一种用于耐火砖加工的双称重自动送料机
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及耐火砖加工设备技术领域,尤其涉及一种用于耐火砖加工的双称重自动送料机。
背景技术
耐火砖即定型耐火材料,其形状具有标准规则,可以根据砌筑需要临时加工。生产耐火砖时,按照如下流程进行:根据耐火砖的成分配制原料,将配制完成的原料称重后送至模具,随后通过压力机压制形成砖坯,最后将砖坯进行烧制形成耐火砖成品。在传统生产线上,上述称重和送料工序均是人工进行,不仅生产效率不高,而且工人的劳动强度较大,产品质量也难以得到保证。
发明内容
本发明的目的在于针对已有的技术现状,提供一种用于耐火砖加工的双称重自动送料机,采用包含双皮带传送机构的下料装置与包含双称重料斗的称重装置配合构成两条称重作业线,两条称重作业线交替工作将原料投入送料装置,并通过移动装置将送料装置推行至压力机中模具上方进行上料工序。
为达到上述目的,本发明采用如下技术方案:
一种用于耐火砖加工的双称重自动送料机,包括机架、料仓装置、下料装置、称重装置、移动装置和送料装置;
所述机架为框架式结构;
所述料仓装置包括料仓和隔断,料仓设置在机架中,隔断设置在料仓内腔的正中间,将料仓内腔均分为两部分,形成两下料区;
所述下料装置包括并列设置在机架中的两皮带传送机构,两皮带传送机构分别位于料仓中两下料区的正下方,每一皮带传送机构上均设有为其提供驱动力的第一驱动件,每一皮带传送机构上还设有限流闸板以及为限流闸板提供驱动力的第二驱动件,通过第二驱动件控制限流闸板从而对皮带传送机构上的原料起到限流作用;
所述称重装置包括称重支架以及两称重传感器和两称重料斗,两称重传感器固定在称重支架中,两称重料斗分别固定在两称重传感器上,所述称重支架设置在机架中且两称重料斗分别位于两皮带传送机构远离料仓一端的正下方,每一称重料斗底部开口处均设有料斗开关门,称重支架中还设有两第三驱动件,两第三驱动件分别与两称重料斗底部开口处所设料斗开关门连接,通过第三驱动件控制料斗开关门从而对称重料斗底部开口起到开关作用;
所述移动装置包括移动支架、送料支架、过渡料斗,移动支架设置在机架中并通过高度调整块与机架连接,移动支架上设有第四驱动件,送料支架滑动设置在移动支架上且送料支架与第四驱动件连接,第四驱动件带动送料支架在移动支架上滑行,所述过渡料斗通过支撑架设置在移动支架上且其同时位于两称重料斗的下方;
所述送料装置包括送料料斗、料斗阀门和第五驱动件,送料料斗设置在移动支架远离第四驱动件的一端,料斗阀门设置在送料料斗底部开口处,第五驱动件与料斗阀门连接,通过第五驱动件控制料斗阀门从而对送料料斗底部开口起到开关作用。
进一步的,所述第一驱动件包括伺服电机和减速机,伺服电机与减速机相连,减速机与皮带传送机构的转轴相连。
进一步的,所述限流闸板通过底座转动设置在皮带传送机构上方,所述第二驱动件为阻挡气缸,阻挡气缸尾部与皮带传送机构铰接,阻挡气缸中活塞杆的前端通过二连杆与限流闸板连接,阻挡气缸中活塞杆伸缩带动限流闸板转动。
进一步的,所述料斗开关门转动设置在称重料斗上并将称重料斗底部开口封闭,第三驱动件为开门气缸一,开门气缸一尾部与称重料斗铰接,开门气缸一中活塞杆的前端通过二连杆与料斗开关门连接,开门气缸一中活塞杆伸缩带动料斗开关门转动。
进一步的,所述第四驱动件为驱动电缸。
