一种银氧化锡氧化铟电工触头及其生产工艺
文献发布时间:2023-06-19 10:54:12
技术领域
本发明涉及电工触头及加工技术领域,具体涉及一种银氧化锡氧化铟电工触头及其生产工艺。
背景技术
电工触头是开关电器的关键部件之一,开关电器的主要性能及寿命的长短,在很大程度上取决于触头材料的好坏,触头材料通常要求具有良好的导电性、较低的接触电阻、较高的抗熔焊性能、较高的耐电弧侵蚀性能和抗材料转移能力,故而电工触头的生产工艺极为重要。
现有技术中,银氧化镉材料由于具有优良的灭弧性能、抗融焊性等优良电性能,在整个低压电触头材料体系中占有重要的地位,有“万能触头”之称。例如,中国发明专利CN201511009074公开了一种含添加物的银氧化镉片状电触头的制备方法,具体为:按需要制备的银氧化镉电触头的材料配比计算所需的银、镉和添加物的用量,称取备用;取银、镉及添加物继续熔炼成AgCd合金熔液,采用上引连铸的方法,将AgCd合金熔液上引连铸成AgCd合金带材;取纯Ag带材和所得AgCd合金带材送入管式电阻炉中进行加热,之后送入轧辊中进行热轧复合,得到AgCd/Ag复合带材;所得AgCd/Ag复合带材经退火、轧制、冲压成型,再进行内氧化处理,即得;其中,所述AgCd/Ag合金带材和纯Ag带材在管式电阻炉中的加热过程及该过程之后直至送入轧辊的过程均在保护气氛下进行。然而,银氧化镉材料含有对人体及环境有害的重金属镉,而且在材料的制备、使用及回收过程中都存在镉污染的问题,对环境不友好,不符合现有绿色生产加工的需求。
而且,在现有电工触头的生产工艺中,工艺流程及参数直接影响氧化物的尺寸和形貌,电触头材料的性质很大程度上取决于氧化处理工艺及工艺参数的选择,另外,在需要对预成型触头进行后处理时,需要进行去除毛刺工作,现有的去除毛刺装置,在对夹持后的电工触头进行去除毛刺工作时,夹持重合的部位无法有效的进行去除毛刺,使得毛刺去除的不够彻底,影响了电工触头的成型工作,同时不利于多角度的同步进行去除毛刺工作,进一步导致毛刺去除时不够彻底,从而降低了毛刺去除工作的效率,增加了整体的工作进程,效率不高,不符合现有增效加工的需求。
本发明即是针对上述现有技术中存在的至少一个问题,而提出一种一种银氧化锡氧化铟电工触头及其生产工艺。
发明内容
本发明的目的在于提供一种银氧化锡氧化铟电工触头及其生产工艺,以便解决上述中所提出的现有技术中电工触头材料中的重金属镉对人体有害,电触头生产工艺流程不明,而且在需要对预成型触头进行后处理时,需要进行去除毛刺工作,现有的去除毛刺装置,在对夹持后的电工触头进行去除毛刺工作时,夹持重合的部位无法有效的进行去除毛刺,使得毛刺去除的不够彻底,影响了电工触头的成型工作,同时不利于多角度的同步进行去除毛刺工作,进一步导致毛刺去除时不够彻底,从而降低了毛刺去除工作的效率,增加了整体的工作进程的问题。
为实现上述目的,本发明提供如下技术方案:一种银氧化锡氧化铟电工触头,所述电工触头是以银为基体、氧化锡和氧化铟为增强相的金属基复合材料;其材料组成及质量百分比含量为:
银:85-92%;
锡:5-10%;
