一种陶瓷可磨耗封严涂层的制备方法
文献发布时间:2023-06-19 11:42:32
技术领域
本发明属于热喷涂控制技术,具体涉及一种陶瓷可磨耗封严涂层的制备方法。
背景技术
航空发动机压气机机匣作为发动机的重要组成部件,其表面涂覆有封严涂层。目前该类型封严涂层一般采用等离子喷涂制备工艺方法。等离子喷涂设备昂贵,粉末采购成本高,涂层制备过程复杂,涂层制备过程中的粉末、噪音以及强烈的弧光紫外线等对操作人员的伤害极大。
发明内容
本发明的目的是提供一种陶瓷可磨耗封严涂层的制备方法,以解决等离子喷涂设备昂贵,粉末采购成本高的问题。
为实现上述目的,采用如下技术方案:
一种陶瓷可磨耗封严涂层的制备方法,包括如下步骤:
将陶瓷棒材插入改进的陶瓷棒材火焰喷枪;
将陶瓷棒材火焰喷枪的开关从0度开启到45度,在陶瓷棒材火焰喷枪的喷嘴位置点燃混合气体;
将陶瓷棒材火焰喷枪开启到90度全开状态,待陶瓷棒材火焰喷枪喷出的喷射流稳定后,对零件表面进行封严涂层喷涂。
优选的,所述陶瓷棒材火焰喷枪包括气帽、改制喷嘴、气帽锁紧螺母阀体、喷枪阀体和送丝机构;
改制喷嘴通过虹吸插塞、喷枪阀体、气帽锁紧螺母阀体与喷枪阀体连接,气帽前端收缩,对燃气进行机械压缩;气帽与改制喷嘴形成环形燃烧室,环形燃烧室分别引入燃气、氧气和压缩气体,燃气和氧气混合后在气帽与燃烧室间被点燃,形成高温压缩的燃烧火焰,产生超音速火焰焰流束。
优选的,所述改制喷嘴的内孔直径为4.5毫米到4.3毫米的变径结构设计,当气帽内有气流通过时,改制喷嘴的内孔位置会发生虹吸现象,对前段气帽压缩气流起到增强作用,气帽与燃烧室间的高温火焰形成超音速火焰焰流束。
优选的,所述改制喷嘴由直径为3.1毫米柔性丝材火焰喷涂设备的喷嘴改制而成。
优选的,所述改制喷嘴的内孔径:相对于端面B基准的垂直度为0.05,相对于中心线A的同轴度为0.1和圆度为0.01,相对于端面B基准的全跳动为0.1,内表面的粗糙度为Ra0.63μm。
优选的,用改制的送丝机构压紧陶瓷棒材;改制的送丝机构为上下两个带有斜向压槽的滚轮,上下滚轮的斜向压槽角度为75°的相对角度,保证送丝的稳定性和通畅性,同时保证陶瓷棒材不被过大的压紧力折断。通过调节滚轮的松紧程度,实现陶瓷棒材的压紧程度。
优选的,所述送丝机构对陶瓷棒材形成咬合压紧,并按照下轮顺时针和上轮逆时针方向旋转,将陶瓷棒材通过改制喷嘴轴向送入到环形燃烧室的火焰中,陶瓷棒材在高温高压的燃烧火焰中受热熔化,经在气帽中压缩气体加速,形成锥形的高速超音速气流焰流,并发生热量和动量传递行为,将熔化的陶瓷棒材雾化成细微的颗粒,经火焰和高速气流的推动作用,熔融颗粒喷射撞击到已处理零件的基体表面,扁平、铺展、堆垛、凝固后形成以相互交错的层状组织结构为基本单元的涂层。
优选的,所述陶瓷棒材直径为4.2毫米、长度为400~500毫米。
优选的,所述燃气和氧气的体积比为1:2,以氧化焰形式制备氧化状态的陶瓷封严涂层。
优选的,所述陶瓷棒材火焰喷枪通过安装在ABB机械手与转台8轴联动柔性控制,实现高温可磨耗封严涂层自动喷涂。
本发明的有益效果如下:
1、本发明方法利用陶瓷棒材火焰喷枪,方法简单、操作方便,使用成本较低,应用非常广泛,可进行现场维修作业;而且喷涂材料较为广泛,凡能拉成棒材的金属、陶瓷、非金属等材料几乎都能喷涂,还可喷涂复合丝材。
2、本发明方法采用的陶瓷棒材火焰喷枪通过对关键技术喷嘴从3.1mm的喷嘴扩孔到4.5毫米喷嘴,4.5毫米到4.3毫米的变径结构设计与加工,使喷嘴与气帽间燃烧室产生类似的超音速高温高压火焰焰流束,有益于形成高的涂层结合强度。同时使原来只能进行直径为3.1毫米柔性丝材火焰喷涂设备通过结构设计和改制,适用于4.2毫米的陶瓷棒材喷涂,结构改制的火焰喷涂装置将陶瓷棒材融化制备成一种耐850℃以下的高温可磨耗封严涂层。
3、采用本发明方法喷涂过程中,对基材传热少,工件不易受热变形,可喷涂厚涂层。采用火焰喷涂棒材制备的高温可磨耗封严涂层适用于航空、航天、舰船等发动机进气机匣、压气机机匣耐850℃以下的低温和中温可磨耗封严涂层的制备。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
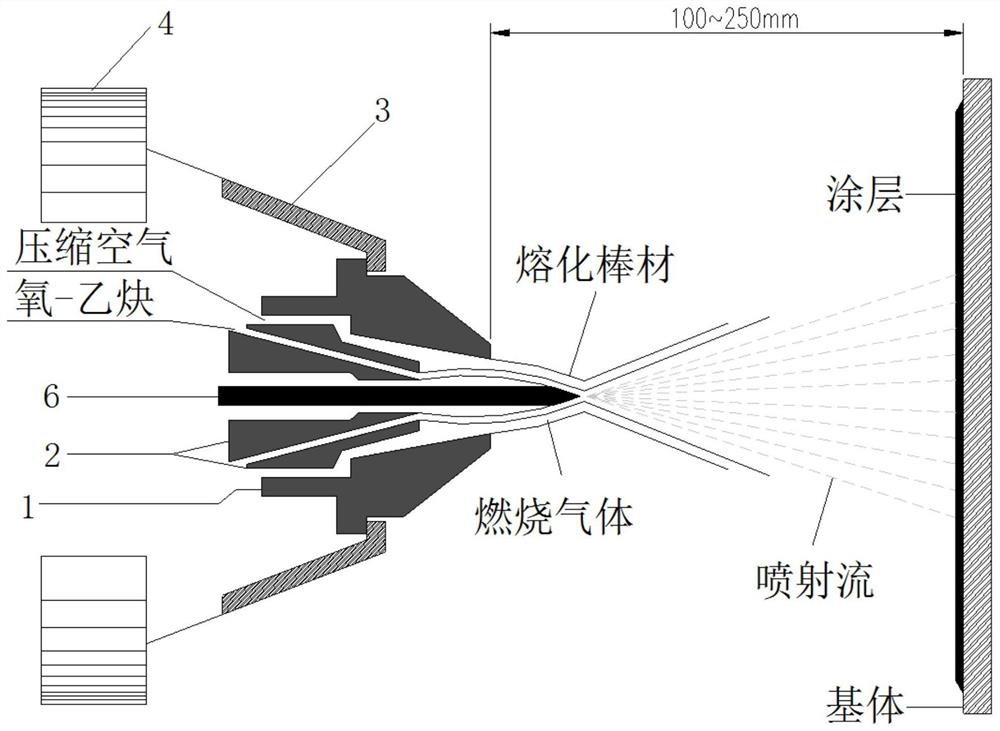
图1为改造棒材喷涂涂层制备示意图。
图2为改制喷枪喷嘴结构简图。
图3为火焰棒材涂覆封严涂层示意简图。
其中:1-气帽;2-改制喷嘴;3-气帽锁紧螺母阀体;4-喷枪阀体;5-送丝机构;6-陶瓷棒材。
具体实施方式
下面将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
以下详细说明均是示例性的说明,旨在对本发明提供进一步的详细说明。除非另有指明,本发明所采用的所有技术术语与本申请所属领域的一般技术人员的通常理解的含义相同。本发明所使用的术语仅是为了描述具体实施方式,而并非意图限制根据本发明的示例性实施方式。
本发明实施例提供了一种陶瓷可磨耗封严涂层的制备方法,适用于航空发动机压气机机匣封严涂层的制备,特别适用于850℃以下的高效、便捷的制备中温可磨耗封严涂层。通过改进的陶瓷棒材火焰喷枪,用陶瓷棒材6在发动机的零件内表面涂覆一层具有气流封严效果的可磨耗涂层,该可磨耗涂层在高速高温旋转的叶片刮削下,可磨耗涂层表面被部分刮削,但不伤及叶片叶尖,仍然能够起到气流封严作用。
如图1~3所示,本发明实施例中,对现有技术中直径为3.1毫米柔性丝材火焰喷涂设备改制,形成新的类似于超音速的陶瓷棒材火焰喷枪。在不影响喷嘴周围φ1X12的混合气体通道的前提下,将喷嘴的内孔直径由3.1毫米孔径扩孔到4.5毫米,改制喷嘴的内孔直径为4.5毫米到4.3毫米的变径设计,改制喷嘴的前端内孔直径为4.3毫米,适应于喷涂直径为4.2毫米,长度为400~500毫米的陶瓷棒材。
将现有喷枪后段夹持3.1毫米柔性丝材的固定管架,改制成能够放置4.2毫米陶瓷棒材的固定管架。改造送丝机构到合适的压紧程度,能够压紧4.2毫米陶瓷棒材。改制的送丝机构为上下两个带有斜向压槽的滚轮,上下滚轮的斜向压槽角度为75°的相对角度,保证送丝的稳定性和通畅性,同时保证陶瓷棒材不被过大的压紧力折断。通过调节滚轮的松紧程度,实现陶瓷棒材的压紧程度。
