一种钎杆用钢及其制备方法
文献发布时间:2023-06-19 09:49:27
技术领域
本发明属于钢技术领域,尤其涉及一种钎杆用钢及其制备方法。
背景技术
钎杆用于凿岩机最前端,凿岩机是工程机械破碎行业常用设备之一,利用冲击原理进行工作,活塞高频往复运动,不断地冲击钎杆尾部,在冲击力的作用下,钎头将岩石压碎并凿入一定的深度,形成一道凹痕,往复运动后会形成一道新的凹痕,两道凹痕之间的岩块被钎头产生的水平分力剪碎。
钎杆的工作环境十分恶劣,特定的工况对钎杆的性能要求较高,在保持高的硬度条件下不能断裂,资料显示钎杆前端的硬度可达HRC50~55,更换周期为20天左右(每天工作8小时),目前生产钎杆的主要材质为40Cr和42CrMo。然而这种钢材的抗冲击性能及韧性受到碳含量影响明显脆性大,容易折断,与先进国家相比,我国的钎杆普遍存在韧性差、寿命较短等问题。主要目前常用钎杆用钢的硬度性能差,抗拉强度低,而且工艺流程复杂,成本很高。
发明内容
本发明提供一种钎杆用钢及其制备方法,旨在解决背景技术中常用钎杆用钢的硬度性能差,抗拉强度低,而且工艺流程复杂,成本很高的问题。
本发明是这样实现的,一种钎杆用钢,以质量百分含量计,钢的化学成分包括:C:0.6%~0.9%,Si:0.5%~0.9%,Mn:1.2%~2.5%,Cr:0.6%~1.2%,Mo:0.4%~0.8%,Ni:0.6~0.9%,V:0.3~0.5%,Nb:0.02~0.04%,P:≤0.015%,S:≤0.015%,其余为Fe和不可避免的杂质。
优选的,钢的化学成分包括:C:0.8%~0.9%,Si:0.8%~0.9%,Mn:2%~2.5%,Cr:1%~1.2%,Mo:0.6%~0.8%,Ni:0.8~0.9%,V:0.4~0.5%,Nb:0.03~0.04%,P:≤0.01%,S:≤0.01%,其余为Fe和不可避免的杂质。
优选的,所述不可避免杂质的重量百分比≤0.001%。
优选的,所述钎杆用钢的显微组织为回火马氏体组织。
一种钎杆用钢的制备方法,包括以下步骤:
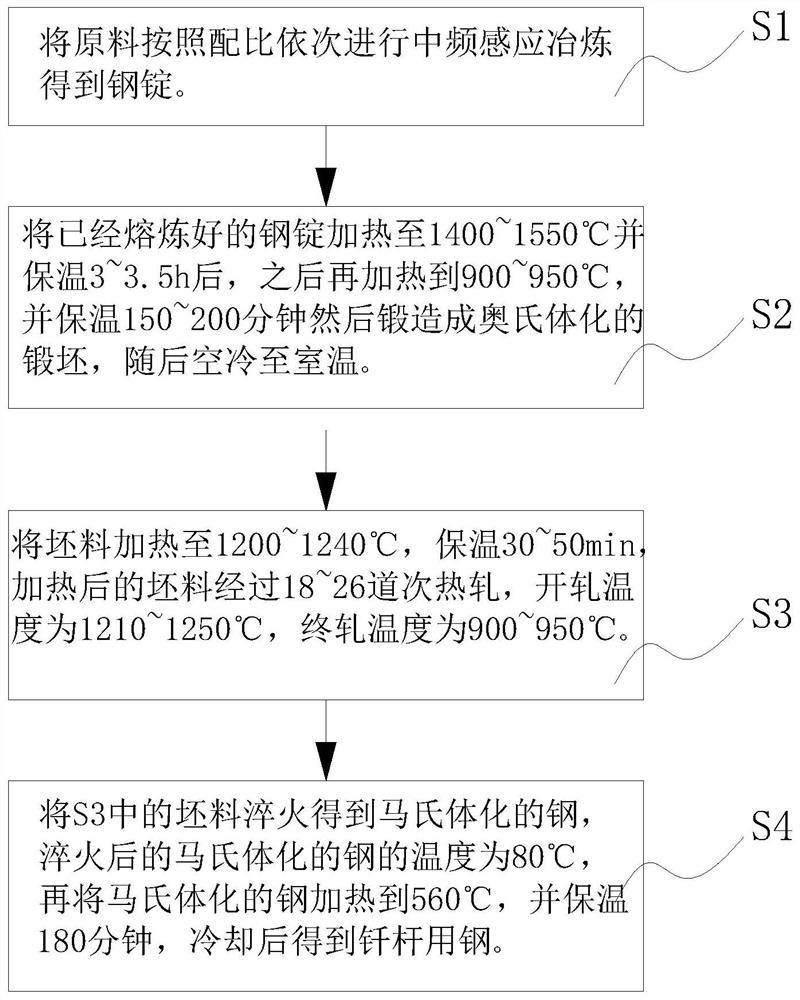
S1、将原料按照配比依次进行中频感应冶炼得到钢锭;
S2、将已经熔炼好的钢锭加热至1400~1550℃并保温3~3.5h后,之后再加热到900~950℃,并保温150~200分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;
S3、将坯料加热至1200~1240℃,保温30~50min,加热后的坯料经过18~26道次热轧,开轧温度为1210~1250℃,终轧温度为900~950℃;
S4、将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
优选的,所述S3中的加热过程是在加热炉中进行的。
与现有技术相比,本发明的有益效果是:本发明通过调控钢中化学元素C、Cr、Mo、Ni等元素的成分占比,从而提高了钢的强度和硬度,使得该钢制备成的钎杆具备良好的强度和硬度,能够适用较为恶劣的条件下作业;通过调控钢中化学元素Mn的成分占比,从而提高了钢的韧性和拉伸强度,使得该钢制备成的钎杆具备良好的韧性和拉伸强度;通过调控钢中化学元素Si的成分占比,从而提高了钢的屈服强度,使得该钢制备成的钎杆具备良好的韧性和拉伸强度,并且该钎杆用钢制备过程简单易操作,节约了时间。
附图说明
图1为本发明制备方法的流程示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
