一种离心铸造复合高速钢轧辊快速脱模装置
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及一种机械自动化技术领域,尤其涉及一种离心铸造复合高速钢轧辊快速脱模装置。
背景技术
由于金属冷凝成型后相互之间的粘附,使得模具与轧辊紧紧粘结在一起给脱模造成了很大的困难,同时模具和铸件之间存在摩擦力若脱模力不够则铸件就不能正常脱落,有时还会因操作不当使得轧辊出现磨损、发生变形影响其表面质量。目前采用人工手动敲击脱模的方法,由于离心铸造轧辊生产完成时温度过高,需要等其冷却到一定温度时才可以完成脱模。这种方法不仅需要大量的人力,还耗费了不少时间,使产品的生产进度减慢,最重要的是连续不规则敲击容易使轧辊受力不均而导致轧辊局部产生塑性变形,加大了后期产品加工难度,也会影响模具的使用寿命,人工脱模也容易因为人为因素造成安全事故。
发明内容
针对现有的技术不足,本发明提供一种离心铸造复合高速钢轧辊快速脱模装置。
为了实现上述目的,本发明所采取的技术方案是:一种离心铸造复合高速钢轧辊快速脱模装置,包括主框架,还包括可相对于主框架上下运动的浮动板,所述浮动板固定连接有主模具,还包括推出机构以及带动推出机构做上下运动的驱动机构,所述驱动机构带动推出机构相对于主框架上下运动,所述主框架设有用于限制浮动板下降的限位部,对应地,浮动板设有限位机构,所述推出机构向上运动时带动浮动板同步运动,当浮动板运动至限位机构与主框架的限位部配合限位时,驱动机构带动推出机构向下运动,推出机构一端穿过主模具作出将铸件推出主模具的推出动作,所述推出机构与浮动板之间设有复位机构,还包括设置在主框架上的载件板,所述载件板上活动设有内模。
所述的推出机构包括推动板和推动杆,所述推动板与驱动机构通过连接杆连接。
所述的复位机构包括设置在推动板上的直线导杆,所述直线导杆一端贯穿浮动板下端,且直线导杆与浮动板之间设有复位弹簧。
所述直线导杆至少为两个,且对称设置在推动杆两侧。
所述的限位机构包括限位件,所述浮动板侧壁设有安装架,所述限位件与安装架转动装配,且限位件一端设有顶柱,另一端与浮动板之间设有弹簧,所述限位件上端设有一导向面,对应地,所述的限位部为限位块,所述限位块设有适配的配合面。
所述的导向面为斜面或弧面,对应地,配合面为斜面或弧面。
所述连接杆表面设有刻度,连接杆为空心结构。
所述的驱动机构为液压缸或气缸。
所述的推动杆端部具有顶头,所述顶头横截面为圆形。
所述的顶头为球墨铸铁材质制成。
本发明的有益效果:本发明提高轧辊的脱模效率,该设备制作简单,成本低,节约制作成本;本发明将复合轧辊脱模过程分为两个阶段,第一阶段先使固定在底座的下辊颈模具脱离开,第二阶段将剩余的辊身与上辊颈一起从模具中脱离开;本发明的脱模装置的动力由液压系统提供,液压系统可以为工作时的推杆提供平稳可靠的推力,保证脱模过程顺利完成,且液压系统易于控制,方便人们的操作。
附图说明
