一种3D光栅片材生产设备及其制备方法
文献发布时间:2023-06-19 10:46:31
技术领域
本发明涉及片材领域,尤其是一种3D光栅片材生产设备及其制备方法。
背景技术
片材在现在社会中使用越来越广泛,PET片材具有无毒、性能稳定且阻隔性能好,3D光栅片材应用于多个领域,在广告宣传或者收藏领域上起到新颖的效果,且可以经济而方便地回收利用,是国家推崇的材料,片材十分方便回收利用,传统的加工方式极为繁琐,现急需生产效率高效的3D光栅片生产设备。
发明内容
本发明所要解决的技术问题在于提供一种3D光栅片材生产设备及其制备方法。
为解决上述现有的技术问题,本发明采用如下方案:一种3D光栅片材生产设备,包括挤出机、修剪架、压光机、涂油架、牵引机和收卷机,所述的挤出机一端设有料仓,料仓内放入片材母粒,母粒通过挤出机的螺杆加热,通过机头位置挤出到压光机一侧上,压光机的机架放置在底部的轨道上,压光机上设有导向轮、压纹轮和挤压轮,挤出机的机头位于导向轮和压纹轮之间的上方,片材通过挤压轮和压纹轮之间输送到修剪架上,修剪架内设有并列设置的滚轮,滚轮一侧设有修剪刀,修剪架一侧设有涂油架,涂油架底部设有油池,涂油架上设有并列设置的用于输送的滚轮,涂油架一侧设有烘干箱,烘干箱用于烘干片材表面油渍,烘干箱一侧设有牵引机,牵引机内设有用于挤压输送的滚轮,牵引机一侧设有收卷机,收卷机上设有收卷的收卷轴。
作为优选,所述的挤出机温度加热在200-400度。
作为优选,所述的压纹轮表面上设有波浪形的纹路。
作为优选,所述的压光机可在轨道上调节位置,并通过螺栓固定在底部上。
作为优选,所述的修剪架上位于片材的两侧设有修剪刀。
作为优选,所述的涂油架与修剪架之间还设有导向架,导向架内设有平行设置的滚轮。
作为优选,所述的烘干箱一侧还依次设有除静电架和覆膜架,除静电架由架体、箱体、转动轮和气缸组成,架体上方放置有箱体,箱体中间断开分为上部和下部并通过合页活动连接,箱体两侧对称设置,气缸的伸缩杆安装在下部,气缸的缸体安装固定在上部,上部和下部上设有并列设置的滚轮,除静电箱上还设有防护罩,防护罩端部连接排气管,覆膜架由输送架和放置架组成,输送架中间设有并列设置的滚轮,输送架一侧的放置架上设有放置杆和缠绕杆,放置杆上放置有薄膜,薄膜缠绕在缠绕杆上,另一端夹紧在输送架的滚轮之间,放置架上对称设置有放置杆和缠绕杆,薄膜夹紧在滚轮之间的片材的两侧上。
作为优选,所述的滚轮结构相同,滚轮表面涂有防滑漆。
作为优选,所述的收卷轴设置有若干个,收卷轴相对转动。
作为优选,包括以下步骤:
A、挤出机挤出,将干燥的PET母粒放入到挤出机的放料仓内,通过加热融化,过滤之后通过机头处挤出,挤出速度10-35;
B、三辊挤压,机头设置在导向轮和压纹轮之间,将片材设置一定的平整度进行压纹,再通过挤压轮进行挤压输送,辊的维度为200-300,
C、修整处理,片材经过输送后需要修整边缘,取出边缘残次后,
D、表面处理,依次对片材进行涂油、电晕处理以及除静电处理,
E、包装入库,对片材进行需求的尺寸进行切割,切割后将片材进行封装入库。
有益效果:
本发明采用了上述技术方案提供一种3D光栅片材生产设备及其制备方法,弥补了现有技术的不足。
附图说明
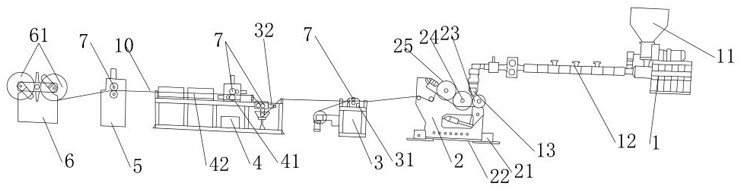
图1为本发明的结构示意图。
图2为本发明的破碎仓内部结构示意图。
图3为本发明的输送带结构示意图。
