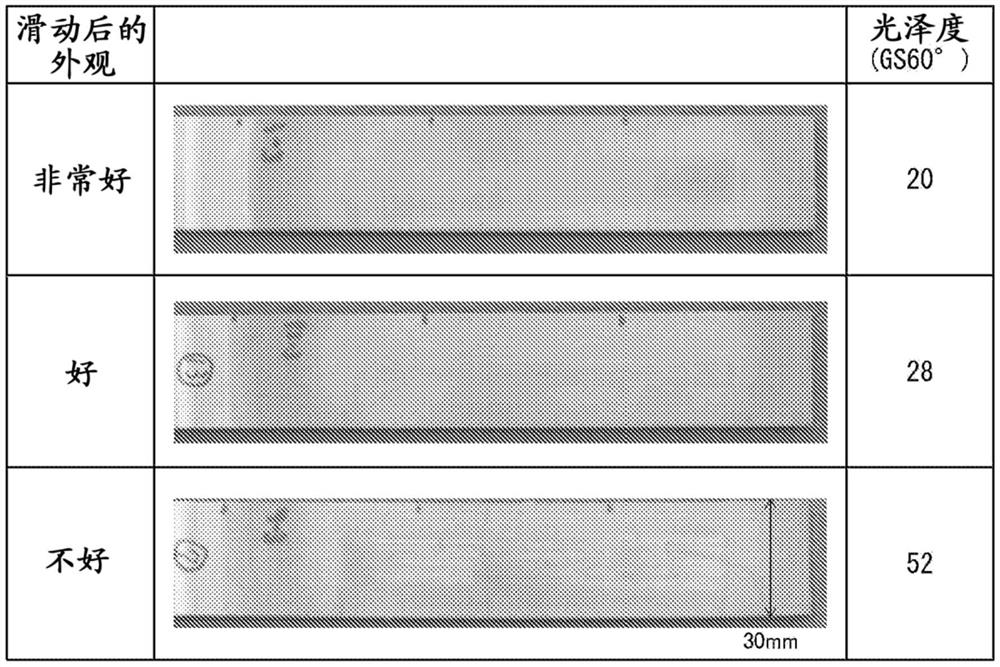
图3是表示利用图2的评价装置进行了试验的热成形品的滑动部的外观和光泽度的测定例的图。
具体实施方式
对本发明的一实施方式涉及的热压成形品的制造方法(本实施方式涉及的热压成形品的制造方法)和本发明的一实施方式涉及的热压成形品(本实施方式涉及的热压成形品)进行说明。
<热压成形品的制造方法>
本发明人调查了在将镀Al(镀铝)钢板利用热压法加热并在其后紧接着进行压制成形的工艺的情况下,镀层受到损伤、热压成形品的光泽度变高的原因。其结果,查明原因在于以下的4点。
1)在加热后,在Al镀层表面通过Al镀层和母材进行合金化反应而形成的硬质的Al-Fe系的合金层和/或硬质的氧化铝在压制成形时通过镀Al钢板的表面与模具摩擦而剥落,剥落的合金层和氧化铝如研磨粉那样起作用,强烈地损伤镀Al钢板的表面的镀层,
2)在施加了硬质皮膜的模具表面,如果硬度低则模具磨损,如果硬度高,则反而被模具摩擦的镀铝钢板的表面(例如在纵壁部)受伤,
3)在加热后紧接着进行压制成形的情况下,若成形开始的温度高,则铝镀层软质化,因此镀铝钢板表面容易因被模具摩擦而受到损伤,
4)在进行压制成形的情况下,在成形开始后的成形中,镀铝钢板的温度被接触的模具排热,镀铝钢板的温度降低,但在成形速度快的情况下,排热被抑制,以镀铝钢板的温度更加维持高温的状态与模具摩擦,镀铝钢板的表面更容易受到损伤。
本发明人基于该见解发现:通过用硬度低的金属或硬度低的金属氧化物的层覆盖Al镀层表面、且成形温度T(℃)和成形速度V(mm/s)相对于模具的表面硬度HV
本实施方式涉及的热压制成形品的制造方法,具有:将镀Al钢板加热至850℃~1000℃的加热工序和在所述加热工序后使用冲模模具将所述镀Al钢板进行成形而得到热压制成形品的成形工序。成形工序在离开加热炉例如30秒以内进行。
另外,上述镀Al钢板具有母材钢板、形成于上述母材钢板的表面的Al镀层、和形成于上述Al镀层的表面的被覆层,上述被覆层是包含Mg、Ca、V、Ti、Zn中的至少1种金属的金属层、或包含Mg、Ca、V、Ti、Zn中的1种以上的金属的氧化物的金属氧化物层、或包含上述金属层和上述金属氧化物层的混合层。
另外,所述冲模模具,在模具表面具有硬质层,所述模具表面是在成形工序中与镀Al钢板接触的表面,在具有所述硬质层的位置处的所述冲模模具的表面硬度HV
另外,将成形工序的、成形开始时的上述镀Al钢板的温度(成形温度)以℃为单位设为Tm,将从成形开始起直到下止点为止的上述冲模模具的平均移动速度(成形速度)以mm/s为单位设为V时,上述Tm和上述V满足下述(1)式。
800-(HV
在压制成形中,钢板被引入冲模模具的冲模腔中而被成形。在冲模腔的边缘(也称为冲模肩部、R部)朝向冲模腔的外侧突出并弯曲的情况下,钢板被引入冲模腔中时进行收缩凸缘变形。
在拉深成形的情况下,在收缩凸缘变形中,随着钢板接近冲模腔的边缘(冲模肩部),厚度增加。若钢板的厚度增加,则会对钢板赋予高的面压力。
在弯曲成形的情况下,在收缩凸缘变形中,随着钢板接近冲模腔的边缘(冲模肩部),钢板产生褶皱。若钢板产生褶皱,则在冲模腔附近成为褶皱的钢板与冲模模具接触,接触的部位变为高面压力。
在本实施方式涉及的热压成形品的制造方法中,在热压成形中,例如,根据需要进行冲裁(落料加工)后,加热至高温而使镀层钢板软化。然后,使用模具,以成形温度Tm℃、成形速度Vmm/s将软化了的镀层钢板进行压制来成形,其后,通过由在模具中保持所致的排热进行急速冷却。这样,在热压成形中,通过使镀层钢板暂时软化,能够容易地进行后续的压制。另外,热压成形出的压制成形品,通过加热以及冷却而被淬火,成为按维氏硬度计具有HV400以上(载荷1kgf(9.8N))的高硬度的成形品。
[加热工序]
在加热工序中,将镀Al钢板加热至850℃~1000℃。通过使加热温度为处于母材钢板的Ac3点以上的850℃以上,能够使镀Al钢板(的母材部)奥氏体化,在后面工序的成形工序中提高成形性。另外,若将镀Al钢板加热至850℃以上,则通过在其后紧接着利用模具进行急速冷却,能够使母材钢板进行马氏体相变,其结果,作为热压成形品,能够得到高的抗拉强度。若在利用模具进行急速冷却之前钢板温度下降,则从奥氏体向铁素体的相变进展,即使利用模具急速冷却也不能得到所希望的马氏体相变。而且,加热至850℃以上也有助于:使镀Al钢板的Al镀层与母材钢板的合金化反应充分进行,在表面形成硬质且耐损伤性良好的Al-Fe系合金层。当加热温度低于850℃时,在模具中的冷却前开始铁素体相变,有时成形品不能得到充分的硬度。因此,将加热温度设为850℃以上。为了即使在成形工序中也将钢板温度保持在高温,加热温度优选为890℃以上,更优选为910℃以上,进一步优选为925℃以上。
另一方面,若加热温度超过1000℃,则铝镀层(Al镀层)表面的氧化过于进行,模具的磨损增加。另外,也导致在高温下压制成形,镀层表面变为软质,材料侧也容易从模具受到损伤。因此,将加热温度设为1000℃以下。加热温度优选为980℃以下,更优选为960℃以下。
