一种回旋管热丝及其制作方法
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及回旋管的制造,具体地涉及一种回旋管热丝及其制作方法。
背景技术
太赫兹科学与技术是一门跨学科的新兴交叉科学,衔接了宏观的经典电磁波理论与微观量子理论,太赫兹波具有独特的瞬态性、高穿透性、宽带性、相干性和低能性等特性,在超高速空间通讯、超高分辨率武器制导、医学成像、安全检查、物质与太赫兹光谱特征分析、材料检测等领域具有广泛的应用前景。
自2000年以来,太赫兹真空电子学有了很快的发展并取得了重要的成果,可以工作在太赫兹频段的真空电子学的大功率太赫兹源主要有回旋管、SmithPurcell效应器件、返波管等。这些器件中,回旋管是快波器件,高频结构的尺寸与其它器件相比有很大优势,在220GHz以上乃至THz频段,可以实现瓦级到千瓦量级,甚至更高功率的信号输出。
由于大气或波导中,太赫兹波信号的衰减较大,研制更大功率的太赫兹信号源成为推动太赫兹技术发展的关键。在所有太赫兹信号源中,回旋管和自由电子激光可以产生百瓦甚至千瓦级别的输出功率,但是自由电子激光不管在体积、重量以及输出功率等方面均没有回旋管有优势,所以太赫兹回旋管有很大的研究和应用价值。
因此,针对回旋管的研制需求,提供一种解决电子发射源加热所需的回旋管热丝及制作方法就显得十分必要。
发明内容
本发明的目的是提供一种回旋管热丝及其制作方法,通过回旋管热丝的制作方法所制作的回旋管热丝可提高电子发射源的加热效率,热丝涂覆绝缘层亦可保证热丝在高温工作状态下的可靠性,保障了回旋管器件的可靠性能指标,回旋管热丝的制作方法工艺重复性和一致性高,进而制作效率高。
为了实现上述目的,本发明提供了一种回旋管热丝,该回旋管热丝为单丝双螺旋结构,所述回旋管热丝的顶部为锥形双螺旋结构,中部为柱形双螺旋结构,底部为所述回旋管热丝的两个引线脚,所述柱形双螺旋结构的上端与所述锥形双螺旋结构连接,下端与两个所述引线脚连接。
优选地,所述引线脚的长度为10-20mm。
优选地,所述锥形双螺旋结构有4-5圈螺旋热丝,所述柱形双螺旋结构有5-6圈螺旋热丝。
优选地,所述锥形双螺旋结构和柱形双螺旋结构的外表面涂覆有绝缘材料。
优选地,所述回旋管热丝的热丝材料为直径在0.15-0.2mm的纯钨丝或钨铼合金丝。
本发明还提供了一种回旋管热丝的制作方法,该制作方法包括以下步骤:
1)清除热丝材料上的油污;
2)将清除油污后的热丝材料在绕制模具的双螺旋沟槽内绕制,并预留两个引线脚;
3)将步骤2)预留的两个引线脚紧贴在模具的圆柱表面上,用钼丝穿过横向设置在绕制模具上的定位孔将两个引线脚绑扎固定;
4)将步骤3)绕制好的热丝材料连同绕制模具一起放置于氢气气氛的高温烧结炉内进行高温定型;
5)将步骤4)定型后的热丝材料从绕制模具中取出,并将除引线脚部分以外的位置喷涂绝缘材料,喷涂厚度为30um-60um;