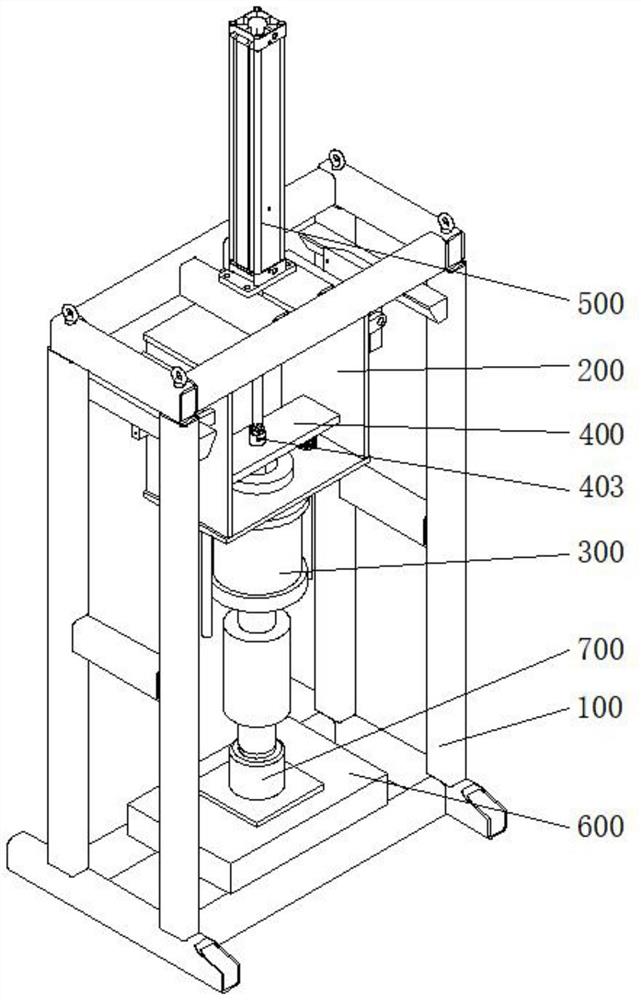
图1为本发明的结构示意图;
图2为本发明的脱模第一阶段状态示意图;
图3为本发明的脱模第二阶段状态示意图;
图4为本市有效性的脱模结束状态示意图;
图5为图4的A部放大图;
图6为本发明的推出机构结构示意图。
具体实施方式
如图1~图6所示,一种离心铸造复合高速钢轧辊快速脱模装置,包括主框架100,还包括可相对于主框架100上下运动的浮动板200,所述浮动板200固定连接有主模具300,还包括推出机构400以及带动推出机构400做上下运动的驱动机构500,所述驱动机构500带动推出机构400相对于主框架100上下运动,所述主框架100设有用于限制浮动板200下降的限位部110,对应地,浮动板200设有限位机构210,所述推出机构400向上运动时带动浮动板200同步运动,当浮动板200运动至限位机构210与主框架100的限位部110配合限位时,驱动机构500带动推出机构400向下运动,推出机构400一端穿过主模具300作出将铸件推出主模具300的推出动作,所述推出机构400与浮动板200之间设有复位机构410,还包括设置在主框架100上的载件板600,所述载件板600上活动设有内模700。
所述的推出机构400包括推动板401和推动杆402,所述推动板401与驱动机构500通过连接杆403连接。
所述的复位机构410包括设置在推动板401上的直线导杆411,所述直线导杆411一端贯穿浮动板200下端,且直线导杆411与浮动板200之间设有复位弹簧412,弹簧长期使用时精度会下降,需要定期更换。
所述直线导杆411至少为两个,且对称设置在推动杆402两侧,防止工作时弹簧扭斜,和受力不均。
所述的限位机构210包括限位件214,所述浮动板200侧壁设有安装架211,所述限位件214与安装架211转动装配,且限位件214一端设有顶柱212,另一端与浮动板200之间设有弹簧213,所述限位件214上端设有一导向面215,对应地,所述的限位部110为位限位块,所述限位块设有适配的配合面111。
所述的导向面215为斜面或弧面,对应地,配合面111为斜面或弧面。
所述连接杆403表面设有刻度,连接杆403为空心结构。
所述的驱动机构500为液压缸或气缸,驱动机构500通过安装架与主框架100安装,安装架与主框架100之间通过吊环螺钉固定连接。
所述的推动杆402端部具有顶头404,所述顶头404横截面为圆形,顶头404与铸件的接触面积要尽量大,顶头404的截面形状取为圆形。
所述的顶头404为球墨铸铁材质制成,顶头404的材料应具备较好的耐热性,具有较好的刚性,可选择球墨铸铁作为制作材料。
由于卡环的位置灵活可调,为了更好的解释本发明,以便于理解,例如220mm×380mm×1513mm和380mm×650mm×1513mm离心复合高速钢轧辊,下面结合附图,通过具体实施方式,对本发明作详细描述。
