一种轻卡顶盖板前风窗止口边带料整形模具及其控制方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及工装技术领域,尤其涉及一种轻卡顶盖板前风窗止口边带料整形模具及其控制方法,主要适用于解决轻卡顶盖板前风窗止口边波浪起皱问题。
背景技术
轻卡顶盖板前风窗止口边用于安装前风窗玻璃,冲压件此处结构需拉延成型工序后进行二次成型(整形)。二次成型后由于多料问题,出现波浪起皱问题,造成玻璃安装困难,存在漏水的隐患。顶盖板前风窗止口边波浪也是现在行业里普遍存在的困难点。
现有车型B07、F91A、F91G等顶盖板前风窗止口边冲压工艺顺序如下:OP10拉延成型;OP20修边到位;OP30二次成型(整形)。冲压工艺图可见OP20修边直接修到位,OP30整形时仅上端有模具压料,下端无模具压料,造成整形后零件多料波浪起皱。
发明内容
本发明的目的是克服现有技术中存在的整形后零件波浪起皱的缺陷与问题,提供一种有效改善整形后零件波浪起皱问题的轻卡顶盖板前风窗止口边带料整形模具及其控制方法。
为实现以上目的,本发明的技术解决方案是:一种轻卡顶盖板前风窗止口边带料整形模具,包括整形凹模与安装座,所述整形凹模的左侧设置有用于抵住整形凹模的驱动条,驱动条与上模相连接,所述整形凹模的右上部设置有制件的定位整形面,所述整形凹模与气缸相连接,所述安装座位于整形凹模的右上方,安装座与上模相连接,安装座的底部设置有整形凸模,所述整形凸模与定位整形面的中部配合完成制件的整形,安装座的底部位于整形凸模两侧的部位设置有上压料块、下压料块,所述上压料块、下压料块均通过氮气缸与安装座的底部相连接,所述上压料块、下压料块分别与定位整形面的上部、下部配合完成制件的定位。
所述定位整形面包括依次连接的第一折弯面、第二折弯面、第三折弯面、第四折弯面,所述第一折弯面与上压料块配合完成制件上部的定位,所述第二折弯面与第三折弯面之间的夹角为直角,第二折弯面、第三折弯面与整形凸模配合完成制件中部的整形,所述第四折弯面与下压料块配合完成制件下部的定位。
所述安装座的底部开设有空腔,所述整形凸模、上压料块、下压料块都位于空腔内,所述整形凸模与空腔的顶壁相连接,所述上压料块、下压料块均通过氮气缸与空腔的顶壁相连接。
所述整形凸模为T字型结构,整形凸模包括横向部与竖向部,所述横向部与空腔的顶壁相连接,所述竖向部与定位整形面的中部配合完成制件中部的整形。
所述上压料块的顶部通过氮气缸与空腔的顶壁相连接,上压料块的一侧面与整形凸模的侧面相接触,上压料块的另一侧面与空腔的内壁滑动连接,上压料块的底部设置有上折弯部,所述上折弯部与定位整形面的上部配合完成制件上部的定位。
所述下压料块的顶部通过氮气缸与空腔的顶壁相连接,下压料块的一侧面与整形凸模的侧面相接触,下压料块的另一侧面与空腔的内壁滑动连接,下压料块的底部设置有下折弯部,所述下折弯部与定位整形面的下部配合完成制件下部的定位。
所述气缸的输出端与连接块相连接,连接块与整形凹模相互平行,且连接块与整形凹模的右侧面相连接。
一种轻卡顶盖板前风窗止口边带料整形模具的控制方法,所述控制方法包括以下步骤:
S1、将制件放置在定位整形面上,此时,制件的上部、下部分别与定位整形面的上部、下部相接触,制件的中部与定位整形面的中部空开;
S2、控制上模向下移动,在此过程中,上模带动驱动条向后移动,驱动条抵在整形凹模的左侧面上,作为整形凹模的靠背;上模带动安装座向下移动,上压料块、下压料块分别接触制件的上部、下部,安装座继续向下移动过程中,上压料块、下压料块在氮气缸的作用下向内收缩,分别对制件的上部、下部施加压力,以防止制件窜动,同时,整形凸模向外凸出,与定位整形面的中部配合完成制件中部的负角整形;
