一种具有长效保香作用的BOPA薄膜及其制备工艺
文献发布时间:2023-06-19 12:14:58
技术领域:
本发明涉及BOPA薄膜技术领域,尤其涉及一种具有长效保香作用的BOPA 薄膜及其制备工艺。
背景技术:
目前,BOPA薄膜大量应用于休闲食品的包装,BOPA薄膜一方面可以提供优异的机械性能,另一方面还可以印刷精美的图案,提高食品包装的美观度。但是BOPA薄膜的阻隔性属于中阻隔材料的范畴,氧气透过率通常在 35~100cc/m
发明内容:
为解决上述问题,本发明提供了一种具有长效保香作用的BOPA薄膜及其制备工艺。
本发明的技术方案是这样实现的:
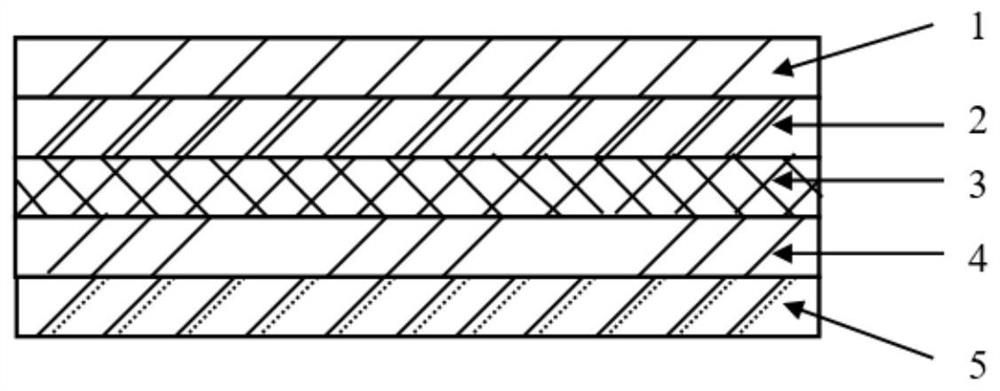
一种具有长效保香作用的BOPA薄膜,由上到下依次包括外层、第一阻隔层、第二阻隔层、第三阻隔层和内层。由于单一的一层阻隔层无法制备的很厚, BOPA薄膜整体厚度将受到限制,本发明中设置阻隔层为三层,满足BOPA 薄膜整体厚度要求。所述第一阻隔层、第二阻隔层、第三阻隔层的原材料均为 MXD6。
进一步地,所述外层由重量百分比为97%的PA6和3%的开口爽滑剂组成,所述内层的原料组成和所述外层的原料组成相同。
进一步地,所述PA6的密度范围为1.125~1.135g/cm
进一步地,所述具有长效保香作用的BOPA薄膜的厚度为10~50μm。
进一步地,所述外层厚度占总膜厚度的9~16%,所述第一阻隔层的厚度占总膜厚度的10~15%,所述第二阻隔层的厚度占总膜厚度的45~50%,所述第三阻隔层的厚度占总膜厚度的10~15%,所述内层厚度占总膜厚度的9~16%。
一种具有长效保香作用的BOPA薄膜的制备工艺,包括以下制备步骤:
S1、将所述内层的原材料加入至五层吹膜机组的挤出机A中,设定温度为 250℃熔融,进入多层模头;
将所述第一阻隔层的原材料加入至五层吹膜机组的挤出机B中,设定温度为250~290℃熔融,进入多层模头;
将所述第二阻隔层的原材料加入至五层吹膜机组的挤出机C中,设定温度为250~290℃熔融,进入多层模头;
将所述第三阻隔层的原材料加入至五层吹膜机组的挤出机D中,设定温度为250~290℃熔融,进入多层模头;
将所述内层的原材料加入至五层吹膜机组的挤出机E中,设定温度为250℃熔融,进入多层模头;
S2、所述各层原材料熔体经流道分配、汇合,从同一口模共挤出5层结构的膜管,并对膜管进行快速冷却,使膜管处于高度无定形态;
S3、将冷却后的膜管在70~120℃范围内预加热,然后进行双向拉伸,纵向拉伸比为3.5,横向拉伸比为3.5;
S4、拉伸后的膜管经牵引辊压平后进入淬火站,在85~95℃进行淬火处理;
S5、将热处理后的薄膜冷却,然后进行裁切、收卷,收卷时开启电晕机,对内层下表面进行电晕处理。
本发明的有益效果是:
本发明提供的具有长效保香作用的BOPA薄膜,包括外层、第一阻隔层、第二阻隔层、第三阻隔层和内层,其中三层阻隔层都选用高阻隔性能的MXD6 材料,薄膜氧气透过率大幅下降,阻隔性能提升,在用于包装具有香味的食品时,具有优异的长效保香作用。
附图说明:
图1为本发明具有长效保香作用的BOPA薄膜的结构示意图;
图中:1外层;2第一阻隔层;3第二阻隔层;4第三阻隔层;5内层。
具体实施方式:
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易被本领域人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
实施例1
如图1所示,本实施例所述的一种具有长效保香作用的BOPA薄膜厚度为 15μm,由上到下依次包括外层1、第一阻隔层2、第二阻隔层3、第三阻隔层4 和内层5。所述外层1厚度占总膜厚度的10%,所述第一阻隔层2的厚度占总膜厚度的15%,所述第二阻隔层3的厚度占总膜厚度的50%,所述第三阻隔层4 的厚度占总膜厚度的15%,所述内层5厚度占总膜厚度的10%。
