活塞筒壳体车铣复合加工夹具
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及数控加工领域的车铣复合加工中心夹具技术领域,特别涉及活塞筒壳体车铣复合加工夹具。
背景技术
对工件进行机械加工时,出于对加工精度、加工效率等因素考虑,夹具被大量而广泛的应用。夹具是指在机械加工制造过程中用来固定加工对象,使之占据正确的位置,以接受施工或检测的装置。依其定义来看,使加工对象即工件占据正确位置是其重要作用之一,在生产中,经常会遇到活塞筒壳体的加工。
目前,针对活塞筒壳体两端法兰的加工,还没有一款车铣复合的专用夹具,加工活塞筒壳体两端法兰,只能通过数控铣削进行。这种加工方式不仅加工效率低,且加工出的工件质量也并不理性。
发明内容
为了解决以上技术问题,本发明的目的在于提供一种活塞筒壳体车铣复合加工夹具,可以极大的提高活塞筒壳体两端法兰的加工效率,减少装夹次数从而提高加工出的工件质量。
为了实现上述目的,本发明采用的技术方案是:
活塞筒壳体车铣复合加工夹具,包括支架8,所述支架8上表面左右两端对称设置有定位块一2,所述定位块一2上表面一侧设置有铰链叉座4,铰链叉座4与铰链压板5通过铰链轴一11连接,所述铰链压板5通过铰链轴一11与浮动压板6连接,定位块一2上表面另一侧设置有铰链螺杆3,铰链螺杆3上端与铰链压板5相连,所述浮动压板6与工件接触,接触面为圆弧形结构,所述支架8一端连接在夹具体1上,与支架8相连的夹具体上方设置有配重块9,所述夹具体1内部设置定位套10,定位套10端部设置定位块二7。
所述定位块一2通过内螺纹圆柱销一20定位,再通过内六角圆柱头螺钉三17固定在支架8上。
所述铰链叉座4与铰链压板5通过开口销24固定,铰链压板5与浮动压板6通过开口销24固定。
所述铰链螺杆3下端通过铰链轴二12与定位块一2连接,再通过开口销24与定位块一2固定。
所述铰链螺杆3上端与铰链压板5通过六角法兰面螺母25拧紧以此来固定工件。
所述夹具体1通过内六角圆柱头螺钉二16连接在夹具体座26上。
所述支架8通过内螺纹圆柱销二21与夹具体1定位,再通过内六角圆柱头螺钉一15拧紧。
所述夹具体1内部通过内螺纹圆柱销三22与定位套10定位,再通过内六角圆柱头螺钉二16固定。
所述定位块二7装配在定位套10右侧,在与菱形销14过盈配合。
本发明的有益效果:
本发明将工件放置在定位块一上进行径向定位,然后再通过定位块二进行端面轴向定位,菱形销14限制零件的转角。此时,在铰链压板和浮动压板的作用下,通过铰链螺杆和六角法兰面螺母拧紧,固定工件后就能够对工件进行下一步加工,该专用夹具的设计,满足了数控机床上活塞筒壳体的复合加工,大大提高了加工效率和零件的加工精度。
本发明通过定位套10和定位块二、定位块一对工件进行定位,实现工件的精准定位,为保证工件的加工精度提供保障。
本发明能针对于活塞筒壳体两端法兰,实现车铣复合加工的目的,同时,保证了加工过程中活塞筒壳体两端法兰的同轴度;具有简单易行,装置结构合理、精确可靠,加工成本低的优点。
附图说明
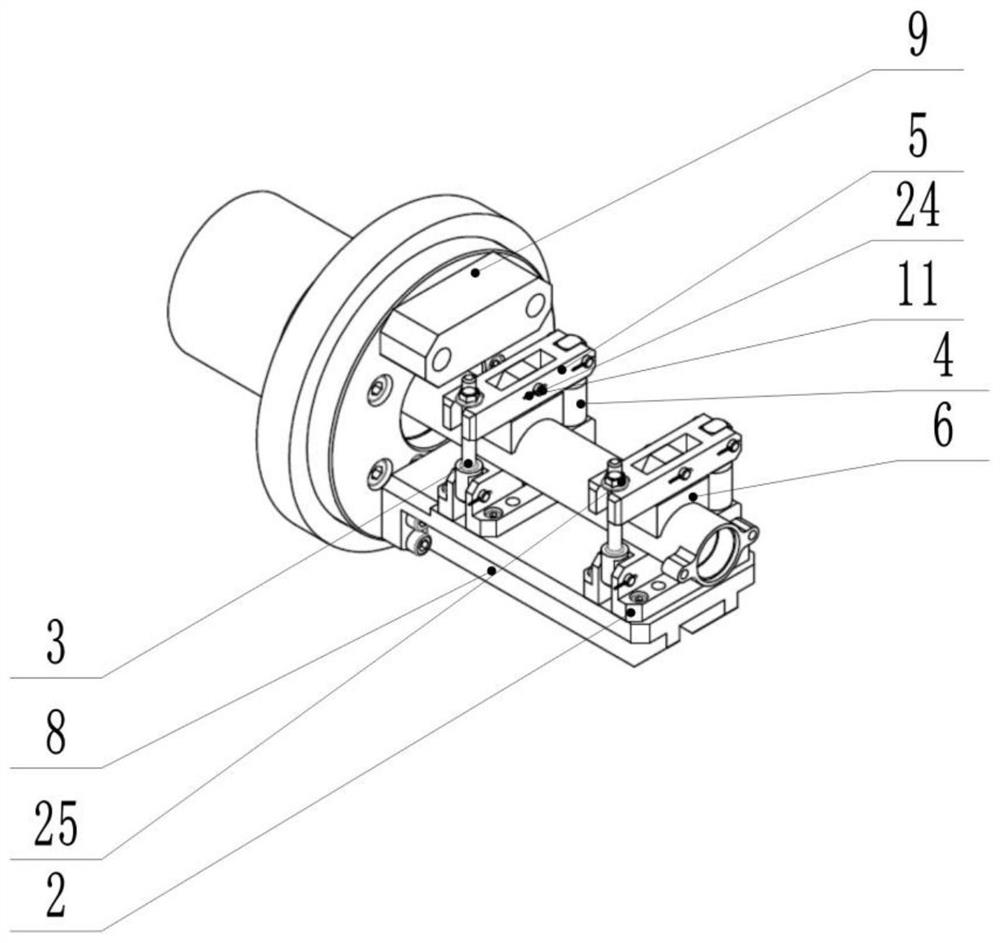