作为加热方法,除了能采用通常的电炉、辐射管式炉的辐射加热以外,也能够采用红外线加热、通电加热、感应加热等的加热方法。加热可在大气气氛、氮气气氛、燃烧气体气氛下进行,气氛的露点没有特别限定,但加热气氛优选含有10体积%以上的氧气。通过含有10体积%以上的氧气,能够抑制Al镀层表面上的被覆层的蒸发。氧气的含量更优选是与大气气氛中的相同的20体积%或其以上。
通过加热实现的升温速度优选为7.0℃/s以下。在本实施方式涉及的热压成形品的制造方法中,在进行加热的镀Al钢板中,作为形成于Al镀层的表面的被覆层,有时包含比Al的沸点(2467℃,参见化学便览修订2版·基础篇I(作者:日本化学会,出版社:丸善株式会社,出版日1975年)。)低的Zn(沸点907℃,参见前述出版物。)、Mg(沸点1107℃,参见前述出版物。)、Ca(沸点1487℃,参见前述出版物。)。因此,通过急剧的升温,被覆层的蒸发被促进,压制后的部件外观有可能变差。通过使升温速度为7.0℃/s以下,被覆层被气氛中的氧氧化,抑制了过度的蒸发。升温速度更优选设为6.0℃/s以下。
作为升温速度(℃/s)的求法,通过在钢板上点焊连接K型热电偶,测定从加热初始的温度Ts(℃)开始直到到达850℃为止的板升温,除以加热开始后从板温Ts开始直到到达850℃为止的时间t(秒)来求出。作为式子,用(850-Ts)/t求出升温速度。
(镀Al钢板)
供于加热工序的镀Al钢板,具有母材钢板、形成于母材钢板的表面的Al镀层、和形成于Al镀层的表面的被覆层。该被覆层是包含Mg、Ca、V、Ti、Zn中的至少1种金属的金属层、或包含Mg、Ca、V、Ti、Zn中的1种以上的金属的氧化物的金属氧化物层、或包含上述金属层和上述金属氧化物层的混合层。
具体而言,例如,如图1所示,镀Al钢板1在母材钢板2的两面(上表面以及下表面)具备Al镀层3A、3B,并且,在Al镀层3A、3B各自之上具备被覆层(金属层、金属氧化物层或它们的混合层)4A、4B作为最表层。
母材钢板2(镀覆前的钢板)例如优选是具有高的机械强度(意指例如抗拉强度、屈服点、伸长率、拉深性、硬度、冲击值、疲劳强度、蠕变强度等的与机械性的变形以及破坏相关的各种性质。)的钢板。在本实施方式涉及的热压成形品的制造方法中使用的镀Al钢板1中,母材钢板2的化学组成不被限定,但在要实现高的机械强度的情况下,优选的母材钢板2的化学组成的一例如下。以下,关于化学组成的%,在没有特别说明的情况下意指质量%。
即,母材钢板2的化学组成,例如,以质量%计含有C:0.18%以上且0.50%以下、Si:2.00%以下、Mn:0.30%以上且5.00%以下、Cr:2.00%以下、P:0.100%以下、S:0.100%以下、N:0.0100%以下、Al:0.500%以下、B:0.0002%以上且0.0100%以下,根据需要进一步含有W:3.00%以下、Mo:3.00%以下、V:2.00%以下、Ti:0.500%以下、Nb:0.500%以下、Ni:5.00%以下、Cu:3.00%以下、Co:3.00%以下、Sn:0.100%以下、Sb:0.100%以下、Mg:0.0050%以下、Ca:0.0050%以下、REM:0.0070%以下、和O:0.0070%以下之中的1种以上,余量包含Fe和杂质。
对优选上述的化学组成的理由进行说明。
(C:0.18%以上且0.50%以下)
通过热压法得到的热压成形品,要求具有例如1000MPa以上的高强度。在该情况下,热压成形品的组织(金属组织)要求通过在热压后进行急冷而相变为以马氏体为主体的组织。
当碳(C)含量低于0.18%时,淬火性降低,强度不足。因此,C含量优选为0.18%以上。C含量更优选为0.20%以上,进一步优选为0.22%以上。
另一方面,当C含量超过0.50%时,钢板的韧性的降低显著,加工性降低。因此,C含量优选设为0.50%以下。C含量更优选为0.40%以下,进一步优选为0.35%以下。
(Si:2.00%以下)
硅(Si)含量的下限没有特别限定,可以设为0%,但在硅(Si)小于0.01%的情况下,淬火性和疲劳特性差。因此,Si含量优选为0.01%以上。Si含量更优选为0.05%以上,进一步优选为0.10%以上,更进一步优选为0.30%以上。
另一方面,由于Si是比Fe容易被氧化的元素(易氧化性元素),因此在连续退火镀覆生产线中,如果Si含量超过2.00%,则在退火处理中,在母材钢板表面形成稳定的Si系氧化被膜,担忧热浸Al镀层的附着性受到损害从而产生镀不上。因此,Si含量优选设为2.00%以下。Si含量更优选为1.00%以下,进一步优选为0.80%以下,更进一步优选为0.70%以下或0.60%以下。
(Mn:0.30%以上且5.00%以下)
锰(Mn)是提高钢板的淬透性、而且对抑制由不可避免地混入的S引起的热脆性有效的元素。在Mn含量低于0.30%的情况下,存在淬火性降低从而强度不足的情况。因此,Mn含量优选为0.30%以上。Mn含量更优选为0.50%以上,进一步优选为0.80%以上,更进一步优选为1.00%以上。
另一方面,在Mn含量超过5.00%的情况下,淬火后的冲击特性降低。因此,Mn含量优选设为5.00%以下。Mn含量更优选为4.00%以下,进一步优选为3.00%以下,更进一步优选为2.50%以下或2.00%以下。
(Cr:2.00%以下)
铬(Cr)含量的下限并不特别限定,可以设为0%,但铬(Cr)是起到提高钢板的淬火性的效果的元素。在Cr含量低于0.001%的情况下,有时不能得到上述那样的提高淬火性的效果,强度不足。因此,Cr含量优选为0.001%以上。Cr含量更优选为0.05%以上,进一步优选为0.10%以上。