其中,所述第一阻隔层2、第二阻隔层3、第三阻隔层4的原材料均为MXD6。所述外层1由重量百分比为97%的PA6和3%的开口爽滑剂组成,所述内层5 的原料组成和所述外层1的原料组成相同。所述PA6的密度范围为1.125~1.135 g/cm
本发明所述的具有长效保香作用的BOPA薄膜的制备工艺,具体工艺如下:
S1、将所述内层1的原材料加入至五层吹膜机组的挤出机A中,设定温度为250℃熔融,进入多层模头;
将所述第一阻隔层2的原材料加入至五层吹膜机组的挤出机B中,设定温度为250℃熔融,进入多层模头;
将所述第二阻隔层3的原材料加入至五层吹膜机组的挤出机C中,设定温度为250℃熔融,进入多层模头;
将所述第三阻隔层4的原材料加入至五层吹膜机组的挤出机D中,设定温度为250℃熔融,进入多层模头;
将所述内层5的原材料加入至五层吹膜机组的挤出机E中,设定温度为 250℃熔融,进入多层模头;
S2、所述各层原材料熔体经流道分配、汇合,从同一口模共挤出5层结构的膜管,膜管的厚度为15μm。对膜管进行快速冷却,使膜管处于高度无定形态;
S3、将冷却后的膜管在70℃条件下预加热,然后进行双向拉伸,纵向拉伸比为3.5,横向拉伸比为3.5;
S4、拉伸后的膜管经牵引辊压平后进入淬火站,在85℃进行淬火处理;
S5、将热处理后的薄膜冷却,然后进行裁切、收卷,收卷时开启电晕机,对内层下表面进行电晕处理。
实施例2
如图1所示,本实施例所述的一种具有长效保香作用的BOPA薄膜厚度为 25μm,由上到下依次包括外层1、第一阻隔层2、第二阻隔层3、第三阻隔层4 和内层5。所述外层1厚度占总膜厚度的10%,所述第一阻隔层2的厚度占总膜厚度的15%,所述第二阻隔层3的厚度占总膜厚度的50%,所述第三阻隔层4 的厚度占总膜厚度的15%,所述内层5厚度占总膜厚度的10%。
其中,所述第一阻隔层2、第二阻隔层3、第三阻隔层4的原材料均为MXD6。所述外层1由重量百分比为97%的PA6和3%的开口爽滑剂组成,所述内层5 的原料组成和所述外层1的原料组成相同。所述PA6的密度范围为1.125~1.135 g/cm
本发明所述的具有长效保香作用的BOPA薄膜的制备工艺,具体工艺如下:
S1、将所述内层1的原材料加入至五层吹膜机组的挤出机A中,设定温度为250℃熔融,进入多层模头;
将所述第一阻隔层2的原材料加入至五层吹膜机组的挤出机B中,设定温度为270℃熔融,进入多层模头;
将所述第二阻隔层3的原材料加入至五层吹膜机组的挤出机C中,设定温度为270℃熔融,进入多层模头;
将所述第三阻隔层4的原材料加入至五层吹膜机组的挤出机D中,设定温度为270℃熔融,进入多层模头;
将所述内层5的原材料加入至五层吹膜机组的挤出机E中,设定温度为 250℃熔融,进入多层模头;
S2、所述各层原材料熔体经流道分配、汇合,从同一口模共挤出5层结构的膜管,并对膜管进行快速冷却,使膜管处于高度无定形态;
S3、将冷却后的膜管在85℃条件下预加热,然后进行双向拉伸,纵向拉伸比为3.5,横向拉伸比为3.5;
S4、拉伸后的膜管经牵引辊压平后进入淬火站,在85℃进行淬火处理;
S5、将热处理后的薄膜冷却,然后进行裁切、收卷,收卷时开启电晕机,对内层下表面进行电晕处理。
实施例3
如图1所示,本实施例所述的一种具有长效保香作用的BOPA薄膜厚度为 15μm,由上到下依次包括外层1、第一阻隔层2、第二阻隔层3、第三阻隔层4 和内层5。所述外层1厚度占总膜厚度的15%,所述第一阻隔层2的厚度占总膜厚度的10%,所述第二阻隔层3的厚度占总膜厚度的50%,所述第三阻隔层4 的厚度占总膜厚度的10%,所述内层5厚度占总膜厚度的15%。
