一种用于面包羽绒服的版型及羽绒服的加工方法
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及一种用于面包羽绒服的版型及羽绒服的加工方法。
背景技术
传统面包羽绒服,指的是外观像面包一样鼓起来的衣服。有时候也会把羽绒服中比较鼓胀的款式叫做面包服;所谓的“面包服”泛指的是廓形设计较为宽松,衣身采用一定厚度填充物制成的外套款式,它的质地很蓬松,看起来像是面包一样可爱俏皮。面包服最大的优点在于其宽松的直筒版型并不挑剔身材,穿着舒适度高且保暖性好。例如在授权公告号CN304719589S,名称为“羽绒服(XY-面包服)”的中国外观设计专利中,公开了这类面包羽绒服。再如授权公告号CN304802809S,名称为“羽绒服(金属面包)”的中国外观专利设计中,也公开了这类面包羽绒服。
传统的面包羽绒通过车缝的方式加工,并通过缝线将羽绒服分隔成多个面包状的区块,因车缝面料过于平服,立体度不够,保暖性能还有待进一步提升。
鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
发明内容
本发明的目的在于提供一种能够提升羽绒服立体感和保暖性能的用于面包羽绒服的版型,本发明的另一目的在于提出采用该版型的羽绒服的加工方法。
为了达到上述目的,本发明采用这样的技术方案:
用于面包羽绒服的版型,包括对应设置的里层版型和面层版型,所述面层版型包括多个版型单元,每个版型单元包括第一侧边、第二侧边、顶边以及底边,第一侧边的上端与顶边的一端连接,第二侧边的上端与顶边的另一端连接,还包括第一连接边、第二连接边、第三连接边以及第四连接边,第一连接边的一端与第一侧边的下端连接,第一连接边的另一端与第二连接边的一端连接,第二连接边的另一端与底边的一端连接,第三连接边的一端与第二侧边的下端连接,第三连接边的另一端与第四连接边的一端连接,第四连接边的另一端与底边的另一端连接,第一连接边与第二连接边之间形成第一缺口,第三连接边与第四连接边之间形成第二缺口,第一缺口的角度大于0°小于等于90°,第二缺口的角度大于0°小于等于90°。
作为本发明的优选方式,所述第一缺口的角度为45°或90°。
作为本发明的优选方式,所述第二缺口的的角度为45°或90°。
作为本发明的优选方式,所述版型单元为四个,四个版型单元自下而上排布并拼成前衣片版型或后衣片版型。
本发明还提出羽绒服的加工方法,包括如下步骤:
步骤A,根据版型加工出面层裁片和里层裁片;
步骤B,将面层裁片与里层裁片缝合在一起并留有充绒口;
步骤C,通过充绒口填充羽绒并将充绒口封闭;
所述版型包括对应设置的里层版型和面层版型,所述面层版型包括多个版型单元,每个版型单元包括第一侧边、第二侧边、顶边以及底边,第一侧边的上端与顶边的一端连接,第二侧边的上端与顶边的另一端连接,还包括第一连接边、第二连接边、第三连接边以及第四连接边,第一连接边的一端与第一侧边的下端连接,第一连接边的另一端与第二连接边的一端连接,第二连接边的另一端与底边的一端连接,第三连接边的一端与第二侧边的下端连接,第三连接边的另一端与第四连接边的一端连接,第四连接边的另一端与底边的另一端连接,第一连接边与第二连接边之间形成第一缺口,第三连接边与第四连接边之间形成第二缺口,第一缺口的角度大于0°小于等于90°,第二缺口的角度大于0°小于等于90°,
