激光熔覆预热一体化装置及激光熔覆设备
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及激光熔覆技术领域,具体为一种激光熔覆预热一体化装置及激光熔覆设备。
背景技术
激光熔覆亦称激光包覆,激光熔覆是指以不同的添料方式在被熔覆基体表面上放置被选择的涂层材料,经激光辐照使之和基体表面薄层同时熔化,并快速凝固后形成稀释度极低,与基体成冶金结合的表面涂层,显著改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性的工艺方法,从而达到表面改性或修复的目的,既满足了对材料表面特定性能的要求,又节约了大量的贵重元素,现在很多激光熔覆和基体预热结合在一块,形成激光熔覆预热一体化,即在激光熔覆之前将基体预热,减小基体和涂层的温度差,使二者结合的更好。
现有技术中有很多关于激光熔覆的研究,例如申请公开号为CN217351533U的一种多功能激光熔覆装置,该装置通过在现有熔覆喷头上增加了操作手柄和开关按钮,通过连接激光器,就可以实现手持激光送丝焊接;当需要用到激光熔覆成形时,就通过机械臂连接装置实现机械手与三光束激光熔覆喷头的连接,让机械手实现对三光束激光熔覆喷头的运动控制,实现激光熔覆成形工作;一个设备可以实现两个功能,提高了设备的利用率;机械臂连接装置与机械手的连接通过一快拆接口实现,提高了三光束激光熔覆喷头与机械手之间连接与分离的操作效率,进而增加了手动焊接与激光熔覆功能切换的便捷性;送丝装置与三光束激光熔覆喷头之间设置的矫正轮装置,可以有效调整熔覆丝材进入三光束激光熔覆喷头时弯曲度,确保熔覆丝材一定的顺直效果。
但是还存在如下不足:由上述的陈述可知,该装置在工件激光熔覆前,没有对工件预先加热的设备,且通常在工件激光熔覆后,仅仅利用锤子等工具对激光熔覆层锻打,预热和锻打设备的适配性差,没有形成激光熔覆装置的预热和锻打装置的集成化和一体化,由此形成的熔覆层的晶粒直径易过大,且会容易产生裂纹。
发明内容
本发明的目的在于提供一种激光熔覆预热一体化装置及激光熔覆设备,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种激光熔覆预热一体化装置,包括支撑台,所述支撑台的底部固定连接有若干支撑腿,所述支撑台的一侧固定连接有第三L型杆,所述支撑台的内部开设有空槽,所述空槽内设置有搁板,所述搁板的顶部固定连接有用于放置工件的基板,所述基板的内部为空腔且顶部开设有若干通风孔,所述搁板的两端和所述空槽的内壁滑动连接,所述空腔和用于加热工件的预热机构固定连接,所述预热机构包括加热器和L型进风管以及第一风扇,所述加热器固定在所述支撑腿上,所述L型进风管的一端和所述加热器的出风口连通,另一端和第一伸缩管固定连接,所述第一伸缩管贯穿所述支撑台延伸到所述基板内,所述第一风扇设置在所述搁板内开设的孔槽内;
所述支撑台上方设置有锻打机构,所述基板的两侧设置有用于固定所述工件的夹持机构,所述工件的底部设置有用于给所述工件降温的冷却机构,所述锻打机构包括第一固定杆和第一滚轮以及重块,所述L型杆内开设有滑槽,所述滑槽内滑动连接有所述第一固定杆,所述第一固定杆的顶部固定连接有所述第一滚轮,所述第一固定杆的底部固定连接有电动伸缩杆,所述电动伸缩杆远离所述第一固定杆的一端和所述重块固定连接,所述电动伸缩杆的一侧固定连接有电动推杆,所述电动推杆固定在所述L型杆的底部。