其中,所述第一阻隔层2、第二阻隔层3、第三阻隔层4的原材料均为MXD6。所述外层1由重量百分比为97%的PA6和3%的开口爽滑剂组成,所述内层5 的原料组成和所述外层1的原料组成相同。所述PA6的密度范围为1.125~1.135 g/cm
本发明所述的具有长效保香作用的BOPA薄膜的制备工艺,具体工艺如下:
S1、将所述内层1的原材料加入至五层吹膜机组的挤出机A中,设定温度为250℃熔融,进入多层模头;
将所述第一阻隔层2的原材料加入至五层吹膜机组的挤出机B中,设定温度为280℃熔融,进入多层模头;
将所述第二阻隔层3的原材料加入至五层吹膜机组的挤出机C中,设定温度为280℃熔融,进入多层模头;
将所述第三阻隔层4的原材料加入至五层吹膜机组的挤出机D中,设定温度为280℃熔融,进入多层模头;
将所述内层5的原材料加入至五层吹膜机组的挤出机E中,设定温度为 250℃熔融,进入多层模头;
S2、所述各层原材料熔体经流道分配、汇合,从同一口模共挤出5层结构的膜管,并对膜管进行快速冷却,使膜管处于高度无定形态;
S3、将冷却后的膜管在105℃条件下预加热,然后进行双向拉伸,纵向拉伸比为3.5,横向拉伸比为3.5;
S4、拉伸后的膜管经牵引辊压平后进入淬火站,在90℃进行淬火处理;
S5、将热处理后的薄膜冷却,然后进行裁切、收卷,收卷时开启电晕机,对内层下表面进行电晕处理。
实施例4
如图1所示,本实施例所述的一种具有长效保香作用的BOPA薄膜厚度为 25μm,由上到下依次包括外层1、第一阻隔层2、第二阻隔层3、第三阻隔层4 和内层5。所述外层1厚度占总膜厚度的15%,所述第一阻隔层2的厚度占总膜厚度的10%,所述第二阻隔层3的厚度占总膜厚度的50%,所述第三阻隔层4 的厚度占总膜厚度的10%,所述内层5厚度占总膜厚度的15%。
其中,所述第一阻隔层2、第二阻隔层3、第三阻隔层4的原材料均为MXD6。所述外层1由重量百分比为97%的PA6和3%的开口爽滑剂组成,所述内层5 的原料组成和所述外层的原料组成相同。所述PA6的密度范围为1.125~1.135 g/cm
本发明所述的具有长效保香作用的BOPA薄膜的制备工艺,具体工艺如下:
S1、将所述内层1的原材料加入至五层吹膜机组的挤出机A中,设定温度为250℃熔融,进入多层模头;
将所述第一阻隔层2的原材料加入至五层吹膜机组的挤出机B中,设定温度为290℃熔融,进入多层模头;
将所述第二阻隔层3的原材料加入至五层吹膜机组的挤出机C中,设定温度为290℃熔融,进入多层模头;
将所述第三阻隔层4的原材料加入至五层吹膜机组的挤出机D中,设定温度为290℃熔融,进入多层模头;
将所述内层5的原材料加入至五层吹膜机组的挤出机E中,设定温度为 250℃熔融,进入多层模头;
S2、所述各层原材料熔体经流道分配、汇合,从同一口模共挤出5层结构的膜管,并对膜管进行快速冷却,使膜管处于高度无定形态;
S3、将冷却后的膜管在120℃℃条件下预加热,然后进行双向拉伸,纵向拉伸比为3.5,横向拉伸比为3.5;
S4、拉伸后的膜管经牵引辊压平后进入淬火站,在95℃进行淬火处理;
S5、将热处理后的薄膜冷却,然后进行裁切、收卷,收卷时开启电晕机,对内层下表面进行电晕处理。
对比例1
厚度为15μm不含阻隔层的BOPA薄膜。
对比例2
厚度为25μm不含阻隔层的BOPA薄膜。
表1为实施例1~4和对比例1~2的性能对比。
香味测试:包装内容物未装袋的香味等级为★★★★★,包装产品之后,存储1个月之后,开包闻香味。
由表1数据可知,相比于不含阻隔层的对比例1和对比例2,采用本发明制备的BOPA薄膜氧气透过率明显降低,阻隔性能提升,包装食品时具有优异的长效保香作用。
以上已对本发明创造的较佳实施例进行了具体说明,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 一种具有长效保香作用的BOPA薄膜及其制备工艺
- 一种长效稳定型低雾度超爽滑BOPA薄膜