本发明提供一种技术方案:一种钎杆用钢,以质量百分含量计,钢的化学成分包括:C:0.6%~0.9%,优选为0.8%~0.9%,Si:0.5%~0.9%,优选为0.8%~0.9%,Mn:1.2%~2.5%,优选为2%~2.5%,Cr:0.6%~1.2%,优选为1%~1.2%,Mo:0.4%~0.8%,优选为0.6%~0.8%,Ni:0.6~0.9%,优选为0.8~0.9%,V:0.3~0.5%,优选为0.4~0.5%,Nb:0.02~0.04%,优选为0.03~0.04%,P:≤0.015%,优选为≤0.01%,S:≤0.015%优选为≤0.01%,其余为Fe和不可避免的杂质。
在本发明中,可以通过调控钎杆用钢中化学成分的质量百分含量,从而提高钢的强度、硬度、韧性、拉伸强度和屈服强度,通过调整C、Si、Mn、Cr、Mo、Ni、V、Nb、P、S等元素的占比,使得由上述质量百分含量化学成分组成制备的钎杆用钢在同时提高强度、硬度、韧性、拉伸强度和屈服强度的同时,强度、硬度、韧性、拉伸强度和屈服强度之间又互相不影响,互相不削减性能。
所述不可避免杂质的重量百分比≤0.001%。
在本发明中,最好将不可避免杂质的重量百分比控制在0.001%一下,从而提高钢的化学成分中其他元素的重量百分比,从而提高钢的精度。
所述钎杆用钢的显微组织为回火马氏体组织。
在本发明中,回火得到的回火马氏体组织具有高的硬度和高的耐磨性,内应力有所降低,使得韧性有所提高。
一种钎杆用钢的制备方法,包括以下步骤:
S1、将原料按照配比依次进行中频感应冶炼得到钢锭;
S2、将已经熔炼好的钢锭加热至1400~1550℃并保温3~3.5h后,之后再加热到900~950℃,并保温150~200分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;
S3、将坯料加热至1200~1240℃,保温30~50min,加热后的坯料经过18~26道次热轧,开轧温度为1210~1250℃,终轧温度为900~950℃;
S4、将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
在本发明中,将原料按照配比依次进行中频感应冶炼得到钢锭;将已经熔炼好的钢锭加热至1400℃并保温3.2h后,之后再加热到920℃,并保温150分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;将坯料加热至1200℃,保温30min,加热后的坯料经过20道次热轧,开轧温度为1230℃,终轧温度为900℃;将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
所述S3中的加热过程是在加热炉中进行的。
在本发明中,加热炉中加热能够有效减少热量的散失,确保了加热过程的有效进行,提高了加热的效率。
为了进一步说明本发明,以下结合实施例对本发明提供的一种钎杆用钢及其制备方法进行详细描述,但不能将其理解为对本发明保护范围的限定。
实施例1
一种钎杆用钢,以质量百分含量计,钢的化学成分包括:C:0.6%,Si:0.5%,Mn:1.2%,Cr:0.6%,Mo:0.4%,Ni:0.6%,V:0.3%,Nb:0.02%,P:0.015%,S:0.015%,其余为Fe和不可避免的杂质。
一种钎杆用钢的制备方法,包括以下步骤:
S1、将原料按照配比依次进行中频感应冶炼得到钢锭;
S2、将已经熔炼好的钢锭加热至1400℃并保温3h后,之后再加热到900℃,并保温150分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;
S3、将坯料加热至1200℃,保温30分钟,加热后的坯料经过18道次热轧,开轧温度为1210℃,终轧温度为900℃;
S4、将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
实施例2
