一种超大规格金属环件的搅拌摩擦焊接装置及方法
文献发布时间:2024-01-17 01:17:49
技术领域
本发明属于焊接技术领域,具体涉及一种超大规格金属环件的搅拌摩擦焊接装置及方法。
背景技术
搅拌摩擦焊是近年来发展较快的一种先进固相连接技术,具有高效低耗、焊接温度低、残余应力小、焊接工件不易变形、环境要求低等技术优势,得到了航空、航天等各行各业的广泛认可和关注;而焊接工艺装备的先进性在一定程度上也象征着一个国家的工业发展水平,焊接装置也逐渐朝着自动化、智能化方向发展。
现有的焊接环件尺寸较小,搅拌摩擦焊接用的搅拌针尺寸也小,焊接距离短,需要不断更换搅拌针,导致焊接成本增高,焊接效率降低;另外,新形成的焊缝不能被及时压平和保护,导致焊缝成型质量较差。
发明内容
为了解决上述问题,本发明采取了如下技术方案:
一种超大规格金属环件的搅拌摩擦焊接装置,包括:
支撑件,用于固定支撑;
第一驱动部,所述第一驱动部设置在所述支撑件上,用于驱动金属环件发生转动;
焊接组件,所述焊接组件位于所述支撑件的一侧,用于对所述金属环件的V型槽进行搅拌摩擦焊。
进一步地,所述支撑件包括支撑底座和支撑杆;所述支撑杆垂直设置在所述支撑底座的一侧;所述支撑杆设置有支撑板,所述焊接组件设置在所述支撑板上;所述第一驱动部设置在所述支撑底座上。
进一步地,还包括吹气枪,所述吹气枪沿所述金属环件的转动方向设置在所述焊接组件的上游,并固定安装在所述支撑杆上。
进一步地,所述第一驱动部设置有2个,2个所述第一驱动部相对设置在所述支撑底座上;所述支撑底座设置有U型凹槽,所述凹槽位于2个所述第一驱动部之间。
进一步地,所述第一驱动部包括驱动滚轮和第一电机;所述第一电机固定于所述支撑底座,所述第一电机的驱动端与所述驱动滚轮驱动连接;所述第一电机驱动所述驱动滚轮转动,用于驱动所述金属环件发生转动。
进一步地,所述焊接组件包括第二驱动部、压平部和芯料;
所述第二驱动部固定于所述支撑板上,并与所述芯料驱动连接,用于驱动所述芯料进行旋转,沿着确定的轨迹有序的运动到所述金属环件的V型槽内,并向所述金属环件的V型槽与所述芯料的接触面提供预设压力,以实现对所述金属环件的V型槽中进行摩擦焊;
所述压平部沿所述金属环件的转动方向设置在所述芯料的下游,并固定安装在所述支撑杆上,用于对所述金属环件焊好的焊缝进行压平。
进一步地,所述第二驱动部包括伸缩筒和第二电机;
所述伸缩筒固定安装在所述支撑杆;所述伸缩筒远离所述支撑杆的一端设置有第一转轮,所述第一转轮可相对所述伸缩筒旋转;所述芯料穿过所述支撑杆、所述伸缩筒、所述第一转轮,并与所述第一转轮过盈配合;
所述第二电机的输出端通过传动抽连接有第一传动齿轮,所述第一传动齿轮靠近所述芯料的一侧设置有第二传动齿轮,所述第一传动齿轮与所述第二传动齿轮相互啮合;所述芯料穿过所述第二传动齿轮,并通过轴套与所述第二传动齿轮连接;所述第一传动齿轮和第二传动齿轮设置在齿轮箱中,所述齿轮箱与所述支撑板连接;
所述第二传动齿轮所在圆的中心轴线与伸缩筒的中心轴线重合。
进一步地,所述焊接组件还包括2个第二转轮,2个所述第二转轮相对设置在所述芯料的两侧,以对所述芯料的位置进行限位。