S3、整形完成后,控制上模向上移动,上模带动驱动条向前移动,以使驱动条与整形凹模分离;上模带动安装座向上移动,整形凸模与整形后制件的中部分离,安装座继续向上移动,以使上压料块、下压料块分别与整形后制件的上部、下部分离,在此过程中,上压料块、下压料块在氮气缸的作用下向外伸出,然后控制气缸带动整形凹模向左移动,以使整形后制件与定位整形面之间产生间隙;
S4、取出整形后的制件,然后通过气缸驱动整形凹模向右移动复位,进入放件状态。
步骤S2中,上压料块、下压料块在氮气缸的作用下向内收缩25mm。
与现有技术相比,本发明的有益效果为:
本发明一种轻卡顶盖板前风窗止口边带料整形模具及其控制方法中,将普通整形优化成带料整形,即整形时,零件上部、下部均采用模具压料,使成型过程类似拉延过程,控制此处材料流动,从而消除波浪缺陷的产生。因此,本发明可有效改善轻卡顶盖板前风窗止口边波浪起皱问题。
附图说明
图1是本发明的结构示意图。
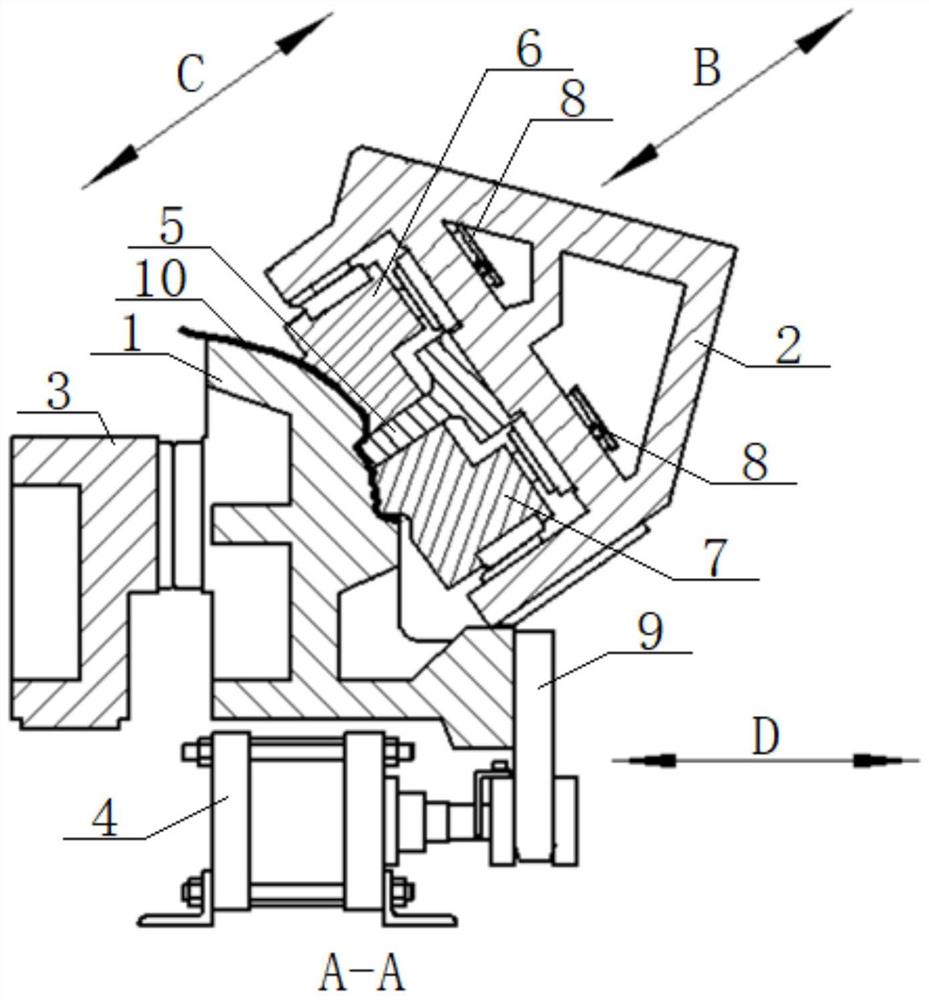
图2是图1沿A-A方向的截面图。
图3是本发明的带料整形过程中的放件状态示意图。
图4是图3中E的放大图。
图5是本发明的带料整形过程中的取件状态示意图。
图6是本发明的顶盖板前风窗止口边冲压工艺中的拉延成型工序图(OP10)。
图7是本发明的顶盖板前风窗止口边冲压工艺中的修边工序图(OP20)。
图8是本发明的顶盖板前风窗止口边冲压工艺中的带料整形工序图(OP30)。
图9是本发明的顶盖板前风窗止口边冲压工艺中的二次修边工序图(OP40)。
图中:整形凹模1、定位整形面11、第一折弯面111、第二折弯面112、第三折弯面113、第四折弯面114、安装座2、空腔21、驱动条3、气缸4、整形凸模5、横向部51、竖向部52、上压料块6、上折弯部61、下压料块7、下折弯部71、氮气缸8、连接块9、制件10。
图中:B表示安装座的滑动方向,C表示上压料块与下压料块的滑动方向,D表示整形凹模的滑动方向,F表示上压料块的压料方向,G表示下压料块的压料方向,H表示整形凸模的整形方向。
具体实施方式
以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
参见图1至图9,一种轻卡顶盖板前风窗止口边带料整形模具,包括整形凹模1与安装座2,所述整形凹模1的左侧设置有用于抵住整形凹模1的驱动条3,驱动条3与上模相连接,所述整形凹模1的右上部设置有制件10的定位整形面11,所述整形凹模1与气缸4相连接,所述安装座2位于整形凹模1的右上方,安装座2与上模相连接,安装座2的底部设置有整形凸模5,所述整形凸模5与定位整形面11的中部配合完成制件10的整形,安装座2的底部位于整形凸模5两侧的部位设置有上压料块6、下压料块7,所述上压料块6、下压料块7均通过氮气缸8与安装座2的底部相连接,所述上压料块6、下压料块7分别与定位整形面11的上部、下部配合完成制件10的定位。
所述定位整形面11包括依次连接的第一折弯面111、第二折弯面112、第三折弯面113、第四折弯面114,所述第一折弯面111与上压料块6配合完成制件10上部的定位,所述第二折弯面112与第三折弯面113之间的夹角为直角,第二折弯面112、第三折弯面113与整形凸模5配合完成制件10中部的整形,所述第四折弯面114与下压料块7配合完成制件10下部的定位。
所述安装座2的底部开设有空腔21,所述整形凸模5、上压料块6、下压料块7都位于空腔21内,所述整形凸模5与空腔21的顶壁相连接,所述上压料块6、下压料块7均通过氮气缸8与空腔21的顶壁相连接。