实施例1
(1)将待测一系列轧辊件竖直放置在车间水平地面上;
(2)调节装置卡环的开口直径与待测轧辊辊径直径一致(220mm),将卡环固定在与辊身相连的辊颈上;
(3)采用螺栓紧固件将滑槽中的滑块连接到连接杆,根据辊身的直径调节连接杆的相应长度;
(4)采用螺栓紧固件将连接杆连接到伸缩滑轨,根据辊身的长度调节伸缩滑轨的长度;
(5)在伸缩滑轨内端两侧安装缓冲棉;
(6)将滑块与检测探头的位置进行“调零”设置,使铸件与推出装置紧密接触;
(7)启动动力装置,检测装备是否连接完整,按照所设定的路径,带动铸件运动;
(8)测得脱模效果进行统计分析,并作记录。
实施例2
(1)将待测一系列轧辊件竖直放置在车间水平地面上;
(2)调节装置卡环的开口直径与待测轧辊辊径直径一致(380mm),将卡环固定在与辊身相连的辊颈上;
(3)采用螺栓紧固件将滑槽中的滑块连接到连接杆,根据辊身的直径调节连接杆的相应长度;
(4)采用螺栓紧固件将连接杆连接到伸缩滑轨,根据辊身的长度调节伸缩滑轨的长度;
(5)在伸缩滑轨内端两侧安装缓冲棉;
(6)将滑块与检测探头的位置进行“调零”设置,使铸件与推出装置紧密接触;
(7)启动动力装置,检测装备是否连接完整,按照所设定的路径,带动铸件运动;
(8)测得脱模效果进行统计分析,并作记录。
首先使得轧辊件放置在水平地面上,检测装备是否连接完整,启动开关。在第一阶段中,首先将要脱模的模具固定在脱模机构上,将上端辊颈与辊身固定,然后动力杆上拉,模具上端辊颈和辊身看成一个整体,底端辊颈与模具受拉分离,直至浮动框架两旁的挂钩挂住两边的机架,保证动力杆往下压时浮动框架固定不动。在第二阶段中,主动杆由向上的拉力转为向下的推力,将其余两段的铸件从模具中顶出,直至铸件与模具完全分离,停止提供压力,弹簧的弹力让推杆恢复到初始位置,脱模过程结束。由此可见,本申请提供的脱模装置在脱模过程中,具有较高的便利性和脱模效率。
以上对本发明所提供的离心铸造复合高速钢轧辊自动脱模装置进行了详细介绍。本发明实际应用了220mm×380mm×1513mm和380mm×650mm×1513mm离心复合高速钢轧辊具体个例对本发明的原理及实施方式进行了阐述。
本发明的有益效果:本发明提高轧辊的脱模效率,该设备制作简单,成本低,节约制作成本;本发明将复合轧辊脱模过程分为两个阶段,第一阶段先使固定在底座的下辊颈模具脱离开,第二阶段将剩余的辊身与上辊颈一起从模具中脱离开;本发明的脱模装置的动力由液压系统提供,液压系统可以为工作时的推杆提供平稳可靠的推力,保证脱模过程顺利完成,且液压系统易于控制,方便人们的操作。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本领域内普通的技术人员的简单更改和替换都是本发明的保护范围之内。
- 一种离心铸造复合高速钢轧辊快速脱模装置
- 一种复合高速钢轧辊辊面硬度快速精确检测装置