6)将逐步后5)已经涂覆绝缘层的热丝材料放置于氢气气氛的高温烧结炉内进行烧结;
7)将步骤6)烧结后的热丝材料进行修整,剪切引线脚至10-20mm,并用镊子将引线脚修直,获得成品回旋管热丝;
8)用万用表测量成品回旋管热丝的电阻值,检测是否达标。
优选地,在步骤1)中,按0.2g/mL-0.3g/mL的浓度配置氢氧化钠清洗溶液,将热丝材料放置进盛有煮沸的氢氧化钠清洗溶液的玻璃容器内进行清洗,其中,氢氧化钠清洗溶液溶剂为去离子水。
优选地,在步骤2)中所预留的两个引线脚的长度大于50mm,在步骤3)中所使用的钼丝直径为0.08-0.12mm。
优选地,在步骤4)中,高温烧结炉的温度控制为1550℃-1750℃,保温时间为20min-40min。
优选地,在步骤6)中,高温烧结炉的温度控制为1650℃-1850℃,保温时间为1min-3min。
根据上述技术方案,本发明中的回旋管热丝及其制作方法,通过回旋管热丝的制作方法所制作的回旋管热丝可提高电子发射源的加热效率,热丝涂覆绝缘层亦可保证热丝在高温工作状态下的可靠性,保障了回旋管器件的可靠性能指标,回旋管热丝的制作方法工艺重复性和一致性高,进而制作效率高。
本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
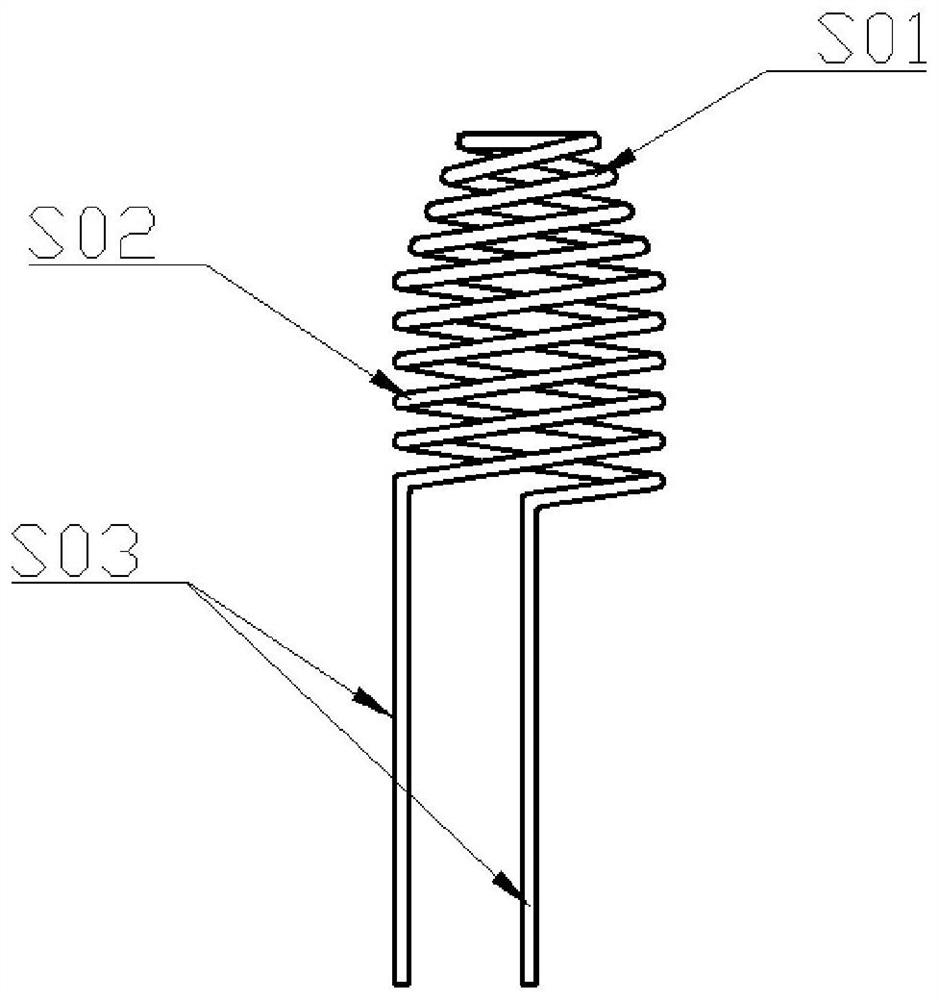
图1是回旋管热丝的一种优选实施方式的结构示意图;
图2是绕制模具的一种优选实施方式的结构示意图;
图3是绕制模具的一种优选实施方式的剖视图。
附图标记说明
S01:锥形双螺旋结构;S02:柱形双螺旋结构;S03:引线脚;S04:双螺旋沟槽;S05:定位孔。
具体实施方式
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
在本发明中,在未作相反说明的情况下,“上下左右、前后内外”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
参见图1所示的回旋管热丝,该回旋管热丝为单丝双螺旋结构,所述回旋管热丝的顶部为锥形双螺旋结构S01,中部为柱形双螺旋结构S02,底部为所述回旋管热丝的两个引线脚S03,所述柱形双螺旋结构S02的上端与所述锥形双螺旋结构S01连接,下端与两个所述引线脚S03连接。
通过上述技术方案的实施,提高了电子发射源的加热效率。
在该实施方式中,优选地,所述引线脚S03的长度为10-20mm。
在该实施方式中,为了进一步提高电子发射源的加热效率,优选地,所述锥形双螺旋结构S01有4-5圈螺旋热丝,所述柱形双螺旋结构S02有5-6圈螺旋热丝。
在该实施方式中,优选地,所述锥形双螺旋结构S01和柱形双螺旋结构S02的外表面涂覆有绝缘材料。涂覆绝缘层可保证回旋热丝在高温工作状态下的可靠性,还保障了回旋管器件的可靠性能指标,还可以防止螺旋线间发生短路。