另一方面,由于Cr是比Fe容易被氧化的元素(易氧化性元素),因此在Cr含量超过2.00%的情况下,在退火处理中,在母材钢板表面形成稳定的Cr系氧化被膜,担忧热浸Al镀层的附着性受到损害从而产生镀不上。因此,Cr含量优选设为2.00%以下。Cr含量更优选为1.60%以下,进一步优选为1.40%以下,更进一步优选为1.00%以下。
(B:0.0002%以上且0.0100%以下)
硼(B)从淬火性的观点出发是有用的元素,通过含有0.0002%以上,淬火性提高。因此,优选使B含量为0.0002%以上。B含量更优选为0.0005%以上,进一步优选为0.0010%以上。
另一方面,若B含量超过0.0100%,则上述的提高淬火性的效果饱和,而且产生铸造缺陷、热轧时的裂纹等,制造性降低。因此,B含量优选设为0.0100%以下。B含量更优选为0.0080%以下,进一步优选为0.0070%以下,更进一步优选为0.0060%以下。
(Al:0.500%以下)
铝(Al)作为脱氧剂而在钢中含有。由于Al与Fe相比是易氧化性元素,因此在Al含量超过0.500%的情况下,在退火处理中,在母材钢板表面形成稳定的Al系氧化被膜,担忧热浸Al镀层的附着性受到损害从而产生镀不上。因此,Al含量优选设为0.500%以下。Al含量更优选为0.200%以下,进一步优选为0.100%以下,更进一步优选为0.080%以下。
另一方面,Al含量的下限并不特别限定,可以设为0%,但从精炼极限方面考虑,将Al含量设为低于0.001%是不经济的。因此,可以将Al含量设为0.001%以上。
(P:0.100%以下)
磷(P)是作为杂质而含有的元素。P也是固溶强化元素,也是能够比较廉价地使钢板的强度上升的元素。但是,在P含量超过0.100%的情况下,韧性降低等的不良影响大幅地出现。因此,P含量优选设为0.100%以下。P含量更优选为0.050%以下,进一步优选为0.020%以下。
另一方面,P含量的下限并不特别限定,可以设为0%,但从精炼极限方面考虑,将P含量设为低于0.001%是不经济的。因此,可以将P含量设为0.001%以上。
(S:0.100%以下)
硫(S)是作为杂质而含有的元素,以MnS的形式成为钢中的夹杂物。在S含量超过0.100%的情况下,MnS成为破坏的起点,延展性和韧性降低,加工性降低。因此,S含量优选设为0.100%以下。S含量更优选为0.050%以下,进一步优选为0.010%以下,更进一步优选为0.005%以下。
另一方面,S在本实施方式涉及的铝系镀层钢板中不需要,因此S含量的下限并不特别限定,可以设为0%,但在将S含量设为低于0.0001%的情况下,从精炼极限方面考虑是不经济的。因此,可以将S含量设为0.0001%以上。
(N:0.0100%以下)
氮(N)是作为杂质而含有的元素,从特性的稳定化的观点出发,优选使用Ti、Nb以及Al等来进行固定(形成为化合物)。若N含量增加,则为了N的固定用而含有的元素的含量变为大量,招致成本上升。因此,N含量优选为0.0100%以下。N含量更优选为0.0080%以下。N含量优选少,可以为0%,但从精炼极限方面考虑,将N含量设为低于0.0010%是不经济的。因此,可以将N含量设为0.0010%以上。
镀Al钢板1的母材钢板2可以具有含有上述的元素、且余量包含Fe和杂质的化学组成,但为了进一步提高特性,母材钢板2也可以进一步含有以下所示的元素(任意元素),以下说明的母材钢板2的任意元素的含量的下限值全部为0%。
(W、Mo:分别为3.00%以下)
钨(W)和钼(Mo)的含量的下限并不特别限定,可以设为0%,但W、Mo从淬火性的观点出发分别是有用的元素,通过含有0.01%以上,发挥提高淬火性的效果。在要得到效果的情况下,优选将W含量、Mo含量分别设为0.01%以上。W含量、Mo含量分别更优选为0.05%以上。
另一方面,在W和Mo的含量分别超过3.00%的情况下,上述效果饱和,另外,成本也上升。因此,W含量、Mo含量优选为3.00%以下。W含量、Mo含量分别更优选为1.00%以下。
(V:2.00%以下)
钒(V)含量的下限并不特别限定,可以设为0%,但V从淬火性的观点出发是有用的元素,通过含有0.01%以上,发挥提高淬火性的效果。因此,在要得到效果的情况下,优选将V含量设为0.01%以上。V含量更优选为0.05%以上。
另一方面,在V含量超过2.00%的情况下,上述效果饱和,另外,成本也上升。因此,V含量优选设为2.00%以下。V含量更优选为1.00%以下。
(Ti:0.500%以下)
钛(Ti)含量的下限并不特别限定,可以设为0%,但Ti是对固定N有效的元素,也可以含有。在要得到该效果的情况下,优选以质量%计含有N含量的约3.4倍以上的Ti。由于N含量即使使其降低也大多成为10ppm(0.001%)左右,因此Ti含量优选为0.005%以上。Ti含量更优选为0.010%以上。
另一方面,若Ti含量变得过量,则淬火性降低,另外,强度降低。这样的淬火性和强度的降低在Ti含量超过0.500%时变得显著。因此,Ti含量优选设为0.500%以下。Ti含量更优选为0.100%以下。
(Nb:0.500%以下)