优选的,所述冷却机构包括第二伸缩管、制冷器和出气管以及第二风扇,所述第二伸缩管的一端固定连接在所述竖杆的一侧,所述第二伸缩管的底部固定连接有第一L型杆,所述第一L型杆远离所述第二伸缩管的一端和第三伸缩管固定连接,所述第三伸缩管远离所述第一L型杆的一端和第二L型杆固定连接,所述第二L型杆远离所述第三伸缩管的一端和箱体连通,所述箱体内设置有第二风扇,所述出气管一端和所述箱体连通,另一端和所述制冷器连通。
优选的,所述搁板的两侧均固定连接有移动杆,所述移动杆远离所述搁板的一端固定连接有套块,所述套块套设在固定桩上,所述套块和所述固定桩上均开设有插孔,所述插孔内插设有卡杆。
优选的,所述夹持机构包括夹持板和伸缩弹簧以及转轮,所述夹持板用于夹持所述工件,所述伸缩弹簧的一端和所述夹持板远离所述工件的一端弹性连接,所述伸缩弹簧的另一端和竖杆的一侧弹性连接,所述夹持板上还固定连接有系绳,所述系绳远离所述夹持板的一端贯穿所述竖杆开设的孔洞和所述转轮固定连接,所述转轮中心固定连接有旋转把手。
优选的,所述第一固定杆的一侧固定连接有第二固定杆,所述第二固定杆的顶部固定连接有第二滚轮,所述第二固定杆的底部固定连接有激光管,所述激光管的一侧和激光发生器通过第四伸缩管固定连接,所述激光发生器固定连接在所述第三L型杆的底部。
优选的,所述激光管的一侧和第五伸缩管固定连接,所述第五伸缩管和送粉器固定连接,所述送粉器固定在所述第三L型杆的底部。
优选的,所述第二伸缩管面对所述工件底部的一侧开设有若干出风槽。
优选的,所述第二伸缩管的材质为橡胶类。
优选的,所述支撑腿上安装有控制器,所述控制器用于和所述加热器、所述第一风扇、所述制冷器、所述第二风扇、所述电动伸缩杆、所述电动推杆、所述激光发生器以及所述送粉器电性连接。
为实现上述目的,本发明还提供如下技术方案:
一种激光熔覆设备,包括如上述中任一所述的一种激光熔覆预热一体化装置。
与现有技术相比,本发明的有益效果是:
本发明通过将L型进风管的一端和加热器的出风口连通,另一端和第一伸缩管固定连接,将第一伸缩管贯穿支撑台延伸到基板内,将第一固定杆的底部和电动伸缩杆固定连接,电动伸缩杆远离第一固定杆的一端和重块固定连接,电动伸缩杆的一侧和电动推杆固定连接,从而可以对工件的表面进行预热,将第一固定杆的底部和电动伸缩杆固定连接,电动伸缩杆远离第一固定杆的一端和重块固定连接,电动伸缩杆的一侧和电动推杆固定连接,从而可以对激光熔覆后的工件锻打,通过将第二伸缩管的一端和竖杆的一侧固定连接,将第二伸缩管的底部和第一L型杆固定连接,将第一L型杆和第三伸缩管固定连接,将第三伸缩管的一端和第二L型杆固定连接,将第二L型杆的一端和箱体连通,将出气管一端和箱体连通,另一端和制冷器连通,从而制冷器内的冷气通过出气管输送到箱体,在第二风扇的吹动下,输送到第二L型杆和第三伸缩管,经第一L型杆和第二伸缩管以及出风槽,吹到工件上,冷却工件,因此可以在激光熔覆前对工件进行预热,在激光熔覆后,对工件进行先锻打后快速冷却,使熔覆层组织的晶粒均匀细化,并能够消除熔覆层内的微裂纹,提高熔覆层质量,增加涂层的强度和塑性,以及抗疲劳性能,形成激光熔覆装置的预热和锻打的集成化和一体化,提高预热和锻打设备的适用性。
附图说明
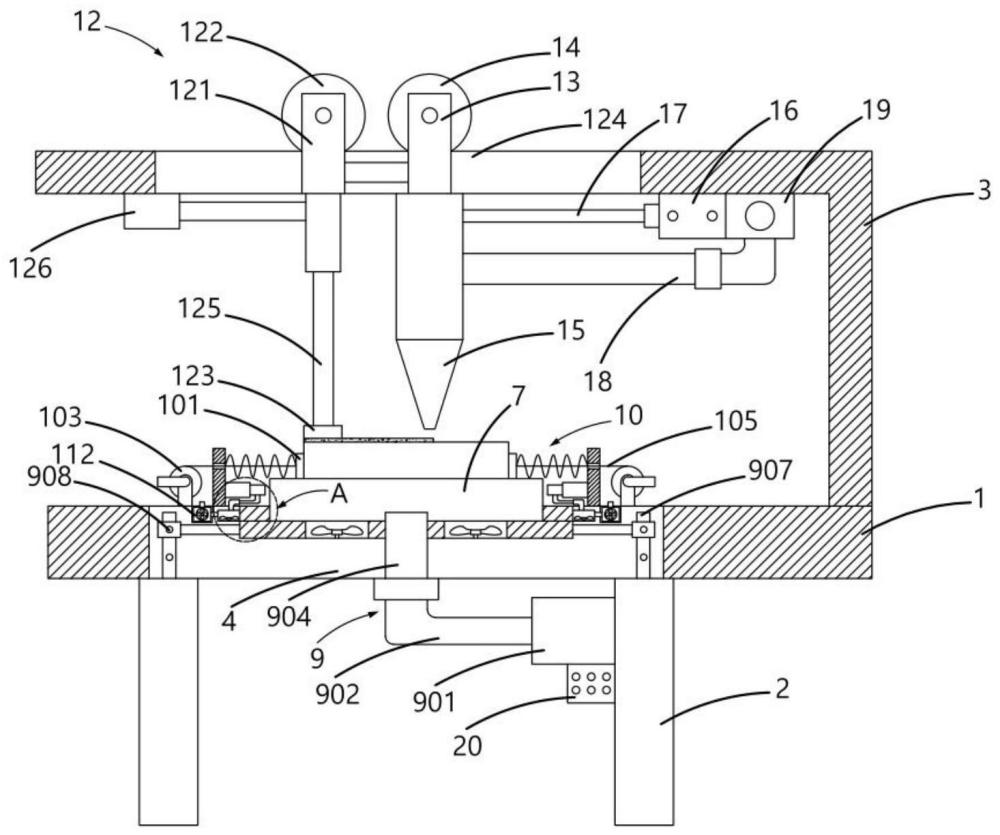
图1为本发明工件锻打的正视剖面图;