铟:3-5%;
锌:0.2-0.5%;
镍:0.2-0.5%;
铋:0.1-0.2%;
镓:0.0-0.1%。
本发明还提供了一种银氧化锡氧化铟电工触头的生产工艺,包括以下步骤:
a:配方熔炼
分别称取适量的银锭、锡锭、铟锭、锌粉、镍粉和铋粉和镓粉放入感应熔炼炉内进行熔炼,熔炼温度不低于1000℃,精炼20分钟;
b:雾化
将所述步骤a)熔炼后的材料放置到水流机械雾化器中,将熔融金属液流粉碎成液滴,将液滴静置冷凝后,得到粉末;
c:粉末内氧化
将所述步骤b得到的雾化粉末放置氧化器中进行氧化;
d:等静压
将所述步骤c氧化后的粉末放置到等静压成型机中,控制压强在150-200MPa;
e:烧结
将所述步骤d中成型的粉末放置到烧结机中进行烧结,使粉末由颗粒聚集体转变为金属基复合体,得到坯料;
f:热挤压片
将所述步骤e得到的坯料放置到挤压筒内,通过施加的外力,使之从特定的模孔中流出,获得所需断面形状和尺寸;
g:轧制
将挤压出的胚料进行轧制,通过旋转轧辊的压缩,使胚料截面减小,长度增加;
h:冲压
将轧制的胚料放置冲压模具中冲压成型,得到预成型触头;
i:后处理
将得到的预成型触头通过去除毛刺装置、去除油污机和去除气泡机分别进行去除毛刺、去除油污和除气泡操作,得到所述银氧化锡氧化铟电工触头。
其中,工序i中所述的去除毛刺装置,包括框体和电机,所述框体的顶面设置有电机,且电机的底面键连接有活动块,所述活动块的一端内部设置有往复丝杆,且往复丝杆的表面套接有第一去毛刺机构,并且往复丝杆的下端轴连接有行星齿轮,所述第一去毛刺机构的顶端固定有连接线,所述活动块的顶端固定有支撑杆,且支撑杆的表面分别套接有第二去毛刺机构和复位弹簧,所述行星齿轮的一端啮合有太阳齿轮,且太阳齿轮通过轴与框体的下端内壁转动连接,所述太阳齿轮的顶面设置有摇杆,且摇杆的另一端连接有连接轮,所述连接轮的顶面键连接有连接轴,且连接轴伸进固定块内部的一端表面套接有传动装置,并且固定块的顶端与框体的上端内壁固定连接,所述传动装置的另一端连接有第一支撑轴,且第一支撑轴的表面套接有驱动齿轮,所述驱动齿轮的一端啮合连接有从动齿轮,且从动齿轮的中心键连接有第二支撑轴,所述第二支撑轴伸进夹持块内部的一端啮合连接有皮带,且皮带的表面设置有凸块,所述夹持块的一端通过限位轴与固定块的顶面转动连接,且限位轴的表面套接有涡卷弹簧。
优选地,所述活动块的正视为“L”字形结构,且第一去毛刺机构通过往复丝杆与活动块构成滑动结构,并且第二去毛刺机构通过复位弹簧与活动块构成伸缩结构。
优选地,所述第一去毛刺机构包括固定杆、螺旋弹簧、限位块、连接杆和刮刀,所述固定杆的内部设置有螺旋弹簧,且螺旋弹簧的一端连接有限位块,所述限位块的一侧一体化安装有连接杆,且连接杆伸出固定杆外部的一端连接有刮刀,所述第一去毛刺机构的内部结构与第二去毛刺机构的内部结构一致。
优选地,所述连接轮通过摇杆与太阳齿轮构成联动结构,且连接轮俯视呈倾斜分布。
优选地,所述从动齿轮关于驱动齿轮的横向中心线对称分布,且驱动齿轮的直径大于从动齿轮的直径。