铌(Nb)含量的下限并不特别限定,可以设为0%,Nb是对固定N有效的元素,也可以含有。在要得到该效果的情况下,优选以质量%计含有N含量的约6.6倍以上的Nb。由于N含量即使使其降低也大多成为10ppm(0.001%)左右,因此Nb含量优选为0.006%以上。Nb含量更优选为0.010%以上。
另一方面,若Nb含量变得过量,则淬火性降低,另外,强度降低。这样的淬透性和强度的降低在Nb含量超过0.500%时变得显著,因此优选将Nb含量设为0.500%以下。Nb含量更优选为0.100%以下。
另外,作为母材钢板2的化学组成,即使含有Ni、Cu、Co、Sn、Sb、Mg、Ca、REM、O等,如果含量为下述所示的上限以下的范围,则并不损害本实施方式中的效果。
(Ni:5.00%以下)
镍(Ni)含量的下限并不特别限定,可以设为0%,但Ni是除了提高淬火性以外还对与耐冲击特性改善相关的低温韧性的提高有用的元素。在要得到上述效果的情况下,优选将Ni含量设为0.01%以上。
另一方面,若Ni含量超过5.00%,则上述那样的效果饱和,另外,成本也上升。因此,优选将Ni含量设为5.00%以下。
(Cu、Co:3.00%以下)
铜(Cu)、钴(Co)各自的含量的下限并不特别限定,可以设为0%,但Cu、Co均是除了提高淬透性以外还对提高韧性有用的元素。在要得到该效果的情况下,优选将Cu含量、Co含量分别为0.01%以上。
另一方面,若Cu、Co各自的含量超过3.00%,则上述那样的效果饱和,另外,成本也上升。另外,过量的Cu、Co的含有均产生铸坯性状的劣化、热轧时的裂纹、伤痕的产生。因此,优选将Cu含量、Co含量分别设为3.00%以下。
(Sn、Sb:0.100%以下)
锡(Sn)和锑(Sb)的含量的下限并不特别限定,分别可以设为0%,但Sn、Sb均是对提高镀层的润湿性、密合性有效的元素。在要得到该效果的情况下,优选含有0.001%以上的Sn和Sb中的至少任一者。
另一方面,在超过0.100%地含有Sn和Sb中的至少任一者的情况下,在制造时容易产生伤痕,另外,韧性降低。因此,Sn含量、Sb含量分别优选为0.100%以下。
(Mg、Ca:0.0050%以下)
Mg、Ca均是作为杂质而含有的元素,Mg含量、Ca含量的下限并不特别限定,分别可以设为0%。通过Mg、Ca都含有,有时在抑制母材的夹杂物方面具有效果,故也可以含有,但在为大量的情况下成为破坏的起点。因此,Mg含量、Ca含量分别优选为0.0050%以下。
(REM、O:0.0070%以下)
REM、O不是必需元素,例如在钢中作为杂质而含有。REM、O是形成氧化物而成为破坏的起点等的带来钢板的特性劣化的元素。另外,存在于钢板的表面附近的氧化物成为表面伤痕的原因,也有时使外观品质劣化。因此,REM含量、O含量越低越好。特别是在REM含量、O含量超过0.0070%时特性劣化显著,因此REM含量、O含量分别优选为0.0070%以下。REM、O含量的下限并不特别限定,可以设为0%,但在实际操作上,精炼上的下限为0.0005%,因此REM含量、O含量的实质的下限分别为0.0005%。
(关于其他的成分)
关于其他的成分,并不特别规定,但有时Zr、As等元素从废料混入。但是,如果混入量为通常的范围,则对本实施方式涉及的母材钢板2的特性(机械强度等)不产生影响。
母材钢板2的化学组成的余量(剩余部分)为铁(Fe)和杂质。所谓杂质意指在工业性地制造钢材时通过矿石或废料等之类的原料混入、或由于制造工序的各种因素而混入的、在不对本实施方式涉及的镀Al钢板1造成不良影响的范围内容许的成分。
(Al镀层)
在本实施方式涉及的热压成形品的制造方法中使用的镀Al钢板1中,Al镀层3A、3B是其组成以质量%计含有50%以上的Al的镀层。Al以外的元素不特别限定,但基于以下的理由,也可以积极地含有Si。
若使Al镀层3A、3B含有Si,则在Al镀层3A、3B与母材钢板2(钢基体)的界面生成Al-Fe-Si合金层,能够抑制在热浸镀时生成的脆的Al-Fe合金层的生成。在Si含量以质量%计低于3%的情况下,在实施镀Al的阶段Al-Fe合金层较厚地生长,在加工时助长镀层裂纹,有可能对耐蚀性造成不良影响。
另一方面,在Si含量以质量%计超过15%的情况下,相反地含有Si的层的体积率增加,镀层的加工性和耐蚀性有可能降低。因此,Al镀层中的Si含量优选设为3~15%。
作为对上述母材钢板施加Al镀层来制造镀Al钢板的方法,可列举下述方法:使通过通常的炼铁、炼钢而调整了化学成分的板坯经过通常的热轧、酸洗、冷轧工序,通过森吉米尔(sendzimir;ゼンジマー)式的连续退火、在热浸Al镀浴中的浸渍和基于擦拭的Al镀层厚度的调整来制造。
Al镀层3A、3B防止作为汽车部件使用的情况下的钢板的腐蚀。另外,Al镀层3A、3B,在通过热压成形对镀Al钢板1进行加工的情况下,即使被加热至高温,也不会在母材的表面产生氧化皮(铁的氧化物)。通过Al镀层3A、3B防止氧化皮产生,能够省略除去氧化皮的工序、表面清洁化工序、表面处理工序等,热压成形品的生产率提高。作为氧化皮的铁的氧化物,通过加热而硬且粗大地生长,因此也成为磨损模具的原因。另外,Al镀层3A、3B,与由其他的金属系材料(例如Zn系材料)形成的镀层相比,沸点以及熔点高。因此,在通过热压成形来进行成形时,Al镀层难以蒸发,能够实现在高的温度下的热压成形。因此,能够进一步提高热压成形中的成形性,能够容易地成形。