所述整形凸模5为T字型结构,整形凸模5包括横向部51与竖向部52,所述横向部51与空腔21的顶壁相连接,所述竖向部52与定位整形面11的中部配合完成制件10中部的整形。
所述上压料块6的顶部通过氮气缸8与空腔21的顶壁相连接,上压料块6的一侧面与整形凸模5的侧面相接触,上压料块6的另一侧面与空腔21的内壁滑动连接,上压料块6的底部设置有上折弯部61,所述上折弯部61与定位整形面11的上部配合完成制件10上部的定位。
所述下压料块7的顶部通过氮气缸8与空腔21的顶壁相连接,下压料块7的一侧面与整形凸模5的侧面相接触,下压料块7的另一侧面与空腔21的内壁滑动连接,下压料块7的底部设置有下折弯部71,所述下折弯部71与定位整形面11的下部配合完成制件10下部的定位。
所述气缸4的输出端与连接块9相连接,连接块9与整形凹模1相互平行,且连接块9与整形凹模1的右侧面相连接。
一种轻卡顶盖板前风窗止口边带料整形模具的控制方法,所述控制方法包括以下步骤:
S1、将制件10放置在定位整形面11上,此时,制件10的上部、下部分别与定位整形面11的上部、下部相接触,制件10的中部与定位整形面11的中部空开;
S2、控制上模向下移动,在此过程中,上模带动驱动条3向后移动,驱动条3抵在整形凹模1的左侧面上,作为整形凹模1的靠背;上模带动安装座2向下移动,上压料块6、下压料块7分别接触制件10的上部、下部,安装座2继续向下移动过程中,上压料块6、下压料块7在氮气缸8的作用下向内收缩,分别对制件10的上部、下部施加压力,以防止制件10窜动,同时,整形凸模5向外凸出,与定位整形面11的中部配合完成制件10中部的负角整形;
S3、整形完成后,控制上模向上移动,上模带动驱动条3向前移动,以使驱动条3与整形凹模1分离;上模带动安装座2向上移动,整形凸模5与整形后制件10的中部分离,安装座2继续向上移动,以使上压料块6、下压料块7分别与整形后制件10的上部、下部分离,在此过程中,上压料块6、下压料块7在氮气缸8的作用下向外伸出,然后控制气缸4带动整形凹模1向左移动,以使整形后制件10与定位整形面11之间产生间隙;
S4、取出整形后的制件10,然后通过气缸4驱动整形凹模1向右移动复位,进入放件状态。
步骤S2中,上压料块6、下压料块7在氮气缸8的作用下向内收缩25mm。
本发明的原理说明如下:
本设计涉及轻卡顶盖板前风窗止口边冲压工艺顺序如下:
OP10拉延成型,工艺与现有车型顶盖板一致;
OP20修边,此过程未一次性修边到位,而是留有60mm余量,修边线在拉延筋内侧,平面向圆弧过渡外侧。取拉延筋内侧是因为拉延件废料较多、外侧形状变形较大,进行一次粗修边将大废料修掉,方便后续二次精修边废料排放;取平面向圆弧过渡外侧是因为外侧为平面,可采用正修边,模具制造简单,故障率低,修边品质有保证;若选在圆弧上修边,则需要采用斜楔修边,模具制造成本增加,故障率高,修边易产生毛刺;
OP30带料整形,零件二次成型区域上部、下部均有模具压料,上下部同时受力,类似拉延成型,使材料流动受控,有效解决整形后波浪起皱问题;
OP40二次修边,将二序修边余量修掉。
本设计优点在于:对轻卡顶盖板冲压工艺进行优化,由修边到位后整形,改成修边留余量后带料整形,由普通整形变成带有拉延性质的整形,有效改善顶盖板前风窗止口边波浪起皱缺陷;OP20修边余量约60mm,需在拉延筋内侧,平面向圆弧过渡处外侧,即能保证带料整形的零件质量,又简易修边工艺,改善斜楔废料排放。
实施例:
参见图1至图9,一种轻卡顶盖板前风窗止口边带料整形模具,包括整形凹模1与安装座2,所述整形凹模1的左侧设置有用于抵住整形凹模1的驱动条3,驱动条3与上模相连接,所述整形凹模1的右上部设置有制件10的定位整形面11,所述整形凹模1的右侧面与连接块9相连接,连接块9与整形凹模1相互平行,连接块9与气缸4的输出端相连接,所述安装座2位于整形凹模1的右上方,安装座2与上模相连接,安装座2的底部设置有整形凸模5,所述整形凸模5与定位整形面11的中部配合完成制件10的整形,安装座2的底部位于整形凸模5两侧的部位设置有上压料块6、下压料块7,所述上压料块6、下压料块7均通过氮气缸8与安装座2的底部相连接,所述上压料块6、下压料块7分别与定位整形面11的上部、下部配合完成制件10的定位;所述定位整形面11包括依次连接的第一折弯面111、第二折弯面112、第三折弯面113、第四折弯面114,所述第一折弯面111与上压料块6配合完成制件10上部的定位,所述第二折弯面112与第三折弯面113之间的夹角为直角,第二折弯面112、第三折弯面113与整形凸模5配合完成制件10中部的整形,所述第四折弯面114与下压料块7配合完成制件10下部的定位;所述安装座2的底部开设有空腔21,所述整形凸模5、上压料块6、下压料块7都位于空腔21内,所述整形凸模5与空腔21的顶壁相连接,所述上压料块6、下压料块7均通过氮气缸8与空腔21的顶壁相连接;所述整形凸模5为T字型结构,整形凸模5包括横向部51与竖向部52,所述横向部51与空腔21的顶壁相连接,所述竖向部52与定位整形面11的中部配合完成制件10中部的整形;所述上压料块6的顶部通过氮气缸8与空腔21的顶壁相连接,上压料块6的一侧面与整形凸模5的侧面相接触,上压料块6的另一侧面与空腔21的内壁滑动连接,上压料块6的底部设置有上折弯部61,所述上折弯部61与定位整形面11的上部配合完成制件10上部的定位;所述下压料块7的顶部通过氮气缸8与空腔21的顶壁相连接,下压料块7的一侧面与整形凸模5的侧面相接触,下压料块7的另一侧面与空腔21的内壁滑动连接,下压料块7的底部设置有下折弯部71,所述下折弯部71与定位整形面11的下部配合完成制件10下部的定位。
按上述方案,一种轻卡顶盖板前风窗止口边带料整形模具的控制方法,所述控制方法包括以下步骤:
S1、将制件10放置在定位整形面11上,此时,制件10的上部、下部分别与定位整形面11的上部、下部相接触,制件10的中部与定位整形面11的中部空开;
S2、控制上模向下移动,在此过程中,上模带动驱动条3向后移动,驱动条3抵在整形凹模1的左侧面上,作为整形凹模1的靠背;上模带动安装座2向下移动,上压料块6、下压料块7分别接触制件10的上部、下部,安装座2继续向下移动过程中,上压料块6、下压料块7在氮气缸8的作用下向内收缩25mm,分别对制件10的上部、下部施加压力,以防止制件10窜动,同时,整形凸模5向外凸出25mm,与定位整形面11的中部配合完成制件10中部的负角整形;
S3、整形完成后,控制上模向上移动,上模带动驱动条3向前移动,以使驱动条3与整形凹模1分离;上模带动安装座2向上移动,整形凸模5与整形后制件10的中部分离,安装座2继续向上移动,以使上压料块6、下压料块7分别与整形后制件10的上部、下部分离,在此过程中,上压料块6、下压料块7在氮气缸8的作用下向外伸出,然后控制气缸4带动整形凹模1向左移动,以使整形后制件10与定位整形面11之间产生间隙;
S4、取出整形后的制件10,然后通过气缸4驱动整形凹模1向右移动复位,进入放件状态。
- 一种轻卡顶盖板前风窗止口边带料整形模具及其控制方法
- 一种汽车前风窗下横梁盖板落料模具