优选地,所述夹持块的俯视为弧形状,且夹持块关于固定块的纵向中心线对称分布,并且夹持块之间形成开槽,同时夹持块通过涡卷弹簧与固定块构成旋转结构。
优选地,所述凸块为弹性橡胶材质,且凸块在皮带的表面等角度分布。
与现有技术相比,本发明的有益效果是:
1、本发明中,采用以银为基体、氧化锡和氧化铟为增强相的金属基复合材料,摒弃了现有技术中具有重金属镉银氧化镉电触头,具有优良的耐电弧侵蚀、耐磨损和抗融焊性。
2、本发明中,通过优化制备工艺,经配方熔炼-雾化-粉末内氧化-等静压-烧结-热挤压片-轧制-冲压—后处理,制备得到的银氧化锡氧化银电触头实际开合100万次不损坏,具有超长使用寿命。
3、本发明中,电机在通过活动块带动行星齿轮旋转时,通过太阳齿轮与行星齿轮的啮合作用下,使得行星齿轮围绕太阳齿轮旋转并自转,同时带动太阳齿轮自转,使得往复丝杆带动第一去毛刺机构在旋转时的同时进行上下滑动,同时通过连接线带动第二去毛刺机构同时在旋转时进行滑动,从而有利于对电工触头进行多方位的去除毛刺工作,提高了整体工作效率。
4、本发明中,太阳齿轮自转时通过倾斜设置的摇杆带动连接轮旋转,使得连接轮通过连接轴和传动装置带动驱动齿轮旋转,从而有利于驱动齿轮通过从动齿轮带动皮带旋转,通过凸块对电工触头的抵紧下,使得皮带旋转带动电工触头旋转,有利于加快电工触头去除毛刺工作的效率,同时避免了夹持重合部位无法有效的进行去除毛刺的现象。
附图说明
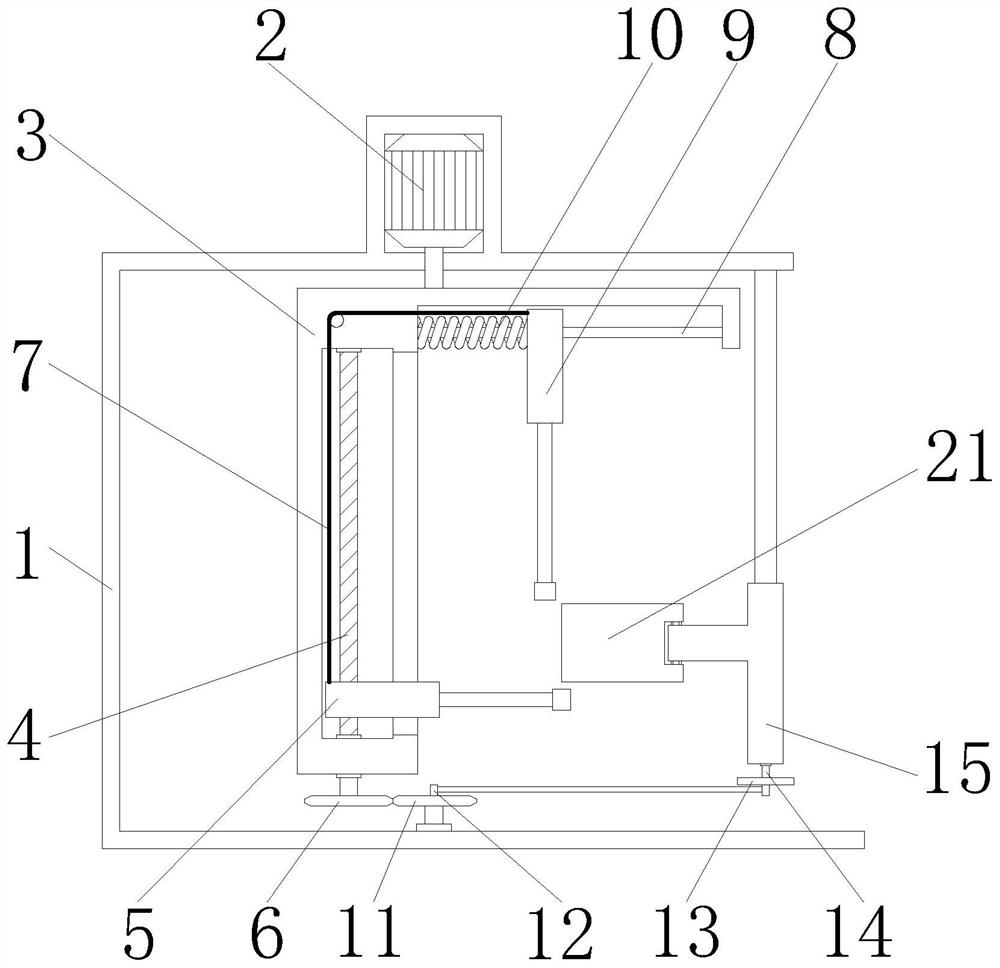
图1为本发明整体正视剖面结构示意图;
图2为本发明皮带与凸块俯视连接结构示意图;
图3为本发明第一支撑轴与驱动齿轮正视连接结构示意图;
图4为本发明图2中A处放大结构示意图;
图5为本发明太阳齿轮与摇杆俯视连接结构示意图;
图6为本发明第一去毛刺机构内部正视剖面结构示意图;
图7为本发明驱动齿轮与从动齿轮俯视连接结构示意图。
图中:1、框体;2、电机;3、活动块;4、往复丝杆;5、第一去毛刺机构;501、固定杆;502、螺旋弹簧;503、限位块;504、连接杆;505、刮刀;6、行星齿轮;7、连接线;8、支撑杆;9、第二去毛刺机构;10、复位弹簧;11、太阳齿轮;12、摇杆;13、连接轮;14、连接轴;15、固定块;16、传动装置;17、第一支撑轴;18、驱动齿轮;19、从动齿轮;20、第二支撑轴;21、夹持块;22、皮带;23、凸块;24、限位轴;25、涡卷弹簧。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1:
本实施例公开了一种银氧化锡氧化铟电工触头,所述电工触头是以银为基体、氧化锡和氧化铟为增强相的金属基复合材料;其材料组成及质量百分比含量为:
银:85-92%;
锡:5-10%;
铟:3-5%;
锌:0.2-0.5%;
镍:0.2-0.5%;
铋:0.1-0.2%;
镓:0.0-0.1%。
实施例2:
本实施例公开了一种银氧化锡氧化铟电工触头的生产工艺,包括以下步骤:
a:配方熔炼
分别称取适量的银锭、锡锭、铟锭、锌粉、镍粉、铋粉和镓粉放入感应熔炼炉内进行熔炼,熔炼温度不低于1000℃,精炼20分钟;