通常有在镀Al钢板1的Al镀层的表面存在厚度0.01~0.1μm的氧化Al被膜的情况。该氧化Al被膜有时在热压后厚度增加至0.01~0.5μm。热压后氧化Al被膜的厚度增加是因为由热压成形后的气氛中的氧、水蒸气氧化的缘故。
该氧化Al被膜的形成、厚度的增加,通过在Al镀层的表面形成金属层或金属氧化物层而被抑制。但是,在如本实施方式涉及的镀Al钢板1那样在Al镀层3A、3B上具有包含金属层、金属氧化物层的被覆层4A、4B的情况下,作为最表面侧,氧化Al被膜的形成被抑制,但是,有时在金属层和/或金属氧化物层与Al镀层的界面发生反应而在热压后的金属氧化物层中形成包含Al的金属氧化物。
通过热浸镀时以及伴随热压成形的加热,Al镀层中的Al能够与钢板中的Fe合金化。因此,Al镀层不一定由成分组成恒定的单一的层形成,成为包含部分性地合金化了的层(合金层)的Al镀层。由于合金层硬且脆,因此成为热成形时的模具磨损的原因。然而,通过在表面形成金属层或金属氧化物层,能够抑制该合金层与模具接触而使模具磨损。而且,合金层从模具受到的伤痕也得到抑制,外观的劣化得到抑制。
Al镀层3A、3B的厚度优选为10μm以上且60μm以下。若Al镀层3A、3B的厚度小于10μm,则在母材钢板2上形成铁氧化皮,促进模具的磨损。Al镀层3A、3B的厚度更优选为12μm以上,进一步优选为15μm以上。
另一方面,若Al镀层3A、3B的附着量超过60μm,则镀层受到大的剪切应力,大量的Al镀层剥离。在该情况下,冲模模具受到损伤,促进模具的磨损。Al镀层3A、3B的厚度优选为55μm以下,更优选为50μm以下。
Al镀层3A、3B的厚度,能够通过以能观察厚度方向截面的方式制取试样,将该截面进行研磨后,使用光学显微镜以倍率1000倍进行观察来求出。
(被覆层)
在本实施方式涉及的热压成形品的制造方法中使用的镀Al钢板1中,在Al镀层3A、3B上具备金属层、金属氧化物层或它们的混合层作为最表层的被覆层4A、4B。
该被覆层4A、4B在抑制模具的磨损、得到热压成形品的漂亮的外观方面是非常重要的。
如上所述,在将镀Al钢板1进行了热压的情况下,作为损伤镀层的主要原因之一,可列举在热压加热时在Al镀层表面形成的硬质的Al-Fe合金层、氧化铝的存在。
因此,在本实施方式涉及的热压成形品的制造方法中,在Al镀层3A、3B的表面以覆盖Al镀层3A、3B表面的方式形成包含Mg、Ca、V、Ti、Zn中的至少1种金属的金属层、或包含这些金属的氧化物之中的1种以上的氧化物的金属氧化物层、或包含金属层和金属氧化物层的混合层。金属层、金属氧化物层有效的原因尚不明确,但可考虑莫氏硬度(化学便览基础篇p475,丸善株式会社,1966年(昭和41年)发刊)低的物质有效的可能性。例如,相对于Al(莫氏硬度2.9),Mg(莫氏硬度2.0)、Ca(莫氏硬度1.5)、Zn(莫氏硬度2.5)的莫氏硬度均低。另外,相对于氧化Al(莫氏硬度9),MgO的莫氏硬度为5.5~6,CaCO
作为构成被覆层包含的金属层、金属氧化物层的金属、金属氧化物,从成本和获得的容易度出发,优选金属Zn、Mg、或ZnO、MgO。
另一方面,从抑制在热压的加热工序中的被覆层的蒸发的观点出发,优选:不是沸点比较低的Zn或ZnO单独的层,而是必须包含选自金属层、金属氧化物层和它们的混合层之中的任一者的被覆层,所述金属层包含Mg、Ca、V、Ti中的至少1种金属,所述金属氧化物层包含Mg、Ca、V、Ti中的1种以上的金属的氧化物。
在本实施方式中,金属层、金属氧化物层、或包含金属层和金属氧化物层的混合层,是指含有合计为8质量%以上的选自Mg、Ca、V、Ti、Zn中的至少1种元素的层。
被覆层也可以是金属层的一部分成为氧化物的、金属层与金属氧化物层的混合层。另外,金属层、金属氧化物层也可以是包含上述金属或金属氧化物的层,也可以是金属和/或金属氧化物与树脂混合了的层。由于树脂起到粘合剂的作用,因此通过混合树脂,能够使金属层、金属氧化物层牢固地密合于Al镀层表面。这里所说的树脂意指主要由C构成的化合物、或者包含H、O、N、S且主要由C构成的化合物。即使混合树脂,也容易地在加热炉中燃烧而作为二氧化碳放出,在压制成形后从被覆层消失,因此对金属层、金属氧化物层的特性的影响小。
在热压成形时的加热工序中,镀Al钢板1在具有氧气或水蒸气的气氛中被加热。因此,在从加热炉出来后进行热压成形时、以及热压后(成为热压成形品时),在热压前不为氧化物的金属的一部分或全部被氧化,金属层成为金属层与金属氧化物层的混合层或金属氧化物层。例如,金属Zn层,一部分或全部成为ZnO层。
被覆层4A、4B的形成方法没有特别限制,例如,如果是金属层,则能够通过基于电镀法的析出、基于物理蒸镀法的蒸镀来在镀Al钢板上形成。如果是金属氧化物层,则例如能够采用通过在大气中短时间加热在镀Al钢板上形成的金属层来使其氧化而形成的方法,除此之外,例如,能够通过使市售的金属氧化物溶胶分散于水中,将水分散液涂装在镀Al钢板上,使水分干燥来形成皮膜。此时,也可以向水分散液中混合树脂。
通过将被覆层4A、4B的厚度设为0.3μm以上,能抑制模具的磨损,而且,在热成形后能得到漂亮的热压成形品的外观(能得到低的光泽度)。因此,将被覆层4A、4B的厚度优选设为0.3μm以上。更优选为0.4μm以上,进一步优选为0.5μm以上。
