初始进料位置防错机构及连续精冲模
文献发布时间:2023-06-19 09:29:07
技术领域
本发明属于冲压模具领域,具体涉及一种初始进料位置防错机构及连续精冲模。
背景技术
冲压模具是对材料进行压力加工使用的设备,其工作原理一般是通过模具在冲压的作用下带动上模和下模的开合面将其之间的原材料进行裁切、冲孔、挤压、折弯等成形,形成冲压件。精冲模具是目前现有产品制造领域新型的模具,其通常由上下配合的凸模凹模组合而成,凸模由上垫板固定、齿圈板导向,上垫板和上模板固定,齿圈板和中支板固定,凹模和下模板连接,工作时下模向上运动完成生产。连续精冲模,指的是在精冲模的基础上,压力机在一次冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带定距移动一次,至产品完成。
连续精冲模在生产过程中,经常出现初始送料位置错误导致模具备件损坏,耽误生产,影响生产交付,给公司造成损失。
发明内容
本发明的目的是提供一种初始进料位置防错机构及连续精冲模,本发明能在初始进料位置错误时保证模具安全,结构简单,操作方便。
本发明所采用的技术方案是:
一种初始进料位置防错机构,安装在连续精冲模的上模上且位于两个工位之间,包括拉杆和挡销,拉杆可水平滑动的设在上模板的底面,挡销可竖向滑动的设在齿圈板的贯通孔上,挡销上端穿入上垫板与拉杆底面接触,拉杆底面设有与挡销对应的退让槽,退让槽在自身水平滑动方向的一侧面为限位面、另一侧面过渡面,退让槽水平滑动时挡销的上端能顺着过渡面滑入和滑出退让槽,挡销的上端滑出退让槽时下端突出齿圈板、上端滑入退让槽时下端不突出齿圈板,挡销的上端滑入退让槽后在一侧被限位面限位。
进一步地,齿圈板上设有至少两个挡销,挡销垂直于加工方向排布,退让槽与挡销一一对应。
进一步地,拉杆的两端分别位于齿圈板的两侧,拉杆的两端分别设有操作手柄。
进一步地,限位面为竖直面,过渡面为倾斜面。
进一步地,过渡面的倾斜角度为155°。
进一步地,过渡面的的倾斜角采用圆角过渡。
一种连续精冲模,包括上模和下模,上模上两个工位之间安装有上述初始进料位置防错机构。
进一步地,上模和下模沿着加工方向依次设有冲孔工位、一道切边工位、压扁工位、二道切边工位、倒角工位、折弯工位和落料工位,初始进料位置防错机构位于二道切边工位和倒角工位之间。
本发明的有益效果是:
本发明能在初始进料位置错误时保证模具安全,结构简单,操作方便——初始进料时,先让挡销下端突出齿圈板,材料送到初始进料位置防错机构的上游工位,如果初始进料在要求的初始进料位置,挡销下端不会顶在材料上,机床保护数值无异常,此后让挡销下端保持收回,连续精冲模正常冲裁,如果初始进料不在要求的初始进料位置,挡销下端顶在材料上,机床保护数值增大,无法冲裁,保护模具不损坏,此后调整材料的位置,直至机床保护数值无异常,才让挡销下端保持收回,连续精冲模正常冲裁。
附图说明
图1是本发明实施例中连续精冲模的排样图。
图2是本发明实施例中初始进料位置防错机构在首次送料时的工作示意图。