b:雾化
将所述步骤a)熔炼后的材料放置到水流机械雾化器中,将熔融金属液流粉碎成液滴,将液滴静置冷凝后,得到粉末;
c:粉末内氧化
将所述步骤b得到的雾化粉末放置氧化器中进行氧化;
d:等静压
将所述步骤c氧化后的粉末放置到等静压成型机中,控制压强在150-200MPa;
e:烧结
将所述步骤d中成型的粉末放置到烧结机中进行烧结,使粉末由颗粒聚集体转变为金属基复合体,得到坯料;
f:热挤压片
将所述步骤e得到的坯料放置到挤压筒内,通过施加的外力,使之从特定的模孔中流出,获得所需断面形状和尺寸;
g:轧制
将挤压出的胚料进行轧制,通过旋转轧辊的压缩,使胚料截面减小,长度增加;
h:冲压
将轧制的胚料放置冲压模具中冲压成型,得到预成型触头;
i:后处理
将得到的预成型触头通过去除毛刺装置、去除油污机和去除气泡机分别进行去除毛刺、去除油污和除气泡操作,得到所述银氧化锡氧化铟电工触头。
其中,参加附图1-7,工序i中的去除毛刺装置,包括框体1和电机2,框体1的顶面设置有电机2,且电机2的底面键连接有活动块3,活动块3的一端内部设置有往复丝杆4,且往复丝杆4的表面套接有第一去毛刺机构5,并且往复丝杆4的下端轴连接有行星齿轮6,第一去毛刺机构5的顶端固定有连接线7,活动块3的顶端固定有支撑杆8,且支撑杆8的表面分别套接有第二去毛刺机构9和复位弹簧10,行星齿轮6的一端啮合有太阳齿轮11,且太阳齿轮11通过轴与框体1的下端内壁转动连接,太阳齿轮11的顶面设置有摇杆12,且摇杆12的另一端连接有连接轮13,连接轮13的顶面键连接有连接轴14,且连接轴14伸进固定块15内部的一端表面套接有传动装置16,并且固定块15的顶端与框体1的上端内壁固定连接,传动装置16的另一端连接有第一支撑轴17,且第一支撑轴17的表面套接有驱动齿轮18,驱动齿轮18的一端啮合连接有从动齿轮19,且从动齿轮19的中心键连接有第二支撑轴20,第二支撑轴20伸进夹持块21内部的一端啮合连接有皮带22,且皮带22的表面设置有凸块23,夹持块21的一端通过限位轴24与固定块15的顶面转动连接,且限位轴24的表面套接有涡卷弹簧25。
活动块3的正视为“L”字形结构,且第一去毛刺机构5通过往复丝杆4与活动块3构成滑动结构,并且第二去毛刺机构9通过复位弹簧10与活动块3构成伸缩结构,方便了活动块3旋转时带动第一去毛刺机构5和第二去毛刺机构9进行旋转并去除毛刺工作,同时通过第一去毛刺机构5和第二去毛刺机构9的滑动,有利于进行多方位的去除毛刺工作,提高了整体工作的效率。
第一去毛刺机构5包括固定杆501、螺旋弹簧502、限位块503、连接杆504和刮刀505,固定杆501的内部设置有螺旋弹簧502,且螺旋弹簧502的一端连接有限位块503,限位块503的一侧一体化安装有连接杆504,且连接杆504伸出固定杆501外部的一端连接有刮刀505,第一去毛刺机构5的内部结构与第二去毛刺机构9的内部结构一致方便了通过螺旋弹簧502的弹性作用下,使得限位块503通过连接杆504推动刮刀505与电工触头表面抵紧,有利于对多种规格的电工触头进行去除毛刺工作,提高整体装置的适用性。