另一方面,当被覆层的厚度超过10.0μm时,有时因金属层或金属氧化物层自身而损害外观。因此,优选将被覆层的厚度设为10.0μm以下。被覆层的厚度更优选为7.0μm以下,进一步优选为5.0μm以下。
被覆层4A、4B(金属层和/或金属氧化物层)的厚度,能够通过用树脂埋入并进行研磨后,使用SEM(扫描电镜:Scanning Electron Microscope)从厚度方向截面以1000倍~30000倍的倍率进行观察来测定。作为该金属层、金属氧化物层、或包含金属层和金属氧化物层的混合层的被覆层4A、4B,是指Mg、Ca、V、Ti、Zn中的至少1种元素的含有率按合计量计为8质量%以上的层,该含有率通过从截面利用EPMA(电子探针显微分析仪:ElectronProbe Micro Analyzer)进行的分析来求出。根据需要,为了使被覆层与埋入树脂的分界明确化,也可以在埋入前对材料表面实施金蒸镀来进行观察。
[成形工序]
在成形工序中,将被加热了的镀Al钢板1在加热工序结束后使用冲模模具进行成形从而得到热压成形品。
若从加热工序结束起直到成形开始为止的时间超过30秒,则通过加热而奥氏体化了的钢板的母材发生铁素体相变,有时在压制后不能得到高强度的马氏体组织。因此,优选将加热工序结束后直至成形开始为止的时间设为30秒以内。由于优选尽可能早地成形,因此不需要对下限进行限定,但若考虑从加热炉到压制机的运送速度、压制机的冲模模具的下降的速度等的设备制约等,则也可以设为3秒以上。但是,直到成形为止的时间以确保镀Al钢板的温度为目的。
(冲模模具)
在成形中使用的冲模模具,并不必须使用特别是作为用途而被限定的材质。可例示JIS的SKD11、SKD61(JIS G4404:2015)所示的一般的工具钢、或高速钢等。
但是,在本实施方式中使用的冲模模具,在与镀Al钢板接触的模具的表面具有硬质层。另外,在具有硬质层的位置处的冲模模具的表面硬度HV
该硬质层在抑制模具的磨损、得到热压成形品的漂亮的外观方面是非常重要的。
为了更加抑制磨损,优选以1.0μm以上的厚度形成硬质层。为了抑制硬质层的内部应力的过度增加、韧性降低,硬质层的厚度的上限优选为20μm以下。
在本实施方式涉及的热压成形品的制造方法中,冲模模具的上模和下模在一定的方向上相对地移动,通过该移动,设置于上模和下模之间的钢板被引入冲模模具的冲模腔而被成形。在这样的压制成形时,冲模模具(上模和下模)在与进行相对移动的方向平行的方向(通常为铅垂方向)的面上与被加工的钢板接触而滑动。关于与进行相对移动的方向平行的方向的面,例如,模具的R部的表面与热压成形品的纵壁部接触,作为其他例子,可列举模具的防皱凸缘部的表面,在为带压边筋的模具的情况下,可列举压边筋头顶部的表面等。
通过冲模模具具备的硬质层的硬度HV
冲模模具的表面硬度HV
在冲模模具上形成的硬质层,如果是满足HV
例如,可列举采用物理蒸镀法(PVD法)形成的硬质涂层(蒸镀膜),具体地可列举以选自Ti、Cr和Al中的1种或2种以上为主体的氮化膜、碳化膜、碳氮化膜、类金刚石碳(DLC)膜等。
其中,作为硬质涂层的蒸镀膜,优选是包含Ti和Cr中的至少一者的膜。例如,优选是其金属元素部分以选自Ti、Cr和Al中的1种或2种以上为主体的氮化物、碳化物、碳氮化物中的任一种。进而,更优选是其金属元素部分以Ti或Cr为主体的氮化物、碳化物、碳氮化物中的任一种。金属元素部分包含Ti、Cr、Al的PVD涂层的硬度HV
在本实施方式中,作为向冲模模具形成硬质层的方法,可列举通过物理蒸镀来进行的蒸镀膜的形成方法。对于物理蒸镀法的种类没有特别限制。作为物理蒸镀法,优选例如电弧离子镀法以及溅射法。另外,也可以使用化学气相沉积(化学气相生长:CVD)法。
例如,通过使用作为金属成分的蒸发源的各种金属制靶和反应气体(N
优选在冲模模具上通过物理蒸镀法(PVD法)形成硬质涂层(蒸镀膜)之前,形成成为下层的氮化层(称为氮化处理的利用了扩散的表面硬化处理)。但是,氮化层一般小于HV1500,在本实施方式中,不包含在作为耐磨损所需要的模具的硬质层中。
氮化层的形成通过对冲模模具的母材实施例如离子氮化处理、即在规定浓度的N
此时,通过氮化处理形成的被称为白层的氮化物层等的化合物层成为使密合性降低的原因,因此优选通过控制处理条件而不使其形成、或者通过研磨等来除去。
在本实施方式涉及的热压成形品的制造方法中,在热压成形中,在将成形开始时的镀Al钢板1的温度以℃为单位设为Tm、将从成形开始起直到下止点为止的冲模模具的平均移动速度以mm/s为单位设为V时,以Tm和V相应于HV
800-(HV
该(1)式在抑制模具的磨损、得到热压成形品的漂亮的外观方面是非常重要的。
成形开始时的镀Al钢板1的温度(成形温度:Tm)(℃)需要为(850-(V/4)-(HV
另外,由于抑制材料(镀Al钢板)侧的损伤的适当的温度也受到模具表面的硬度的影响,因此Tm和V优选满足(2)式。
800-(HV
即,成形开始时的镀Al钢板的温度(成形温度:Tm)(℃)优选为(850-(V/2)-(HV
另一方面,当成形温度Tm(℃)低于(800-(HV