面层裁片制作时依所述版型单元裁剪出中间裁片,依据中间裁片的轮廓界定出缝合线,将中间裁片的缝合线对应第一连接边和第二连接边的位置缝合,将中间裁片的缝合线对应第三连接边和第四连接边的位置缝合,使得缝合位置形成鼓起部形成面层裁片。
作为本发明的优选方式,所述面层裁片包括面层前衣片、面层后衣片、面层第一侧片以及面层第二侧片,面层第一侧片以及面层第二侧片均位于面层前衣片与面层后衣片之间,所述里层裁片包括里层前衣片、里层后衣片、里层第一侧片以及里层第二侧片,里层第一侧片以及里层第二侧片均位于里层前衣片与里层后衣片之间。
作为本发明的优选方式,所述面层裁片为多个,所述面层裁片的上端和下端分别缝制在所述里层裁片上并形成横向分割线,横线分割线将羽绒服分割成多个充绒空间。
采用本发明的技术方案后,通过在版型上形成第一缺口和第二缺口,通过版型制作裁片后,裁片上相应形成第一缺口和第二缺口,将第一缺口和第二缺口缝合,从而使得裁片形成箱型结构,在充绒间距不变的情况下,增加其充绒的面积,从而提升保暖性能和增强立体效果。本发明还提出了采用该版型的羽绒服的加工方法,其能够加工立体效果更强、保暖性能更好的面包羽绒服。
附图说明
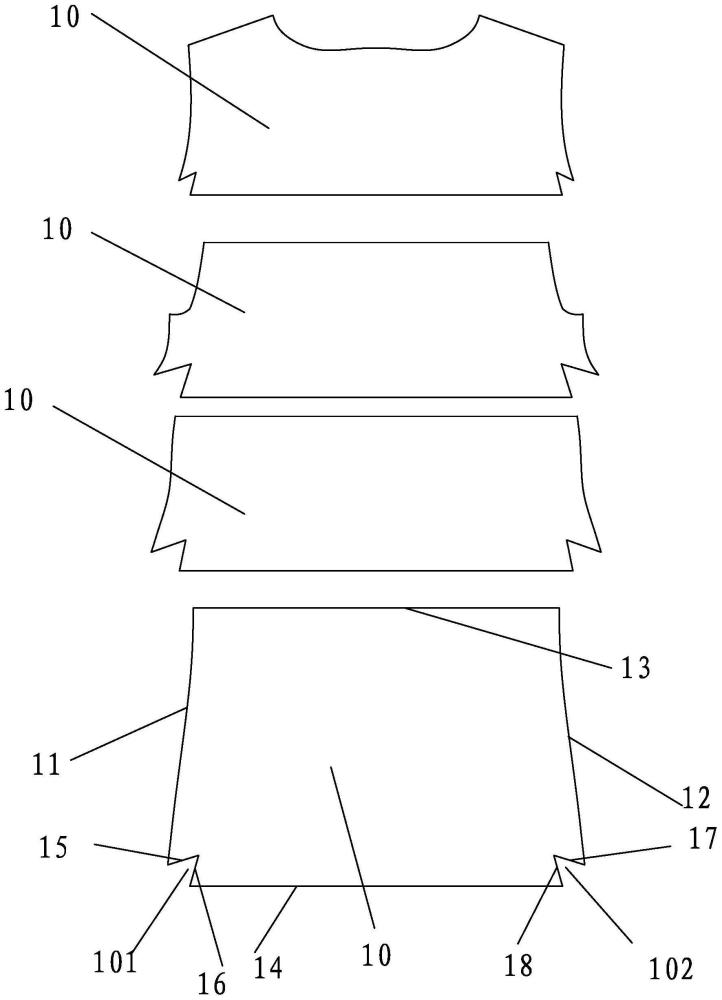
图1为本发明中面层版型的结构示意图。
图2为本发明中里层版型的结构示意图。
图3为本发明中面层前衣片的结构示意图。
图4为本发明中里层前衣片的结构示意图。
图5为本发明中面层前衣片对应第一缺口和第二缺口的位置缝合后的结构示意图。
图6为本发明中里层第一侧片的结构示意图。
图7为本发明中面包羽绒服的结构简图。
图中:
版型单元10 第一侧边11
第二侧边12 顶边13
底边14 第一连接边15
第二连接边16 第三连接边17
第四连接边18 里层版型20
面层前衣片30 缝合线31
鼓起部32 横向分割线33
里层前衣片40 面层第一侧片50
里层第一侧片60 羽绒服100
第一缺口101 第二缺口102
具体实施方式
为了进一步解释本发明的技术方案,下面结合实施例进行详细阐述。
参照图1至图7,用于面包羽绒服的版型,包括对应设置的里层版型20和面层版型,其中里层版型20采用常规的版型,其为一片式结构。本发明中,图1的状态来进行方位描述,本发明中,所述面层版型包括多个版型单元10,各个版型单元10的形状和大小依据身体的形状进行设置。每个版型单元10包括第一侧边11、第二侧边12、顶边13以及底边14,顶边13位于底边14的上方,第一侧边11的上端与顶边13的一端连接,第二侧边12的上端与顶边13的另一端连接,本发明还包括第一连接边15、第二连接边16、第三连接边17以及第四连接边18,第一连接边15的一端与第一侧边11的下端连接,第一连接边15的另一端与第二连接边16的一端连接,第二连接边16的另一端与底边14的一端连接,第三连接边17的一端与第二侧边12的下端连接,第三连接边17的另一端与第四连接边18的一端连接,第四连接边18的另一端与底边14的另一端连接,第一连接边15与第二连接边16之间形成第一缺口101,也即第一连接边15与第二连接边16的连接点朝靠近版型单元10的中心的一侧设置,第三连接边17与第四连接边18之间形成第二缺口102,也即第三连接边17与第四连接板的连接点朝版型单元10的中心的一侧设置,第一缺口101的角度(也即第一连接边15与第二连接边16之间的夹角)大于0°小于等于90°,第二缺口102的角度(也即第三连接边17与第四连接边18之间的夹角)大于0°小于等于90°。