进一步地,所述压平部包括压平轮,所述压平轮通过伸缩件与所述支撑杆固定连接,用于对所述金属环件焊好的焊缝进行压平。
超大规格金属环件的搅拌摩擦焊接装置的使用方法:
S1,将金属环件对齐架在支撑底座两侧的驱动滚轮之间,确保芯料伸进金属环件的V型槽内;
S2,开启吹气枪,吹气枪吹出的保护气对焊好的焊缝进行保护;
S3,开启第一电机和第二电机;以使芯料的一端在自转的同时与金属环件的V型槽接触,并相互摩擦产生热量;芯料因摩擦而不断消耗,通过伸缩筒保证芯料沿着确定的轨迹有序的运动到金属环件的V型槽内,与金属环件的V型槽紧密接触,不断填充焊缝;压平轮对焊好的焊缝进行压平,保证焊接质量;通过金属环件的自转,实现对整个环缝的焊接;
S4,芯料远离金属环件的一端靠近第二驱动齿轮时,开始上料,实现不间断焊接。
有益效果:
当金属环件尺寸大时,不需要一直更换芯料,可持续焊接,焊接效率高;同时,可以对焊缝进行及时的压平和保护,大大提高环缝的焊接质量,降低焊接成本。
附图说明
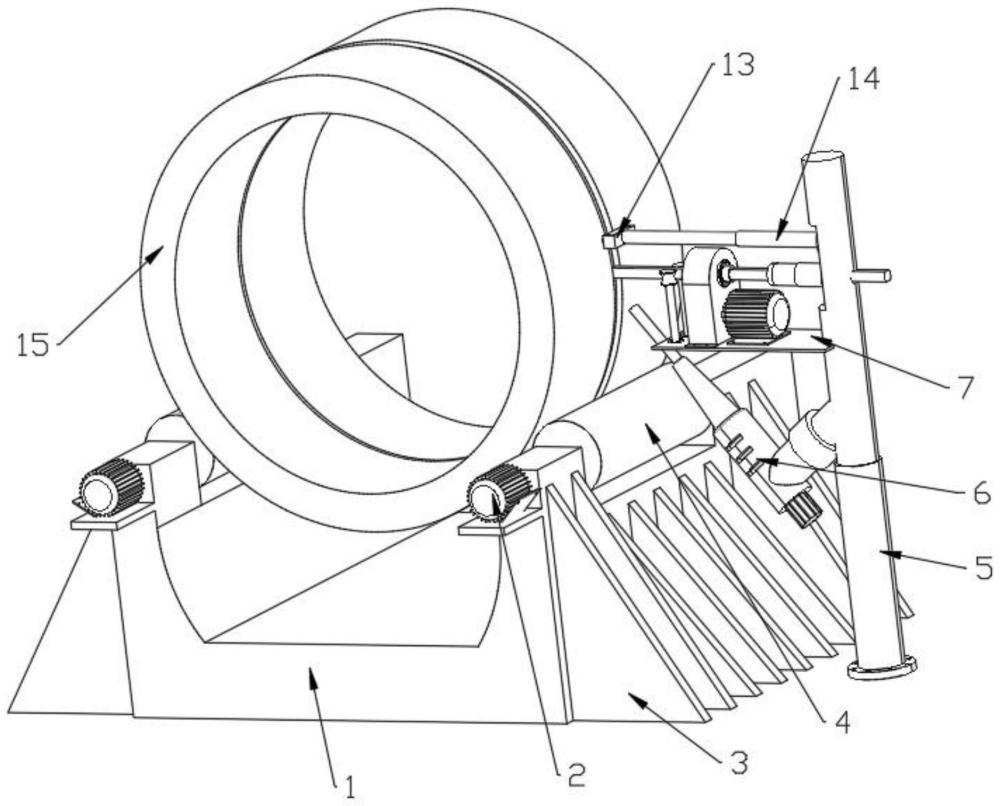
图1是本发明的一种超大规格金属环件的搅拌摩擦焊接装置的结构示意图;
图2是本发明的一种超大规格金属环件的搅拌摩擦焊接装置的局部视图;
图3是本发明的一种超大规格金属环件的搅拌摩擦焊接装置的局部剖视图;
图4是本发明的一种超大规格金属环件的搅拌摩擦焊接装置的主视图。
其中,1、支撑底座;2、第一电机;3、加强筋;4、驱动滚轮;5、支撑杆;6、吹气枪;7、支撑板;8、第二电机;9第一传动齿轮;10、第二传动齿轮;11、齿轮箱;12、芯料;13、压平轮;14、伸缩件;15、金属环件;16、伸缩筒;17、第一转轮;18、第二转轮。
具体实施方式
实施例1
参考图1-4,一种超大规格金属环件的搅拌摩擦焊接装置,包括:
支撑件,用于固定支撑;
第一驱动部,第一驱动部设置在支撑件上,用于驱动金属环件15发生转动;
焊接组件,焊接组件位于支撑件的一侧,用于对金属环件15的V型槽进行搅拌摩擦焊。
优选的,支撑件包括支撑底座1和支撑杆5;支撑杆5垂直设置在支撑底座1的一侧;支撑杆5设置有支撑板7,焊接组件设置在支撑板上;第一驱动部设置在支撑底座1上。
在其他实施例中,支撑杆5通过法兰固定在地面上。
优选的,还包括吹气枪6,吹气枪6沿金属环件15的转动方向设置在焊接组件的上游,并固定安装在支撑杆5上。
在本实施例中,吹气枪6的枪口正对于金属环件15的焊接处,通过吹出保护性气体来防止新的焊缝被氧化。
优选的,第一驱动部设置有2个,2个第一驱动部相对设置在支撑底座1上;支撑底座1设置有U型凹槽,凹槽位于2个第一驱动部之间。
优选的,第一驱动部包括驱动滚轮4和第一电机2;第一电机2固定于支撑底座1,第一电机2的驱动端与驱动滚轮4驱动连接;第一电机2驱动驱动滚轮4转动,用于驱动金属环件15发生转动。
在本实施例中,2个驱动部的第一电机2沿同一方向转动,从而带动金属环15转动;金属环件15为超大规格金属环件,直径为3-4m,壁厚为300-400mm;金属环件15可依靠自身重量与支撑底座1上的驱动滚轮4紧密接触,无法发生偏移;支撑底座1的靠近驱动滚轮4的两侧对称安装有加强筋3,防止金属环件15将支撑底座1的两侧压弯。