图4为本发明的覆膜架结构示意图。
图中:1、挤出机;2、压光机;3、修剪架;4、涂油架;5、牵引架;6、收卷机;11、料仓;12、螺杆;13、机头;21、底部;22、轨道;23、导向轮;24、压纹轮;25、挤压轮;7、滚轮;31、修剪刀;41、油池;42、烘干箱;61、收卷轴;32、导向架;8、除静电架;81、架体;82、除静电箱;83、转动轮;84、气缸;821、上部;822、下部;823、防护罩;824、排气管;9、覆膜架;91、输送架;92、放置架;921、放置杆;922、缠绕杆;923、薄膜;10、片材。
具体实施方式
如图1-3所示的一种3D光栅片材生产设备,包括挤出机1、修剪架3、压光机2、涂油架4、牵引机和收卷机6,所述的挤出机1一端设有料仓11,料仓11内放入片材10母粒,母粒通过挤出机1的螺杆12加热,通过机头13位置挤出到压光机2一侧上,压光机2的机架放置在底部21的轨道22上,压光机2上设有导向轮23、压纹轮24和挤压轮25,挤出机1的机头13位于导向轮23和压纹轮24之间的上方,片材10通过挤压轮25和压纹轮24之间输送到修剪架3上,修剪架3内设有并列设置的滚轮7,滚轮7一侧设有修剪刀31,修剪架3一侧设有涂油架4,涂油架4底部21设有油池41,涂油架4上设有并列设置的用于输送的滚轮7,涂油架4一侧设有烘干箱42,烘干箱42用于烘干片材10表面油渍,烘干箱42一侧设有牵引机,牵引机内设有用于挤压输送的滚轮7,牵引机一侧设有收卷机6,收卷机6上设有收卷的收卷轴61,所述的挤出机1温度加热在200-400度,所述的压纹轮24表面上设有波浪形的纹路,所述的压光机2可在轨道22上调节位置,并通过螺栓固定在底部21上,所述的修剪架3上位于片材10的两侧设有修剪刀31,所述的涂油架4与修剪架3之间还设有导向架32,导向架32内设有平行设置的滚轮7,所述的烘干箱42一侧还依次设有除静电架8和覆膜架9,除静电架8由架体81、箱体82、转动轮83和气缸84组成,架体81上方放置有箱体82,箱体82中间断开分为上部821和下部822并通过合页活动连接,箱体82两侧对称设置,气缸84的伸缩杆安装在下部822,气缸84的缸体安装固定在上部821,上部821和下部822上设有并列设置的滚轮7,除静电箱82上还设有防护罩823,防护罩823端部连接排气管824,覆膜架9由输送架91和放置架92组成,输送架91中间设有并列设置的滚轮7,输送架91一侧的放置架92上设有放置杆921和缠绕杆922,放置杆921上放置有薄膜923,薄膜923缠绕在缠绕杆922上,另一端夹紧在输送架91的滚轮7之间,放置架92上对称设置有放置杆921和缠绕杆922,薄膜923夹紧在滚轮7之间的片材10的两侧上,所述的滚轮7结构相同,滚轮7表面涂有防滑漆,所述的收卷轴61设置有若干个,收卷轴61相对转动,包括以下步骤:
A、挤出机挤出,将干燥的PET母粒放入到挤出机的放料仓内,通过加热融化,过滤之后通过机头处挤出,挤出速度10-35;
B、三辊挤压,机头设置在导向轮和压纹轮之间,将片材设置一定的平整度进行压纹,再通过挤压轮进行挤压输送,辊的维度为200-300,
C、修整处理,片材经过输送后需要修整边缘,取出边缘残次后,
D、表面处理,依次对片材进行涂油、电晕处理以及除静电处理,
E、包装入库,对片材进行需求的尺寸进行切割,切割后将片材进行封装入库。