图1为本发明的立体结构示意图之一。
图2为本发明的正剖视图。
图3为本发明的俯视图。
图4为本发明的左视图。
图5为本发明的右视图。
图中:1、夹具体;2、定位块一;3、铰链螺杆;4、铰链叉座;5、铰链压板;6、浮动压板;7、定位块二;8、支架;9、配重块;10、定位套;11、铰链轴一;12、铰链轴二;13、定位销;14、菱形销;15、六角圆柱头螺钉一;16、内六角圆柱头螺钉二;17、内六角圆柱头螺钉三;18、内六角圆柱头螺钉;19、内六角圆柱头螺钉四;20、内螺纹圆柱销一;21、内螺纹圆柱销二;22、内螺纹圆柱销三;23、内螺纹圆柱销四;24、开口销;25、六角法兰面螺母;26、夹具体座。
具体实施方式
下面结合附图对本发明作进一步详细说明。
请参阅图1-图5,本发明提供一种活塞筒壳体车铣复合加工的专用夹具,所述支架8上端有定位块一2,所述定位块一2通过内螺纹圆柱销定位,再通过内六角圆柱头螺钉固定在支架8上,所述定位块一2与铰链叉座4连接,铰链叉座4与铰链压板5通过铰链轴一11连接,在通过开口销固定,所述铰链压板5通过铰链轴一11与浮动压板6连接,再通过开口销固定,所述铰链螺杆3下端通过铰链轴二12与定位块一2连接,再通过开口销与定位块一2固定,所述铰链螺杆3上端与铰链压板5通过六角法兰面螺母拧紧以此来固定工件,所述配重块9通过内六角圆柱头螺钉固定在夹具体1上,所述夹具体1通过内六角圆柱头螺钉连接在夹具体座26上,所述支架8通过内螺纹圆柱销与夹具体1定位,再通过内六角圆柱头螺钉拧紧。
定位块一2、定位块二7和菱形销14的配合保证工件的定位准确,然后在铰链压板5和浮动压板6的作用下,通过铰链螺杆3和六角法兰面螺母25拧紧。
铰链螺杆3与定位块一2左端通过铰链轴进行连接,并可进行往复摆动,铰链叉座4通过外圆面与定位块二7右端的孔进行匹配,通过内六角圆柱螺钉进行锁紧,铰链压板5右端通过铰链轴连接在铰链叉座4上,并绕铰链轴可进行开合摆动,浮动压板6通过铰链轴连接在铰链压板5中部位置,铰链压板5右端开口与铰链螺杆3进行配合。
所述轴向的定位块二7上安装有四个菱形销14。
本发明的工作原理及使用流程:
本发明在车铣复合夹具的支架8上装有定位块一2,在定位套10中装有轴向定位块二7,工件安装在定位块一2上,通过轴向定位块二7对工件轴向进行定位;轴向定位块二7上装有菱形销14,使工件法兰面两小孔穿过菱形销14确定工件的转角;通过铰链压板5上安装的浮动压板6实现工件额自定心,按压铰链压板5并转动铰链螺杆3进行锁定,旋转铰链螺杆3上的内六角螺母完成工件夹紧。
加工时,先打开本发明的铰链压板5,并将工件放在定位块一2上,调整工件轴向位置并转动工件使工件法兰面两小孔穿过菱形销14且紧贴轴向定位块二7完成工件定位,然后按压铰链压板5并转动铰链螺杆3完成工件的夹紧。
将工件放置在定位块一2上进行径向定位,然后再通过定位块二7进行轴向定位,在菱形销14作用下限制零件的周向转动。此时,在铰链压板5和浮动压板6的作用下,通过铰链螺杆3和六角法兰面螺母25拧紧,固定工件后就能够对工件进行下一步加工。
- 活塞筒壳体车铣复合加工夹具
- 复杂型腔壳体类薄壁筒体外侧面加工的工装夹具