一种轴承座的自由锻造工艺
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及锻造技术领域,具体地说尤其涉及一种轴承座的自由锻造工艺。
背景技术
轴承座是一种重要的支撑元件,主要用来支撑轴承,在机械领域内应用广泛,传统工艺采用自由锻制得坯料,在锻锤上进行模锻成型,但这种锻造方式会导致制坯不够精准,锻件上会出现折叠裂纹,而且会因为未冲满导致缺陷存在,产品报废率较高,而又由于市场经济压力日益增加,迫使自由锻技术实时更新,锻出形状、减小加工余量迫在眉睫。
发明内容
本发明的目的在于提出一种轴承座的自由锻造工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明通过如下技术手段实现:
一种轴承座的自由锻造工艺,包括有以下步骤:
步骤(1)材料准备,锻造时根据耳轴体工艺要求选取锻件材质45#,进行锻造处理;
步骤(2)锻件预热:采用200方钢下料,并通过天然气加热炉加热,在始锻温度保温3-5h后出炉锻造;
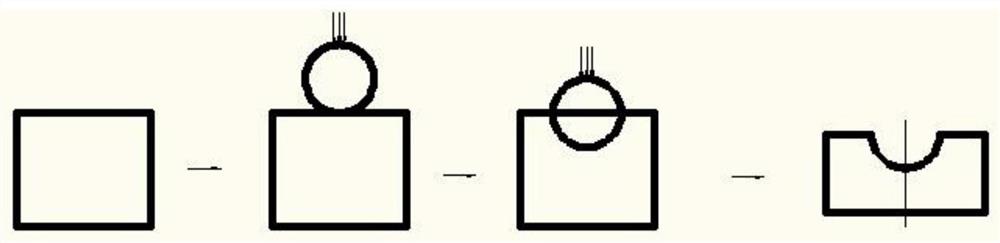
步骤(3)锻件镦拔:坯料出炉后重击镦粗拔长,保证锻造比≥3.0,至200×200×350方;
步骤(4)锻件冲压:将压槽芯模放置在方坯半孔位置,锤击压槽芯模至芯模一半处,取出芯模,坯料回炉;
步骤(5)成型:坯料回炉保温3-5小时后出炉二火锻造成型,将整形模放置在坯料凹档处,一同整形至锻件图,取出整形模,锻造完成。
进一步地,所述步骤(2)中,采用200方钢下料,并通过天然气加热炉加热,当达到500-550℃时,进行保温0.5-1h,然后升温至880-920℃,进行保温0.5-1h,并在始锻温度保温4h后出炉锻造。
进一步地,所述步骤(2)中,始锻温度设定在1200-1250℃,并在始锻温度保温4h后出炉锻造,能够使得锻件内外温度一致,提高锻件可塑性。
进一步地,所述步骤(5)中,坯料回炉加热至1200-1250℃,保温3小时后出炉二火锻造成型。
进一步地,所述步骤(4)中,压槽芯模预热至350-420℃,能够保证锻件变形均匀,机械加工切削量小。
与现有技术相比,本发明具有如下有益效果:
本发明用采用简单模具,完成了对这种轴承座锻件的自由锻造成型,且由于采用简单模具压出凹档,避免普通自由锻造锻不出,保证了锻件变形均匀,合格率高,锻件质量高,客户加工余量小,加工成本大大降低,生产效率高。
附图说明:
图1为本发明工艺流程示意图;
图2为本发明制得产品结构示意图;
图3为本发明工艺中所用压槽芯模结构示意图;
图4为本发明工艺中所用整形模结构示意图。
具体实施方式:
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合实施例对本发明作进一步说明:
具体实施例
为本发明的其中一种具体实施方式:参见附图。
在本实施例中,一种轴承座的自由锻造工艺,包括有以下步骤:
步骤(1)材料准备,锻造时根据耳轴体工艺要求选取锻件材质45#,进行锻造处理;
步骤(2)锻件预热:采用200方钢下料,并通过天然气加热炉加热,在始锻温度保温3-5h后出炉锻造;
步骤(3)锻件镦拔:坯料出炉后重击镦粗拔长,保证锻造比≥3.0,至200×200×350方;
步骤(4)锻件冲压:将压槽芯模放置在方坯半孔位置,锤击压槽芯模至芯模一半处,取出芯模,坯料回炉;
步骤(5)成型:坯料回炉保温3-5小时后出炉二火锻造成型,将整形模放置在坯料凹档处,一同整形至锻件图,取出整形模,锻造完成。
进一步地,所述步骤(2)中,采用200方钢下料,并通过天然气加热炉加热,当达到500-550℃时,进行保温0.5-1h,然后升温至880-920℃,进行保温0.5-1h,并在始锻温度保温4h后出炉锻造。