进一步的,所述第五驱动件为开门气缸二,料斗阀门包括合拢后将送料料斗底部开口封闭的两阀门体以及连接件和两连杆,开门气缸二中活塞杆前端通过连接件与两连杆一端铰接于一处,两连杆另一端分别与两阀门体铰接,两阀门体与送料料斗铰接,开门气缸二中活塞杆伸缩带动两阀门体合拢或张开。
进一步的,所述料仓中每一下料区的侧壁上均设有振动机构。
进一步的,所述移动支架上平行设有两滑轨,送料支架两侧分别设有一组滑轮,送料支架通过其上滑轮与移动支架上所设滑轨配合滑动设置在移动支架上。
进一步的,所述移动支架上方通过支撑架倒置设有滑轨,所述送料支架上设有滑移架,滑移架包括滑移杆以及设置在其上端的滑轮,送料支架设置在移动支架上时,滑移杆上端的滑轮与移动支架上倒置的滑轮相配合,从而提高送料支架在移动支架上滑动的稳定性。
进一步的,还包括平行设置在地面上的两滑轨,所述机架底部平行设有两滑行机构,每一滑行机构底部均设有一组滑轮,机架通过滑行机构底部的滑轮与滑轨配合设置在两滑轨上,在滑轨上推动机架,使整机相对压力机运动。本发明的有益效果为:
本发明的优点在于,采用包含双皮带传送机构的下料装置与包含双称重料斗的称重装置配合构成两条称重作业线,两条称重作业线交替工作将原料投入送料装置,并通过移动装置将送料装置推行至压力机中模具上方进行上料工序,该双称重自动送料机降低了人工劳动强度,提高了生产效率和产品质量。
附图说明
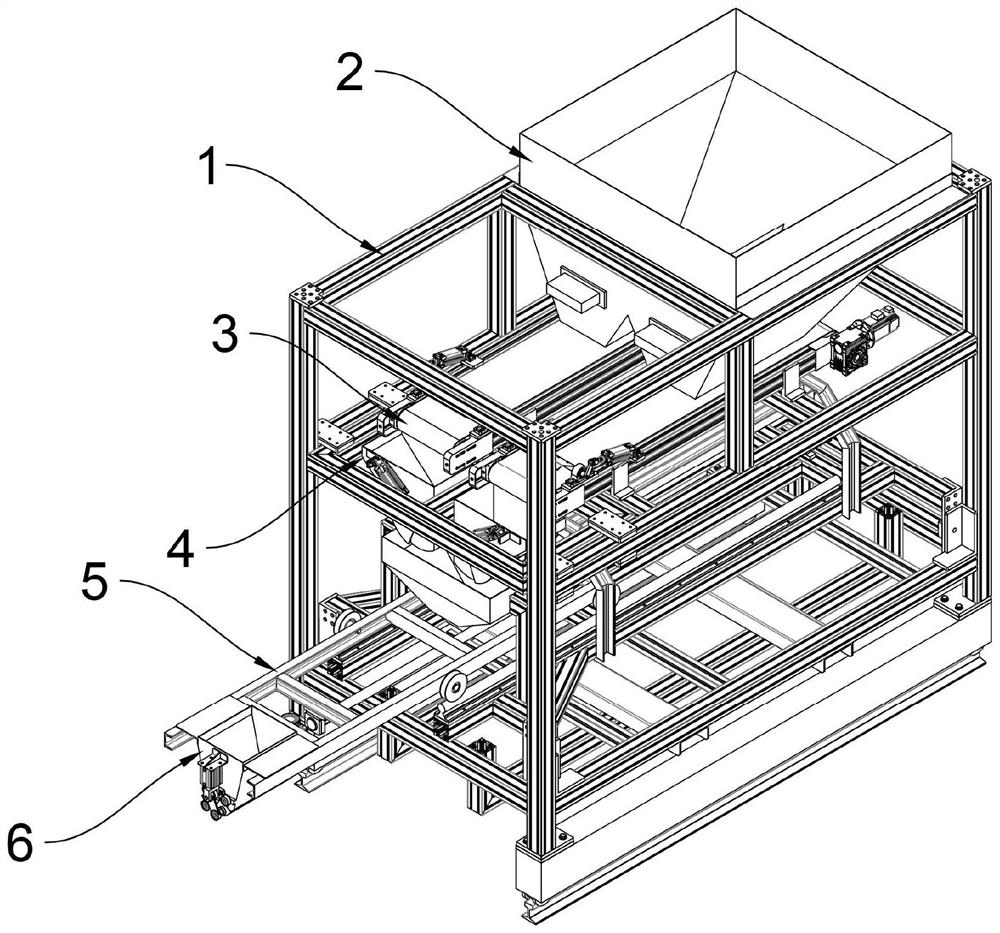
附图1为本发明双称重自动送料机的立体图(无壳体);
附图2为本发明双称重自动送料机的主视图(无壳体);
附图3为本发明双称重自动送料机的立体图(有壳体);
附图4为本发明料仓装置的立体图(设置在机架上);
附图5为本发明料仓装置的俯视图(设置在机架上);
附图6为本发明下料装置的立体图;
附图7为本发明下料装置的主视图;
附图8为本发明称重装置的立体图;
附图9为本发明称重装置的主视图;
附图10为本发明移动装置的立体图;
附图11为本发明移动装置的主视图;
附图12为本发明送料装置的立体图;
附图13为本发明送料装置的主视图;
附图14为本发明送料装置的俯视图。
标注说明:1、机架,2、下料装置,2-1、料仓,2-2、振动机构,2-3、隔断,3、下料装置,3-1、皮带传送机构,3-2、减速机,3-3、伺服电机,3-4、限流闸板,3-5、阻挡气缸,4、称重装置,4-1、称重支架,4-2、称重传感器,4-3、称重料斗,4-4、开门气缸一,4-5、料斗开关门,5、移动装置,5-1、移动支架,5-2、送料支架,5-3、驱动电缸,5-4、过渡料斗,5-5、高度调整块,5-6、滑移架,6、送料装置,6-1、送料料斗,6-2、料斗阀门,6-2-1、连接件,6-2-2、连杆,6-2-3、阀门体,6-3、开门气缸二,6-4、搅拌电机,6-5、搅拌叶片,7、滑行机构,8、壳体,9、检修门。
具体实施方式
下面结合附图对本发明作进一步说明。
请参阅图1、2所示,一种用于耐火砖加工的双称重自动送料机,包括机架1、料仓装置2、下料装置3、称重装置4、移动装置5和送料装置6。料仓装置2、下料装置3、称重装置4、移动装置5安装在机架1上,送料装置6安装在移动装置5上,料仓装置2用于装载原料,下料装置3用于将料仓装置2中的原料输送至称重装置4,称重装置4用于定量称取原料,移动装置5用于将送料装置6从称重装置4下方推行至压力机中模具的上方,送料装置6用于原料投放。