从成形开始起直到下止点为止的冲模模具的平均移动速度V(mm/s)只要满足(1)式、(2)式就没有特别限定,成形品通过与冲模模具接触而被排热,但通过减慢平均移动速度,排热量变大,变得在更低的温度下成形品与冲模模具接触,因此成形品表面的损伤减少,光泽度降低。因此,从外观方面出发,平均移动速度(成形速度)优选为95mm/s以下,更优选为85mm/s以下。但是,如果平均移动速度过慢,则招致过度的成形品的排热,由于材料的马氏体相变的损害、材料表面的硬质化而促进模具的磨损。因此,平均移动速度(成形速度)优选为15mm/s以上,更优选为25mm/s以上。平均移动速度V(mm/s)通过模具的移动距离(mm)除以从成形开始(模具工作的时间点)起直到下止点(模具和压制成形品的移动停止的时间点)为止的时间(秒)而求出。
作为成形开始时的镀Al钢板1的温度(成形温度:Tm)(℃)的测定方法,能够通过辐射温度计、向镀Al钢板1安装热电偶等来进行测定。通常,在安装热电偶的情况下,热电偶的安装部分成为凸状而阻碍热压成形,因此也可以使用安装于镀Al钢板的钢板端部的侧面(与具有Al镀层的面垂直的面)的方法。成形温度Tm(℃)只要满足(1)式、(2)式就没有特别限定,但从在热压时使材料进行马氏体相变、提高压制成形品的机械强度的观点出发,优选为550℃以上,更优选为600℃以上,进一步优选为650℃以上。另一方面,从确保从加热炉到压制成形的移动时间的观点出发,成形温度Tm(℃)优选为850℃以下,更优选为830℃以下,进一步优选为810℃以下。
成形开始时的冲模模具的表面温度优选设为180℃以下。当模具侧受到损伤时,产生凹凸,对材料侧的损伤增加,外观变差,但通过将冲模模具的表面温度设为180℃以下,能够更稳定地抑制冲模模具的损伤。成形开始时的冲模模具的表面温度更优选为170℃以下,进一步优选为160℃以下。冲模模具的表面温度的下限没有特别限定,但优选为5℃以上。另外,由于在成形中通过与被加热了的镀Al钢板接触从而模具温度上升、在连续地进行成形的情况下模具蓄热从而逐渐发生模具温度的上升,因此更优选为20℃以上,进一步优选为50℃以上。
冲模模具的表面温度能够通过点焊在模具上安装热电偶来进行测定。
冲模模具的移动距离优选为150mm以下。在此所说的移动距离意指:在热压成形时从冲模模具与镀Al钢板最初接触起直到因成形结束从而冲模模具的下降停止(一般也称为下止点)为止的、在冲模模具(上模和下模)进行相对移动的方向上的、冲模模具的移动距离。若冲模模具的移动距离变长,则镀Al钢板与模具摩擦而滑动的距离变长。若滑动距离变多,则剥离了的镀层的Al-Fe合金层、氧化Al如研磨材料那样开始起作用,外观逐渐地变差。若移动距离超过150mm,则外观的劣化变大。冲模模具的移动距离更优选为130mm以下,进一步优选为110mm以下。
对于冲模模具的母材的金属材质,并不特别地限定,能够使用例如冷模具钢、热模具钢、高速钢以及超硬合金等公知的金属材料。对此,也能够应用包括基于JIS等的标准金属种类(钢种)在内的、以往作为能够是用于模具的钢种提出的改良金属种类。
<热压成形品>
本实施方式涉及的热压成形品,是由具有Al镀层的镀Al钢板构成的热压成形品,表面的光泽度(Gs60°)为30以下,所述光泽度是在JIS Z 8741:1997中规定的光泽度。
本实施方式涉及的热压成形品能够采用上述的本实施方式涉及的热压成形品的制造方法得到。在本实施方式中,所谓热压成形品不一定是仅指通过伴有镀Al钢板的钢板形状的变形的热压而形成的成形品,也包括在加热后受到滑动的镀Al钢板、在加热后被模具夹持并受到压力的镀Al钢板。
本实施方式涉及的热压成形品,可通过在至少在热压时与冲模模具接触的滑动面,在表面形成有包含Mg、Ca、V、Ti、Zn中的至少1种金属的金属层、包含Mg、Ca、V、Ti、Zn的氧化物的金属氧化物层、或包含上述金属和上述金属氧化物层的混合层的镀Al钢板通过热压进行成形而得到。
因此,在本实施方式涉及的热压成形品的表面,在JIS Z 8741:1997中规定的光泽度(Gs60°)为30以下,表面外观优异。光泽度优选为25以下。
光泽度只要在外观最容易变差的纵壁部(滑动部)测定即可。
另外,在本实施方式涉及的热压成形品中,为了得到上述光泽度,优选:在Al镀层的表面具有下述被覆层,所述被覆层由Ca、V、Ti、Zn中的至少1种金属的金属层、Mg、Ca、V、Ti、Zn中的至少1种金属的金属氧化物层、或包含上述金属层和上述金属氧化物层的混合层构成。另外,被覆层的厚度优选为0.3~10.0μm。
实施例
(实施例1)
在具有表1中所记载的化学组成(单位为质量%,余量为Fe和杂质)的板厚1.4mm的冷轧钢板的两面,利用森吉米尔法实施了镀Al。镀浴浸渍前的退火温度设为约750℃。Al镀浴含有9.5质量%的Si,此外含有从冷轧钢板溶出的Fe,余量为Al。用气体擦拭法调整镀覆后的Al镀层的厚度(单位面积质量),使在冷轧钢板的两面形成的Al镀层的厚度(单位面积质量)均成为20μm后,进行冷却。
然后,在两面的Al镀层上,对于一部分,分别实施用辊涂机涂布药液(シグマアルドリッチジャパン公司制、シーアイ化成株式会社制、多木化学株式会社制、TECNAN公司制、タテホ化学工业株式会社制、铃木工业株式会社制)的氧化Zn、氧化Ti、氧化V、氧化Mg、和/或氧化Ca,并在约80℃进行烘烤的作业,在两面形成了Mg、Ca、V、Ti、和/或Zn的氧化物被膜。在一部分中,相对于氧化Zn混合相同的质量%的聚氨酯树脂,进行涂布、烘烤,形成了被膜。任何被覆层都是Mg、Ca、V、Ti、Zn中的至少1种元素的含有率的合计为8质量%以上。