图3是本发明实施例中初始进料位置防错机构在正常生产时的工作示意图。
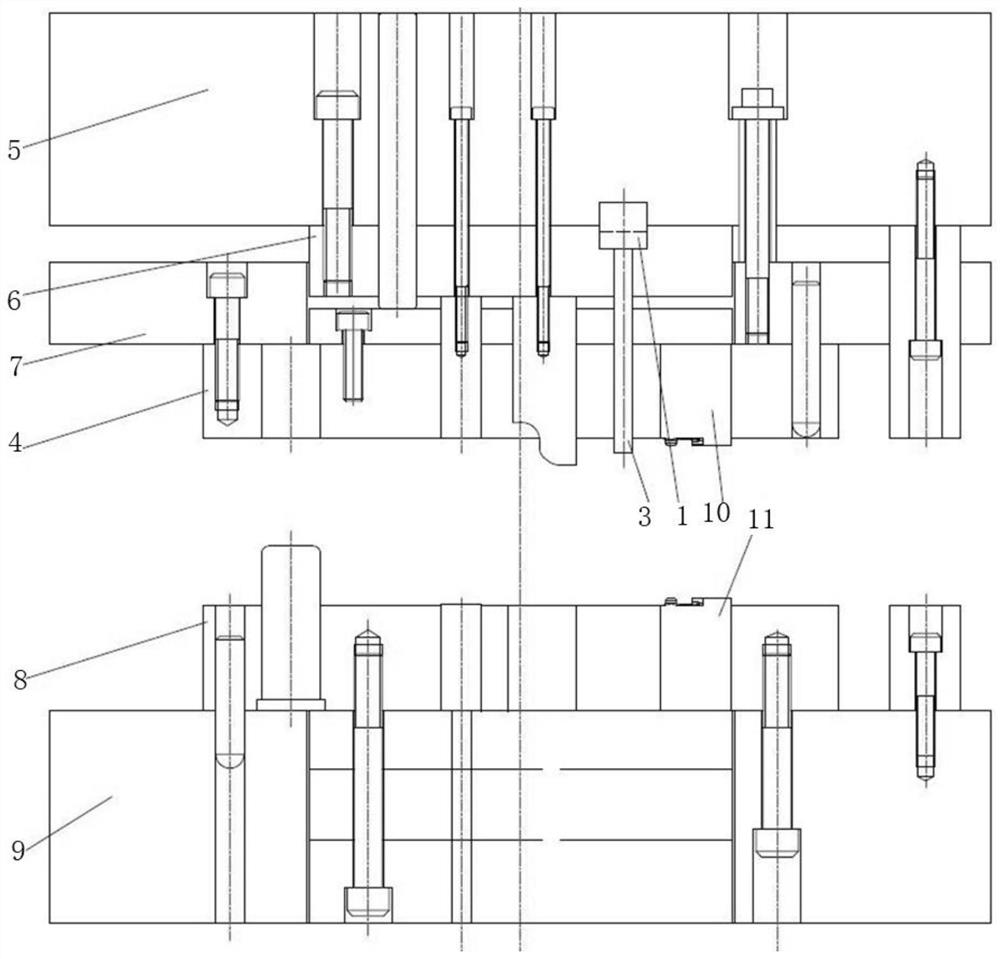
图4是本发明实施例中连续精冲模的结构示意图。
图中:1-拉杆;2-操作把手;3-挡销;4-齿圈板;5-上模板;6-上垫板;7-中支板;8-凹模;9-下模板;10-上倒角冲头;11-下倒角冲头;a-初始进料线位置;b-错误的初始进料线位置;c-挡销位置。
具体实施方式
下面结合附图和实施例对本发明作进一步的说明。
如图1和图4所示,一种连续精冲模,包括上模和下模,上模包括上模板5、上垫板6、中支板7和齿圈板4,下模包括下模板9和凹模8,上模和下模沿着加工方向依次设有冲孔工位、一道切边工位、压扁工位、二道切边工位、倒角工位、折弯工位和落料工位;冲孔工位的切口位置有一个初始进料线位置a,在生产中每一卷材料的料头要送到初始进料位置a冲裁,倒角工位的上倒角冲头10和下倒角冲头11凸出齿圈板4且落在二道切边工位的切口位置,如果料头处于错误的初始进料线位置b,二道切边工位切口的时候,倒角工位的上倒角冲头10和下倒角冲头11会部分压在没有被切口的材料上,导致模具损坏.
为了防止因初始进料造成的模具损坏,在二道切边工位和倒角工位之间增设初始进料位置防错机构,如图2至图4所示,初始进料位置防错机构包括拉杆1和挡销3,拉杆1可水平滑动的设在上模板5的底面,挡销3可竖向滑动的设在齿圈板4的贯通孔上,挡销3上端穿入上垫板6与拉杆1底面接触,拉杆1底面设有与挡销3对应的退让槽,退让槽在自身水平滑动方向的一侧面为限位面、另一侧面过渡面,退让槽水平滑动时挡销3的上端能顺着过渡面滑入和滑出退让槽,挡销3的上端滑出退让槽时下端突出齿圈板4、上端滑入退让槽时下端不突出齿圈板4,挡销3的上端滑入退让槽后在一侧被限位面限位。
如图2和图3所示,在本实施例中,齿圈板4上设有至少两个挡销3,挡销3垂直于加工方向排布,退让槽与挡销3一一对应。
如图2和图3所示,在本实施例中,拉杆1的两端分别位于齿圈板4的两侧,拉杆1的两端分别设有操作手柄2。
如图2和图3所示,在本实施例中,限位面为竖直面,过渡面为倾斜面。在本实施例中,过渡面的倾斜角度为155°,过渡面的的倾斜角采用圆角过渡。
本初始进料位置防错机构能在初始进料位置a错误时保证模具安全,结构简单,操作方便——初始进料时,先让挡销3下端突出齿圈板4,材料送到初始进料位置防错机构的上游工位,如果初始进料在要求的初始进料位置,挡销3下端不会顶在材料上,机床保护数值无异常,此后让挡销3下端保持收回,连续精冲模正常冲裁,如果初始进料不在要求的初始进料位置,挡销3下端顶在材料上,机床保护数值增大,无法冲裁,保护模具不损坏,此后调整材料的位置,直至机床保护数值无异常,才让挡销3下端保持收回,连续精冲模正常冲裁。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 初始进料位置防错机构及连续精冲模
- 初始进料位置防错机构及连续精冲模