请参阅图1-3所示,所述机架1为框架式结构,采用型材拼接而成。为了保证确保生产安全,所述机架1上包覆设有壳体8。优选的,壳体8上预留设有若干检修口,检修口中设有检修门9。检修门9包括单门、双门等多种样式,依据检修口的大小而定。
在上述技术方案的基础上,还包括平行设置在地面上的两滑轨,所述机架1底部平行设有两滑行机构7,每一滑行机构7底部均设有一组滑轮,机架1通过滑行机构7底部的滑轮与滑轨配合设置在两滑轨上,在滑轨上推动机架1,使整机相对压力机运动。在需要更换压力机中模具等情形下,可以移动整机让出空间。
请参阅图4、5所示,所述料仓装置2包括料仓2-1和隔断2-3,料仓2-1设置在机架1中,机架1上所包覆的壳体8需为料仓2-1预留开口,隔断2-3设置在料仓2-1内腔的正中间,将料仓2-1内腔均分为两部分,形成两下料区。隔断2-3顶部应设计为楔形,避免原料堆积。优选的,所述料仓2-1中每一下料区的侧壁上均设有振动机构2-2,振动机构2-2可以防止料仓2-1粘料。
请参阅图6、7所示,所述下料装置3包括并列设置在机架1中的两皮带传送机构3-1,两皮带传送机构3-1分别位于料仓2-1中两下料区的正下方,每一皮带传送机构3-1上均设有为其提供驱动力的第一驱动件。每一皮带传送机构3-1上还设有限流闸板3-4以及为限流闸板3-4提供驱动力的第二驱动件,通过第二驱动件控制限流闸板3-4从而对皮带传送机构3-1上的原料起到限流作用。
作为其中一种实施方式,所述第一驱动件包括伺服电机3-3和减速机3-2,伺服电机3-3与减速机3-2相连,减速机3-2与皮带传送机构3-1的转轴相连。伺服电机3-3与减速机3-2搭配后,使皮带传送机构3-1的传送速度得以控制。
作为其中一种实施方式,所述限流闸板3-4通过底座转动设置在皮带传送机构3-1上方,所述第二驱动件为阻挡气缸3-5,阻挡气缸3-5尾部与皮带传送机构3-1铰接,阻挡气缸3-5中活塞杆的前端通过二连杆与限流闸板3-4连接,阻挡气缸3-5中活塞杆伸缩带动限流闸板3-4转动。在精称重时,需要避免皮带传送机构3-1上的原料快速流出,此时,通过阻挡气缸3-5驱动限流闸板3-4转动,对皮带传送机构3-1上的原料进行限流,实现缓慢送料。
请参阅图8、9所示,所述称重装置4包括称重支架4-1以及两称重传感器4-2和两称重料斗4-3,称重支架4-1采用型材拼接而成,图中,称重支架4-1呈“日”字型,两称重传感器4-2固定在称重支架4-1中,两称重料斗4-3分别固定在两称重传感器4-2上,所述称重支架4-1设置在机架1中且两称重料斗4-3分别位于两皮带传送机构3-1远离料仓2-1一端的正下方。每一称重料斗4-3底部开口处均设有料斗开关门4-5,称重支架4-1中还设有两第三驱动件,两第三驱动件分别与两称重料斗4-3底部开口处所设料斗开关门4-5连接,通过第三驱动件控制料斗开关门4-5从而对称重料斗4-3底部开口起到开关作用。由于称重过程耗时较长,设计双称重料斗4-3后,可以减少送料装置6的等待时间。
作为其中一种实施方式,所述料斗开关门4-5转动设置在称重料斗4-3上并将称重料斗4-3底部开口封闭,第三驱动件为开门气缸一4-4,开门气缸一4-4尾部与称重料斗4-3铰接,开门气缸一4-4中活塞杆的前端通过二连杆与料斗开关门4-5连接,开门气缸一4-4中活塞杆伸缩带动料斗开关门4-5转动。