连接轮13通过摇杆12与太阳齿轮11构成联动结构,且连接轮13俯视呈倾斜分布,方便了太阳齿轮11旋转时通过摇杆12带动连接轮13与太阳齿轮11之间呈相反旋转。
从动齿轮19关于驱动齿轮18的横向中心线对称分布,且驱动齿轮18的直径大于从动齿轮19的直径,方便了驱动齿轮18旋转时带动从动齿轮19之间同向旋转,同时有利于提高了从动齿轮19的旋转速度。
夹持块21的俯视为弧形状,且夹持块21关于固定块15的纵向中心线对称分布,并且夹持块21之间形成开槽,同时夹持块21通过涡卷弹簧25与固定块15构成旋转结构,通过涡卷弹簧25的弹性作用下,使得涡卷弹簧25带动夹持块21复位旋转,方便了夹持块21对电工触头进行夹持定位的工作。
凸块23为弹性橡胶材质,且凸块23在皮带22的表面等角度分布,方便了皮带22旋转时通过凸块23带动电工触头自转,从而有利于提高电工触头去除毛刺工作的效率,同时避免了电工触头夹持重合处无法进行去除毛刺的现象。
本实施例的工作原理:根据图1-2和图6,首先工作人员将框体1放置到合适位置,然后将电工触头放置到夹持块21之间,通过涡卷弹簧25的弹性作用下,使得夹持块21对电工触头进行夹持定位,接着工作人员将电机2连接外部电源后启动,使得电机2带动活动块3旋转,活动块3旋转时带动行星齿轮6旋转,通过太阳齿轮11与行星齿轮6的啮合下,使得行星齿轮6围绕太阳齿轮11旋转的同时进行旋转,并带动太阳齿轮11进行自转,行星齿轮6自转时带动往复丝杆4旋转,使得往复丝杆4带动第一去毛刺机构5进行往复滑动,第一去毛刺机构5上滑时使得连接线7松动,从而使得复位弹簧10运作,方便了复位弹簧10推动第二去毛刺机构9复位滑动,第一去毛刺机构5下滑时通过连接线7带动第二去毛刺机构9滑动,并使得第二去毛刺机构9挤压复位弹簧10进行收缩形变,通过第一去毛刺机构5和第二去毛刺机构9内部的螺旋弹簧502的弹性作用下,使得限位块503通过连接杆504推动刮刀505与电工触头的表面抵接,方便了对多种规格的电工触头进行去除毛刺的工作,同时方便了对电工触头进行多角度的去除毛刺工作,提高了整体的适用性和实用性;
根据图1-5和图7,太阳齿轮11旋转时通过摇杆12带动连接轮13反向旋转,使得连接轮13通过连接轴14带动固定块15内的传动装置16运作,从而使得传动装置16通过第一支撑轴17带动驱动齿轮18旋转,继而使得驱动齿轮18带动从动齿轮19旋转,从动齿轮19旋转时通过第二支撑轴20带动皮带22旋转,使得皮带22通过凸块23带动电工触头进行自转,此时电工触头与第一去毛刺机构5呈反向旋转,从而有利于加快电工触头去除毛刺工作的效率,同时有利于对电工触头与夹持块21重合处进行毛刺取出工作,一定程度上提高了毛刺去除的彻底性,电机2和传动装置16为市场上已知的和现有的技术,在此不做详细的描述。
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种银氧化锡氧化铟电工触头及其生产工艺
- 一种银氧化锡氧化铟电工触头及其生产装置