图2为本发明工件冷却的正视剖面图;
图3为本发明通风孔的结构示意图;
图4为本发明出风槽的结构示意图;
图5为本发明图1中箭头A的结构放大图。
图中:1支撑台、2支撑腿、3第三L型杆、4空槽、5搁板、6工件、7基板、8通风孔、9预热机构、901加热器、902-L型进风管、903第一风扇、904第一伸缩管、905移动杆、906套块、907固定桩、908卡杆、10夹持机构、101夹持板、102伸缩弹簧、103转轮、104竖杆、105系绳、106旋转把手、11冷却机构、111第二伸缩管、112制冷器、113出气管、114第二风扇、115第一L型杆、116第三伸缩管、117第二L型杆、118出风槽、12滑槽、121第一固定杆、122第一滚轮、123重块、124滑槽、125电动伸缩杆、126电动推杆、13第二固定杆、14第二滚轮、15激光管、16激光发生器、17第四伸缩管、18第五伸缩管、19送粉器、20控制器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:
请参阅图1至图5,本发明提供一种技术方案:
一种激光熔覆预热一体化装置,如图1和图2所示,包括支撑台1,支撑台1的底部固定连接有若干支撑腿2,支撑台1的一侧固定连接有第三L型杆3,支撑台1的内部开设有空槽4,空槽4内设置有搁板5,搁板5的顶部固定连接有用于放置工件6的基板7;如图3所示,基板7的内部为空腔且顶部开设有若干通风孔8,搁板5的两端和空槽4的内壁滑动连接,空腔和用于加热工件6的预热机构9固定连接,预热机构9包括加热器901和L型进风管902以及第一风扇903,加热器901固定在支撑腿2上,L型进风管902的一端和加热器901的出风口连通,另一端和第一伸缩管904固定连接,第一伸缩管904贯穿支撑台1延伸到基板7内,第一风扇903设置在搁板5内开设的孔槽内,在对工件6加热时,通过加热器901,将加热后的热量通过L型进风管902和第一伸缩管904输送到基板7的空腔中,利用通风孔8将工件6加热;
如图1和图2所示,支撑台1上方设置有锻打机构12,基板7的两侧设置有用于固定工件6的夹持机构10,工件6的底部设置有用于给工件6降温的冷却机构11,锻打机构12包括第一固定杆121和第一滚轮122以及重块123,L型杆3内开设有滑槽124,滑槽124内滑动连接有第一固定杆121,第一固定杆121的顶部固定连接有第一滚轮122,第一固定杆121的底部固定连接有电动伸缩杆125,电动伸缩杆125远离第一固定杆121的一端和重块123固定连接,电动伸缩杆125的一侧固定连接有电动推杆126,电动推杆126固定在L型杆3的底部,在工件6激光熔覆后,利用电动推杆126和电动伸缩杆125的作用,对工件6的表面锻打,实施机械应力,使工件6的表面直径更加细小,抗疲劳性能更优越,使工件6更耐磨和耐蚀。
如图1和图5所示,冷却机构11包括第二伸缩管111、制冷器112和出气管113以及第二风扇114,第二伸缩管111的一端固定连接在竖杆104的一侧,第二伸缩管111的底部固定连接有第一L型杆115,第一L型杆115远离第二伸缩管111的一端和第三伸缩管116固定连接,第三伸缩管116远离第一L型杆115的一端和第二L型杆117固定连接,第二L型杆117远离第三伸缩管116的一端和箱体连通,箱体内设置有第二风扇114,出气管113一端和箱体连通,另一端和制冷器112连通。