作为本发明的优选方式,所述第一缺口101的角度为45°或90°。
作为本发明的优选方式,所述第二缺口102的的角度为45°或90°。在实施例中,第一缺口101和第一缺口101均为45°,第一连接边15的长度与第二连接边16的长度相同,第三连接边17与第四连接边18的长度相同。
作为本发明的优选方式,所述版型单元10为四个或五个单元,四个版型单元10自下而上排布并拼成前衣片版型或后衣片版型。每个版型单元10的下端均设置第一缺口101和第二缺口102,从而使得每个版型单元10对应的裁片缝制后均形成上小下大的箱型结构。
本发明还提出羽绒服100的加工方法,包括如下步骤:
步骤A,根据版型加工出面层裁片和里层裁片;
步骤B,将面层裁片与里层裁片缝合在一起并留有充绒口;
步骤C,通过充绒口填充羽绒并将充绒口封闭;
其中面层裁片依据上述介绍的版型来裁剪,面层裁片制作时依所述版型单元10裁剪出中间裁片,依据中间裁片的轮廓界定出缝合线31,例如可以通过标记线画出缝合线31,方便进行缝合,缝合线31例如可以距离版型单元10的边缘1至2cm。将中间裁片的缝合线31对应第一连接边15和第二连接边16的位置缝合,将中间裁片的缝合线31对应第三连接边17和第四连接边18的位置缝合,使得缝合位置形成鼓起部32形成面层裁片。为了使得羽绒服更加美观,版型单元10中,第一侧边11和第二侧边12均采用弧形边,在第一缺口101和第二缺口102对应的位置缝合时,第一侧边11和第二侧边12向内收敛,从而是使得第一侧边11和第二侧边12拉直。
作为本发明的优选方式,所述面层裁片包括面层前衣片30、面层后衣片、面层第一侧片50以及面层第二侧片,面层第一侧片50以及面层第二侧片均位于面层前衣片30与面层后衣片之间,所述里层裁片包括里层前衣片40、里层后衣片、里层第一侧片60以及里层第二侧片,里层第一侧片60以及里层第二侧片均位于里层前衣片40与里层后衣片之间。面层第一侧片50、面层第二侧片、里层第一侧片60以及里层第二侧片对应人体腋下以及以下的部位设置。本发明中,面层前衣片30、面层后衣片、面层第一侧片50以及面层第二侧片均可以采用上述介绍的箱型结构。在羽绒服的加工中,面层前衣片30和里层前衣片缝合并充绒,面层第一侧片50和里层第一侧片50缝合并充绒,面层第二侧片和里层第二侧片缝合并充绒,面层后衣片和里层后衣片缝合并充绒,再将各部分缝合在一起。
作为本发明的优选方式,所述面层裁片为多个,所述面层裁片的上端和下端分别缝制在所述里层裁片上并形成横向分割线33,横向分割线33沿水平方向设置,横线分割线将羽绒服分割成多个充绒空间,例如在图7中,大体有5个面包羽绒服的前面和后面均有5道横向分割线33。
本发明的产品形式并非限于本案实施例,任何人对其进行类似思路的适当变化或修饰,皆应视为不脱离本发明的专利范畴。