进一步地,所述步骤(2)中,始锻温度设定在1200-1250℃,并在始锻温度保温4h后出炉锻造,能够使得锻件内外温度一致,提高锻件可塑性。
进一步地,所述步骤(5)中,坯料回炉加热至1200-1250℃,保温3小时后出炉二火锻造成型。
进一步地,所述步骤(4)中,压槽芯模预热至350-420℃,能够保证锻件变形均匀,机械加工切削量小。
实施例1
一种轴承座的自由锻造工艺,包括有以下步骤:
步骤(1)材料准备,锻造时根据耳轴体工艺要求选取锻件材质45#,进行锻造处理;
步骤(2)锻件预热:采用200方钢下料,并通过天然气加热炉加热,当达到540℃时,进行保温0.6h,然后升温至910℃,进行保温0.6h,始锻温度设定在1240℃,并在始锻温度保温3.5h后出炉锻造;
步骤(3)锻件镦拔:坯料出炉后重击镦粗拔长,保证锻造比4,至200×200×350方;
步骤(4)锻件冲压:压槽芯模预热至400℃,将压槽芯模放置在方坯半孔位置,锤击压槽芯模至芯模一半处,取出芯模,坯料回炉;
步骤(5)成型:坯料回炉加热至1240℃,保温3小时后出炉二火锻造成型,将整形模放置在坯料凹档处,一同整形至锻件图,取出整形模,锻造完成。
实施例2
一种轴承座的自由锻造工艺,包括有以下步骤:
步骤(1)材料准备,锻造时根据耳轴体工艺要求选取锻件材质45#,进行锻造处理;
步骤(2)锻件预热:采用200方钢下料,并通过天然气加热炉加热,当达到520℃时,进行保温0.8h,然后升温至890℃,进行保温0.8h,始锻温度设定在1220℃,并在始锻温度保温4h后出炉锻造;
步骤(3)锻件镦拔:坯料出炉后重击镦粗拔长,保证锻造比5,至200×200×350方;
步骤(4)锻件冲压:压槽芯模预热至380℃,将压槽芯模放置在方坯半孔位置,锤击压槽芯模至芯模一半处,取出芯模,坯料回炉;
步骤(5)成型:坯料回炉加热至1220℃,保温3小时后出炉二火锻造成型,将整形模放置在坯料凹档处,一同整形至锻件图,取出整形模,锻造完成
实验证明,本发明工艺制备锻件变形均匀,合格率高,锻件质量高,客户加工余量小,加工成本大大降低,生产效率高。
本发明所公开具体实施例落入本发明权利要求保护范围之内,为本发明的特征部分的具体下位实施范围,具体实施例保护内容仅仅是为本发明权利要求保护范围的说明,本发明保护范围不止于具体实施例保护内容,具体实施例保护内容不应理解为对本发明权利要求保护范围的限制。
落入本发明保护范围内的产品结构连接关系,都落入本发明保护内容;在不偏离本发明保护实质的前提下,而对产品部件的结构作出常规技术改进,如本发明具体实施例中这种作出对产品部分结构的改进,也都将落入本发明保护实质中。
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
除非另有定义,本文所使用的所有学术和科学术语具有本发明所属技术领域普通技术人员所理解的相同含义。
在相抵触的情况下,以本说明书中的定义为准。
除非另有说明,所有的百分数、份数、比例等都是以重量计。
当给出数值或数值范围、优选范围或一系列下限优选值和上限优选值时,应当理解其具体公开了由任何较小的范围限值或优选值和任何较大的范围限值或优选值的任何一对数值所形成的任何范围,而无论范围是否分别被公开。除非另有说明,在本说明书描述数值范围之处,所述的范围意图包括范围端值和范围内的所有整数和分数。
当术语“约”或“左右”用于描述数值或范围的端值时,所公开的内容应当是包括该具体数值或所涉及的端值。
采用“一”和“一个/种”的用法描述本发明的要素,这只是出于便利和为了给出本发明一般情况。除非另有明显表述,应将该说明理解为包括一个/种或至少一个/种。
- 一种轴承座的自由锻造工艺
- 一种锤上自由锻大截面船用连杆锻造工艺及其锻造工具