作为一种优选,如图1所示,搁板5的两侧均固定连接有移动杆905,移动杆905远离搁板5的一端固定连接有套块906,套块906套设在固定桩907上,套块906和固定桩907上均开设有插孔,插孔内插设有卡杆908,可以手动或电动控制移动杆905和套块906上下移动,利用卡杆908和插孔的卡合连接,将基板7固定在工件6的下侧,为了更快的将工件6预热,将基板7上移到和工件6的底部接触,利用通风孔8将工件6预热,还应该设置红外测温仪,工件6和温度传感器连接,通过红外测温仪可以监控工件6的表面温度,在工件6的表面形成熔覆层时,将工件6的温度保持恒定,以更好的实现工件6的激光熔覆。
作为一种优选,如图1和图2所示,夹持机构10包括夹持板101和伸缩弹簧102以及转轮103,夹持板101用于夹持工件6,伸缩弹簧102的一端和夹持板101远离工件6的一端弹性连接,伸缩弹簧102的另一端和竖杆104的一侧弹性连接,夹持板101上还固定连接有系绳105,系绳105远离夹持板101的一端贯穿竖杆104开设的孔洞和转轮103固定连接,转轮103中心固定连接有旋转把手106。
作为一种优选,如图1和图2所示,所述第一固定杆121的一侧固定连接有第二固定杆13,所述第二固定杆13的顶部固定连接有第二滚轮14,所述第二固定杆13的底部固定连接有激光管15,所述激光管15的一侧和激光发生器16通过第四伸缩管17固定连接,所述激光发生器16固定连接在所述L型杆3的底部,在工件6激光熔覆后,利用电动推杆126和电动伸缩杆125的作用,对工件6的表面锻打,实施机械应力,使工件6的表面直径更加细小,抗疲劳性能更优越,使工件6更耐磨和耐蚀。
作为一种优选,如图1和图2所示,第一固定杆121的一侧固定连接有第二固定杆13,第二固定杆13的顶部固定连接有第二滚轮14,第二固定杆13的底部固定连接有激光管15,激光管15的一侧和激光发生器16通过第四伸缩管17固定连接,激光发生器16固定连接在第三L型杆3的底部,激光管15的一侧和第五伸缩管18固定连接,第五伸缩管18和送粉器19固定连接,送粉器19固定在第三L型杆3的底部,在预热之后,对工件6的表面激光熔覆,利用激光发生器16和激光管15将激光打在工件6的表面,将工件6的表面融化,送粉器19通过第五伸缩管18将粉末落在工件6表面的熔覆层,根据工件6的材质,粉末可以选择自熔性粉末、陶瓷粉末、复合粉末中的一种。
作为一种优选,如图4所示,第二伸缩管111面对工件6底部的一侧开设有若干出风槽118,且第二伸缩管111的材质为橡胶类,在第二伸缩管111缩短时,橡胶材质的第二伸缩管111上开设的出风槽118可以折叠收缩,在第二伸缩管111伸长时,第二伸缩管111上开设的出风槽118可以展开,便于冷风大量快速的通过,冷却工件6。
作为一种优选,如图1和图2所示,支撑腿2上安装有控制器20,控制器20用于和加热器901、第一风扇903、制冷器112、第二风扇114、电动伸缩杆125、电动推杆126、激光发生器16以及送粉器19电性连接,利用控制器20便于控制上述的电动设备的开启和关闭,控制器20采用西门子S7-200PLC,加热器901采用江苏盐城奇联电力设备有限公司生产的QL-N-288暖风机,电动伸缩杆15采用温州市建顺电器有限公司生产的JS-TGZ-U1电动伸缩杆,电动推杆126采用无锡宏霸机电股份有限公司生产的HB-DJ806型电动推杆,激光发生器16采用北京海富达科技有限公司生产的HJ250/D的激光发生器,送粉器19采用东莞市华威激光设备有限公司的HW-05SF,红外测温仪采用深圳市粤飞安防科技有限公司生产的CWY01非接触式红外测温仪。