在其它实施例中,金属环件15面向第一电机2的方向逆时针旋转。
优选的,焊接组件包括第二驱动部、压平部和芯料12;
第二驱动部固定于支撑板7上,并与芯料12驱动连接,用于驱动芯料12进行旋转,沿着确定的轨迹有序的运动到金属环件15的V型槽内,并向金属环件15的V型槽与芯料12的接触面提供预设压力,以实现对金属环件15的V型槽中进行摩擦焊;
压平部沿金属环件15的转动方向设置在芯料12的下游,并固定安装在支撑杆5上,用于对金属环件15焊好的焊缝进行压平。
优选的,第二驱动部包括伸缩筒16和第二电机8;
伸缩筒16固定安装在支撑杆5;伸缩筒16远离支撑杆5的一端设置有第一转轮17,第一转轮17可相对伸缩筒16旋转;芯料12穿过支撑杆5、伸缩筒16、第一转轮17,并与第一转轮17过盈配合;
第二电机8的输出端通过传动抽连接有第一传动齿轮9,第一传动齿轮9靠近芯料12的一侧设置有第二传动齿轮10,第一传动齿轮9与第二传动齿轮10相互啮合;芯料12穿过第二传动齿轮10,并通过轴套与第二传动齿轮10连接;第一传动齿轮9和第二传动齿轮10设置在齿轮箱中,齿轮箱11与支撑板7连接;
第二传动齿轮10所在圆的中心轴线与伸缩筒16的中心轴线重合。
由于第一传动齿轮9与第二传动齿轮10相互啮合,第一转轮17可相对伸缩筒16旋转;第二电机8驱动第一传动齿轮9带动第二传动齿轮10转动,从而驱动芯料12发生转动;伸缩筒16带动芯料12向金属环件15靠近。
在本实施例中,芯料12为偏平状,芯料12与轴套之间为间隙配合,轴套与第二传动齿轮10之间为过盈配合。
优选的,焊接组件还包括2个第二转轮18,2个第二转轮18相对设置在芯料12的两侧,以对芯料12的位置进行限位。
在其他实施例中,第二转轮18通过轴承11与支撑板7连接;
优选的,压平部包括压平轮13,压平轮13通过伸缩件14与支撑杆5固定连接,通过伸缩件14以使压平轮13与金属环件15的焊缝紧密贴合,用于对金属环件15焊好的焊缝进行压平。
在本实施例中,伸缩件14为伸缩杆,伸缩杆的固定端与支撑杆5固定连接,伸缩杆的伸缩端与压平轮13固定连接。
实施例2
本实施例为实施例1提供的超大规格金属环件的搅拌摩擦焊接装置的使用方法:
S1,将金属环件15对齐架在支撑底座1两侧的驱动滚轮之间,确保芯料12伸进金属环件15的V型槽内;
S2,开启吹气枪6,吹气枪6吹出的保护气对焊好的焊缝进行保护;
S3,开启第一电机2和第二电机8;以使芯料12的一端在自转的同时与金属环件15的V型槽接触,并相互摩擦产生热量;芯料12因摩擦而不断消耗,通过伸缩筒16保证芯料12沿着确定的轨迹有序的运动到金属环件15的V型槽内,与金属环件15的V型槽紧密接触,不断填充焊缝;压平轮13对焊好的焊缝进行压平,保证焊接质量;通过金属环件15的自转,实现对整个环缝的焊接;
S4,芯料12远离金属环件15的一端靠近第二传动齿轮10时,开始上料,实现不间断焊接。
本发明中的超大规格金属环件指直径为3-4m,壁厚为300-400mm的金属环件。
以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围。