具体的挤出机1一端设有料仓11,料仓11内放入片材10的母粒,片材10母粒通过螺杆12加热,并从机头13内挤出,机头13内挤出后注入到导向轮23和压纹轮24之间,通过导向轮23和压纹轮24进行输送到压纹轮24和挤压轮25之间,此时压纹轮24会对片材10进行压纹,将片材10一面挤压有波浪形条纹,压光机2底部21设有轨道22,压光机2放置在轨道22上,这样可以有助于调整压光机2与机头13之间的位置,此时片材10通过压光机2输送到修剪架3上,修剪架3上设有修剪刀31,修剪刀31用于将片材10修剪,修剪刀31需要的尺寸,修剪刀31设置在片材10的两侧上,方便修剪,修剪架3上设有滚轮7,用于挤压输送片材10,片材10输送到导向架32上,进行导向输送,导向架32一侧设有涂油架4,涂油架4上设有油池41,油池41内放置有待涂抹的硅油,片材10经过涂油架4的滚轮7输送时,滚轮7沾染上硅油,在将硅油转动时涂抹在片材10上,涂油架4一侧设有烘干箱42,烘干箱42用于片材10的烘干,有助于片材10的烘干,涂油架4一侧还依次设有除静电架8和覆膜架9,除静电架8用于片材10去除静电,除静电箱上部821可通过合页打开,有助于防止片材10进行输送,除静电箱两侧设有转动轮83,用于输送片材10,滚轮7用于挤压输送片材10,除静电箱的箱体82上还设有防护罩823,防护罩823端部连接排气管824,用于将臭氧排出,臭氧排出后通过太阳光照射会分解成无害物质,从而避免车间内扩散影响健康,覆膜架9由输送架91和放置架92组成,放置架92用于放置薄膜923的放置杆921,薄膜923呈卷状套在放置杆921内,薄膜923通过缠绕杆922缠绕后输送到输送架91的滚轮7上,滚轮7用于片材10的挤压输送,片材10输送到牵引机上,上述所述的片材10均有牵引机进行牵引,用于片材10输送,片材10上设有滚轮7进行牵引输送,牵引机一侧设有收卷机6,收卷机6上设有收卷轴61,两个收卷轴61相对转动设置,这样片材10可以依次缠绕进行收卷,
制备方法为:
A、挤出机挤出,将干燥的PET母粒放入到挤出机的放料仓内,通过加热融化,过滤之后通过机头处挤出,挤出速度10-35;不仅可以有助于母粒的融化,且挤出的速度可以保证片材的厚度,
B、三辊挤压,机头设置在导向轮和压纹轮之间,将片材设置一定的平整度进行压纹,再通过挤压轮进行挤压输送,辊的维度为200-300,通过三辊挤压的方式将片材进行3D纹路的印制,且辊的维度为200-300,有效保证片材的印制,
C、修整处理,片材经过输送后需要修整边缘,取出边缘残次后,片材在三辊挤压之后,边缘会产生折叠或者多余的片材,此时需要通过修剪架将边缘进行修整,而一般在三辊挤压时会一定程度上增加宽幅,这样便于后续的修整,
D、表面处理,依次对片材进行涂油、电晕处理以及除静电处理,修整完成后需要对片材进行涂油,涂油通过涂油架进行双面涂油,增强片材的特性,对片材的电晕使得片材上更易贴合保护膜,用于增强对片材的保护,而除静电处理可以有效取出片材静电,避免不必要的麻烦,
E、包装入库,对片材进行需求的尺寸进行切割,切割后将片材进行封装入库,上述步骤完成之后再将片材进行一定规格进行切割收集,进行封装入库,
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
- 一种3D光栅片材生产设备及其制备方法
- 一种3D火焰电壁炉热电转换元件片材的制备方法