请参阅图10、11所示,所述移动装置5包括移动支架5-1、送料支架5-2、过渡料斗5-4,机架1上所包覆的壳体8需为送料支架5-2预留开口,移动支架5-1、送料支架5-2均采用型材拼接而成,移动支架5-1设置在机架1中并通过高度调整块5-5与机架1连接,移动支架5-1上设有第四驱动件,送料支架5-2滑动设置在移动支架5-1上且送料支架5-2与第四驱动件连接,第四驱动件带动送料支架5-2在移动支架5-1上滑行。所述过渡料斗5-4通过支撑架设置在移动支架5-1上且其同时位于两称重料斗4-3的下方,两称重料斗4-3中的原料交替经过过度料斗5-4投入送料装置6。
作为其中一种实施方式,所述第四驱动件为驱动电缸5-3。
作为其中一种实施方式,所述移动支架5-1上平行设有两滑轨,送料支架5-2两侧分别设有一组滑轮,送料支架5-2通过其上滑轮与移动支架5-1上所设滑轨配合滑动设置在移动支架5-1上。
进一步的,所述移动支架5-1上方通过支撑架倒置设有滑轨,所述送料支架5-2上设有滑移架5-6,滑移架5-6包括滑移杆以及设置在其上端的滑轮,送料支架5-2设置在移动支架5-1上时,滑移杆上端的滑轮与移动支架5-1上倒置的滑轮相配合,从而提高送料支架5-2在移动支架5-1上滑动的稳定性。
请参阅图12-14所示,所述送料装置6包括送料料斗6-1、料斗阀门6-2和第五驱动件,送料料斗6-1设置在移动支架5-2远离第四驱动件的一端,料斗阀门6-2设置在送料料斗6-1底部开口处,第五驱动件与料斗阀门6-2连接,通过第五驱动件控制料斗阀门6-2从而对送料料斗6-1底部开口起到开关作用。其中,所述送料料斗6-1中设有搅拌叶片6-5,送料料斗6-1外侧壁上设有与搅拌叶片6-5连接的搅拌电机6-4,搅拌电机6-4驱动搅拌叶片6-5转动,对送料料斗6-1中的原料进行搅拌。
作为其中一种实施方式,所述第五驱动件为开门气缸二6-3,料斗阀门6-2包括合拢后将送料料斗6-1底部开口封闭的两阀门体6-2-3以及连接件6-2-1和两连杆6-2-2(连接件6-2-1与连杆6-2-2铰接后即二连杆),开门气缸二6-3中活塞杆前端通过连接件6-2-1与两连杆6-2-2一端铰接于一处,两连杆6-2-2另一端分别与两阀门体6-2-3铰接,两阀门体6-2-3与送料料斗6-1铰接,开门气缸二6-3中活塞杆伸缩带动两阀门体6-2-3合拢或张开。
该双称重自动送料机需要搭配耐火材料压力机使用,操作人员只需将原料投入料仓2-1,即可对原料自动进行下料、称重、移送、上料等工序。具体的,该双称重自动送料机的动作流程如下:操作人员将原料投入料仓2-1,原料被隔断2-3分成两路分别下落至两皮带传送机构3-1上,皮带传送机构3-1将原料移送至称重料斗4-3中,两称重料斗4-3对应的称重传感器4-2交替进行定量称重,称重完成后,称重料斗4-3中的原料通过过渡料斗5-4下落至送料料斗6-1中,驱动电缸5-3推行送料支架5-2带动送料料斗6-1将原料移送至压力机中指定位置上料。
本发明的优点在于,采用包含双皮带传送机构3-1的下料装置3与包含双称重料斗4-3的称重装置4配合构成两条称重作业线,两条称重作业线交替工作将原料投入送料装置6,并通过移动装置5将送料装置6推行至压力机中模具上方进行上料工序,该双称重自动送料机通过程序控制各个装置按照指定逻辑进行动作,自动化程度高,降低了人工劳动强度,提高了生产效率和产品质量。
当然,以上仅为本发明较佳实施方式,并非以此限定本发明的使用范围,故,凡是在本发明原理上做等效改变均应包含在本发明的保护范围内。
- 一种用于耐火砖加工的双称重自动送料机
- 一种用于耐火砖加工的双称重自动送料机