这样地得到了表3-1~表3-4中所示的镀Al钢板A1~A35。
(实施例2)
在具有表2中所记载的化学组成(单位为质量%,余量为Fe和杂质)的板厚1.4mm的冷轧钢板的两面,利用森吉米尔法实施了镀Al。镀浴浸渍前的退火温度设为约750℃,Al镀浴含有9.5质量%的Si,此外含有从冷轧钢板溶出的Fe,余量为Al。用气体擦拭法调整镀覆后的Al镀层的厚度(单位面积质量),使在冷轧钢板的两面形成的Al镀层的厚度(单位面积质量)均成为30μm后,进行冷却。另外,在Al镀层上的两面,采用离子镀法形成了Mg、Ca、V、Ti、Zn的金属层、以及Zn和Mg的混合的金属层、Zn和V的混合的金属层。另外,对于一部分,同样地在Al镀层上的两面形成金属层后,在700℃、在大气中加热4分钟而使金属层的一部分氧化,由此在Al镀层上形成了氧化物层与金属氧化物层的混合层。任何被覆层都是Mg、Ca、V、Ti、Zn中的至少1种元素的含有率的合计为8质量%以上。
这样地得到了表3-1~表3-4中所示的镀Al钢板A36~A49。
并且,也准备了在Al镀层上未施加金属层或金属氧化物层的镀Al钢板A50、A51。
表1 (质量%)(余量为Fe及杂质)
使用模具对这样得到的镀Al钢板(A1~A51)进行了滑动试验。该试验是模拟热压时的、与冲模模具移动的方向平行的面中的、冲模模具与镀Al钢板之间的滑动的试验。滑动试验使用图2所示的装置,加热至表3-1~表3-4中所示的加热温度后,以加压压力3kN夹于冲模模具,以表3-1~表3-4中所示的成形温度Tm(℃)、成形速度V(mm/s)滑动100mm的距离来进行成形。从加热结束到成形开始的时间设为3~30秒。加热时的气氛设为大气环境。
另外,滑动试验中使用的冲模模具按照以下的要领来准备。
模具的制作
作为工具钢,准备相当于SKD61(JIS G 4404:2015)的钢,在退火状态下粗加工成与图2的6A、6B所示的冲模模具近似的形状,在真空中进行1180℃的加热保持,通过氮气冷却来进行淬火后,通过在540~580℃的温度下的回火来进行调质以使得硬度成为HV600。然后,进行精加工,得到多个冲模模具的基材。
在以下所示的条件下对一部分的上述基材实施了离子氮化处理。具体而言,在流量比为5%N
另外,对于一部分基材,在形成有氮化层的部位形成了硬质层。硬质层为PVD膜,使用电弧离子镀装置,在Ar气氛中施加偏(Bias)电压,进行利用热丝实施的等离子体清洁。然后,使用作为金属成分的蒸发源的各种金属制靶,并且,作为反应气体以N
将各成形条件以及使用的冲模模具的表面硬度、成形开始时的表面温度示于表3-1~表3-4。
对滑动试验后的镀Al钢板进行了外观的评价。在一部分的例子中,在表面施加了金属层的情况下,在热压成形品上,通过加热而被氧化,形成了氧化物层。
[成形后的外观的评价]
通过切断来切取滑动距离50mm位置,使用光泽度计,测定在JIS Z 8741:1997中规定的光泽度(Gs60°)。
将光泽度为25以下评价为VG(非常好:Very Good),将光泽度超过25且为30以下评价为G(好:Good),将光泽度超过30评价为NG(不好:No Good)
[耐磨损性的评价]
另外,进行了模具的耐磨损性的评价。
具体而言,使用接触式粗糙度计(株式会社小坂研究所制的SE700,测定探针的径R为2μm),按照JIS B 0601:2013对成形后的模具表面的形状轮廓进行算术平均粗糙度Ra测定。比较未滑动的部分的Ra和滑动了的部分的Ra的差异,将滑动了的部分的Ra大5μm以上的情况评价为NG(不好:No Good),将差异小于5μm的情况评价为G(好:Good)。
将结果示于表3-1~表3-4。
由表3-1~表3-4可知,根据本发明,能够提高模具的耐磨损性、并且得到热压成形品的滑动部美观(光泽度Gs60°为30以下)的部件。
在比较例中,A3的加热温度过低。另外,A4的加热温度过高。因此,热压后的镀Al钢板产生伤痕,光泽度增加,超过30,外观变差。
A7的成形温度过低。A8、A13和A14的成形温度都过高。因此,热压后的镀Al钢板的外观变差。A7由于成形温度过低,因此模具也磨损了。
另外,A15~A18,模具表面的硬度过低,A15和A16的成形温度也过低。因此,模具产生磨损,热压后的镀Al钢板的外观也变差。
A21,模具表面的硬度过高。因此,热压后的镀Al钢板产生伤痕,外观变差。
A50、A51,由于在Al镀层上没有金属层或金属氧化物层,因此在热压后的镀Al钢板的表面产生伤痕,外观变差。A51,模具的硬度也低,也产生了模具的磨损。
产业上的可利用性
根据本发明,能够得到用于能抑制模具的磨损、并且得到表面外观优异的热压成形品的、热压成形品的制造方法和表面外观优异的热压成形品。
附图标记说明
1 镀Al钢板
2 母材钢板
3A Al镀层(上表面侧)
3B Al镀层(下表面侧)
4A 被覆层(上表面侧)
4B 被覆层(下表面侧)
5 镀Al钢板的加热炉
6A 冲模模具(与镀Al钢板的上表面接触的上模)
6B 冲模模具(与镀Al钢板的下表面接触的下模)。