一种钎杆用钢,以质量百分含量计,钢的化学成分包括:C:0.7%,Si:0.6%,Mn:1.5%,Cr:0.8%,Mo:0.5%,Ni:0.7%,V:0.35%,Nb:0.025%,P:0.012%,S:0.012%,其余为Fe和不可避免的杂质。
一种钎杆用钢的制备方法,包括以下步骤:
S1、将原料按照配比依次进行中频感应冶炼得到钢锭;
S2、将已经熔炼好的钢锭加热至1450℃并保温3.1h后,之后再加热到920℃,并保温160分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;
S3、将坯料加热至1210℃,保温35min,加热后的坯料经过20道次热轧,开轧温度为1220℃,终轧温度为920℃;
S4、将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
实施例3
一种钎杆用钢,以质量百分含量计,钢的化学成分包括:C:0.8%,Si:0.8%,Mn:2.0%,Cr:1.0%,Mo:0.7%,Ni:0.8%,V:0.4%,Nb:0.03%,P:0.009%,S:0.009%,其余为Fe和不可避免的杂质。
一种钎杆用钢的制备方法,包括以下步骤:
S1、将原料按照配比依次进行中频感应冶炼得到钢锭;
S2、将已经熔炼好的钢锭加热至1500℃并保温3.3h后,之后再加热到940℃,并保温180分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;
S3、将坯料加热至1230℃,保温40min,加热后的坯料经过22道次热轧,开轧温度为1230℃,终轧温度为940℃;
S4、将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
实施例4
一种钎杆用钢,以质量百分含量计,钢的化学成分包括:C:0.9%,Si:0.9%,Mn:2.5%,Cr:1.2%,Mo:0.8%,Ni:0.9%,V:0.5%,Nb:0.04%,P:0.008%,S:0.008%,其余为Fe和不可避免的杂质。
一种钎杆用钢的制备方法,包括以下步骤:
S1、将原料按照配比依次进行中频感应冶炼得到钢锭;
S2、将已经熔炼好的钢锭加热至1550℃并保温3.5h后,之后再加热到950℃,并保温200分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;
S3、将坯料加热至1240℃,保温50min,加热后的坯料经过26道次热轧,开轧温度为1250℃,终轧温度为950℃;
S4、将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
实施例5
一种钎杆用钢,以质量百分含量计,钢的化学成分包括:C:0.9%,Si:0.5%,Mn:2.5%,Cr:1.2%,Mo:0.4%,Ni:0.9%,V:0.3%,Nb:0.02%,P:0.015%,S:0.015%,其余为Fe和不可避免的杂质。
一种钎杆用钢的制备方法,包括以下步骤:
S1、将原料按照配比依次进行中频感应冶炼得到钢锭;
S2、将已经熔炼好的钢锭加热至1400℃并保温3后,之后再加热到900℃,并保温150分钟然后锻造成奥氏体化的锻坯,随后空冷至室温;
S3、将坯料加热至1200℃,保温30,加热后的坯料经过18道次热轧,开轧温度为1210℃,终轧温度为900℃;
S4、将S3中的坯料淬火得到马氏体化的钢,淬火后的马氏体化的钢的温度为80℃,再将马氏体化的钢加热到560℃,并保温180分钟,冷却后得到钎杆用钢。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种长寿命液压破碎锤钎杆用钢及其制备方法
- 一种Mn‑Si‑Cr低碳贝氏体钢、钎杆及其制备方法