通过对关键技术将喷嘴从3.1mm的喷嘴扩孔到4.5毫米喷嘴,使原来只能进行直径为3.1毫米柔性丝材火焰喷涂设备通过改制,适用于4.2毫米的陶瓷棒材喷涂,4.2毫米的陶瓷棒材在直径为4.5毫米喷嘴留有0.3毫米的间隙,保障了陶瓷棒材的通畅运动。
改制喷嘴的内孔径相对于端面B基准的垂直度为0.05,相对于中心线A的同轴度为0.1和圆度为0.01,相对于端面B基准的全跳动为0.1,内表面的粗糙度为Ra0.63μm。
改制的陶瓷棒材火焰喷枪以喷枪阀体4为主要构件,喷枪阀体4、送丝机构5和混合头(气帽1、改制喷嘴2、气帽锁紧螺母阀体3以及氧气、燃气、压缩空气通道)组成陶瓷棒材火焰喷枪。改制喷嘴2通过虹吸插塞、喷枪阀体4、气帽锁紧螺母阀体3与喷枪阀体4连接,气帽1前端收缩成一定角度,对燃气进行机械压缩,与改制喷嘴2形成一个环形空腔作为一个小型的环形燃烧室,环形燃烧室分别引入乙炔、氧气和压缩空气,乙炔和氧气按1:2的体积比混合后,在气帽1与环形燃烧室间被点燃,改制喷嘴的内孔直径为4.5毫米到4.3毫米的变径设计,气帽内有气流通过时,改制喷嘴的内孔位置会发生虹吸现象,对前段气帽压缩气流起到增强作用,气帽与燃烧室间的高温火焰形成高温压缩的类似超音速的燃烧火焰焰流束。
通过一个汽缸作用,送丝机构5对陶瓷棒材6形成咬合压紧,并按照下轮顺时针和上轮逆时针方向旋转,将陶瓷棒材6通过改制喷嘴2轴向送入到环形燃烧室的火焰中,陶瓷棒材6在高温高压的燃烧火焰中受热熔化,经在气帽1中压缩空气加速,形成锥形的高速气流,并发生热量和动量传递行为,将熔化的棒材雾化成细微的颗粒,经火焰和高速气流的推动作用,熔融颗粒喷射撞击到已处理零件的基体表面,扁平、铺展、堆垛、凝固后形成以相互交错的层状组织结构为基本单元、具有一定功能的涂层。
陶瓷棒材6的送丝速度快慢通过调节柔性丝材/棒材的送丝机构5的旋转速度来实现。陶瓷棒材6的涂层质量依靠调节氧气、燃气和压缩气体的流量来完成。
进行封严涂层的喷涂时,按照如下步骤进行:
棒材压紧:将4.2毫米的陶瓷棒材6插入陶瓷棒材火焰喷枪内,观察通入的陶瓷棒材6至喷嘴口,压紧送丝机构5。
调节气体流量:将陶瓷棒材火焰喷枪的开关从0度开启到90度,全开陶瓷棒材火焰喷枪,使氧气、乙炔和压缩空气压力和流量满足工艺规范要求,然后关闭陶瓷棒材火焰喷枪。
点火喷涂陶瓷棒材:将陶瓷棒材火焰喷枪的开关从0度开启到45度,感觉有“卡塔”的限位动作,再迅速的在喷嘴位置点燃混合气体,此时,便有火焰燃烧,然后将喷枪开启到90度全开状态,待陶瓷棒材火焰喷枪喷出的喷射流稳定正常后,开始对零件进行喷涂。
参数的调整:在喷涂过程中,如果出现丝材火焰不集中等现象时,允许对气体流量和送丝机构5在规范规定的范围内微调。
本发明的优选实施例中,整个陶瓷棒材火焰喷枪是被安装在ABB机械手上实现可磨耗封严涂层的自动涂覆。
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
- 一种可磨耗陶瓷复合封严涂层及其制备方法
- 一种高温陶瓷基可磨耗封严涂层结构及其制备方法