本实施例中,通过夹持板101和工件6的活动连接,伸缩弹簧102的一端和夹持板101的一端弹性连接,另一端和竖杆104的一侧弹性连接,利用旋转把手106驱动转轮103旋转,带动系绳105驱动夹持板101相互靠近,通过伸缩弹簧102的回弹力,可以将工件6固定,通过搁板5和移动杆905的下移,可以将预热机构的基板7下移,一方面适用夹持不同尺寸的工件6;另一方面可以将基板7远离工件6,防止工件6被继续加热。
本实施例中,通过将L型进风管902的一端和加热器901的出风口连通,另一端和第一伸缩管904固定连接,将第一伸缩管904贯穿支撑台1延伸到基板7内,将第一固定杆121的底部和电动伸缩杆125固定连接,电动伸缩杆125远离第一固定杆121的一端和重块123固定连接,电动伸缩杆125的一侧和电动推杆126固定连接,从而可以对工件6的表面进行预热,以及对激光熔覆后的工件6锻打,通过将第二伸缩管111的一端和竖杆104的一侧固定连接,将第二伸缩管111的底部和第一L型杆115固定连接,将第一L型杆115和第三伸缩管116固定连接,将第三伸缩管116的一端和第二L型杆117固定连接,将第二L型杆117的一端和箱体连通,将出气管113一端和箱体连通,另一端和制冷器112连通,从而制冷器112内的冷气通过出气管113输送到箱体,在第二风扇114的吹动下,输送到第二L型杆117和第三伸缩管116,经第一L型杆115和第二伸缩管111以及出风槽118,吹到工件6上,冷却工件6,因此可以在激光熔覆前对工件6进行预热,在激光熔覆后,对工件6进行先锻打后快速冷却,使熔覆层组织的晶粒均匀细化,并能够消除熔覆层内的微裂纹,提高熔覆层质量,增加涂层的强度和塑性,以及抗疲劳性能,形成激光熔覆装置的预热和锻打的集成化和一体化,提高预热和锻打设备的适用性。
一种激光熔覆设备,包括如上述中任一所述的一种激光熔覆预热一体化装置。
该激光熔覆预热一体化装置及激光熔覆设备的工作原理如下:
使用时,先将工件6放置在基板7上,控制器20控制加热器901启动,间隔一端时间,打开气阀,将加热后的空气通过L型进风管902和第一伸缩管904输送到基板7的空腔中,利用第一风扇903,吹出通风孔8,将工件6预热,通过温度传感器和控制器20控制工件6上表面的温度保持一定的温度值,然后控制器20控制电动推杆126启动,电动推杆126驱动第一固定杆121和第二固定杆13从左向右移,激光管15将激光打在工件6表面,利用和粉末的混合,形成熔覆层,接着电动伸缩杆125将重块123下移到和熔覆层接触,电动推杆126推动重块123从左向右移动,将工件6表面的熔覆层锻打,然后手动摇动转轮103,使两侧的夹持板101可以夹持住工件6,关闭加热器901,手动控制移动杆905和套块906下移,使基板7和工件6的底部脱离,最后控制器20控制制冷器112启动,冷风通过出气管113和第二L型杆117输送到第三伸缩管116内,第三伸缩管116内的冷风再输送到第一L型杆115和第二伸缩管111内,经出风槽118吹向工件6,将工件6冷却。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。