在该实施方式中,为了进一步提高电子发射源的加热效率,优选地,所述回旋管热丝的热丝材料为直径在0.15-0.2mm的纯钨丝或钨铼合金丝。
本发明还提供了一种回旋管热丝的制作方法,该制作方法包括以下步骤:
1)清除热丝材料上的油污;
2)参见图2所述的热丝绕制模具,将清除油污后的热丝材料在绕制模具的双螺旋沟槽S04内绕制,并预留两个引线脚S03;
3)将步骤2)预留的两个引线脚S03紧贴在模具的圆柱表面上,用钼丝穿过横向设置在绕制模具上的定位孔S05将两个引线脚S03绑扎固定;其中,定位孔S05参见图3所示。
4)将步骤3)绕制好的热丝材料连同绕制模具一起放置于氢气气氛的高温烧结炉内进行高温定型;
5)将步骤4)定型后的热丝材料从绕制模具中取出,并将除引线脚S03部分以外的位置喷涂绝缘材料,喷涂厚度为30um-60um;
6)将逐步后5)已经涂覆绝缘层的热丝材料放置于氢气气氛的高温烧结炉内进行烧结;
7)将步骤6)烧结后的热丝材料进行修整,剪切引线脚S03至10-20mm,并用镊子将引线脚S03修直,获得成品回旋管热丝;
8)用万用表测量成品回旋管热丝的电阻值,检测是否达标。电阻值处于设计范围即认为达标。
通过上述方法制作回旋管热丝,工艺重复性和一致性高。
在该实施方式中,在步骤1)中,按0.2g/mL-0.3g/mL的浓度配置氢氧化钠清洗溶液,将热丝材料放置进盛有煮沸的氢氧化钠清洗溶液的玻璃容器内进行清洗,其中,氢氧化钠清洗溶液溶剂为去离子水。蒸煮时间的控制以充分的去除热丝材料上的油污为准。
在该实施方式中,参见图2所示,在步骤2)中所预留的两个引线脚S03的长度大于50mm,在步骤3)中所使用的钼丝直径为0.08-0.12mm。预留出充分长的引线脚S03有利于使用钼丝通过图3中所示的定位孔S05进行绑扎固定。
在该实施方式中,优选地,在步骤4)中,高温烧结炉的温度控制为1550℃-1750℃,保温时间为20min-40min。
在该实施方式中,优选地,在步骤6)中,高温烧结炉的温度控制为1650℃-1850℃,保温时间为1min-3min。
表1
参见表1,热丝涂覆绝缘材料溶液的配置过程为:
1、首先进行刚玉粉焙烧,按配方称取350g刚玉粉装入蒸发皿中,盖上盖子并置于马弗炉中,按1100℃温度进行焙烧2h;
2、进行绝缘材料溶液配制,将焙烧后的刚玉粉,以及80ml粘结剂和350ml甲醛溶剂倒入球磨罐内,再加入1000g的玛墙球,盖好盖子,置于球磨机上磨24h;
3、过滤绝缘材料溶液:将磨好的涂料倒出,用325目或330目的筛子过滤,将过滤后的涂料装入瓶子内,注明名称、涂料批号、日期,盖好盖子待用。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
- 一种回旋管热丝及其制作方法
- 一种电阻加热丝制作方法