一种风冷造粒机
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及塑料或包含塑料的废料的其他成分的回收技术领域,尤其是一种风冷造粒机。
背景技术
造粒机是一种可将物料制造成特定形状的成型机械。
造粒机通过模头将物料挤压出后,刚从模头挤压出的物料的温度很高,需要趁热通过热切机构将物料切粒,然后通过风冷装置进行风冷干燥处理。
现有造粒机,申请号为CN201621347835.5,一种密炼单螺杆低烟无卤造粒机组,包括密炼机、单螺杆挤出机、风冷模面热切造粒机、旋风分离器、风冷振动筛和成品料仓,由于密炼机1、单螺杆挤出机2、风冷模面热切造粒机3均为大型的机器,彼此独立并分离、占用空间大,且熔融状态的物料在密炼机1输送至单螺杆挤出机2之间会出现物料流失的情况发生,降低了生产的效率和提高了生产的成本。
发明内容
为了解决上述问题,本发明提出风冷造粒机。
本发明通过以下技术方案实现的:
本发明提出一种风冷造粒机,包括进料机构、塑化挤出机构、切粒机构、风冷机构和出料机构,所述塑化挤出机构固定安装在所述进料机构与所述切粒机构之间,所述进料机构与所述塑化挤出机构连通,所述风冷机构固定安装在所述切粒机构和所述出料机构之间。
进一步地,所述进料机构包括投料料斗、储水部件和安装在所述投料料斗内的铰刀组件,所述铰刀组件在所述投料料斗内转动,所述储水部件安装在所述投料料斗下方并与所述投料料斗相通
进一步地,所述塑化挤出机构包括塑化挤出组件和换网组件,所述塑化挤出组件与所述换网组件连通。
进一步地,所述塑化挤出组件包括加热器、容纳筒和螺旋送料杆,所述容纳筒与所述进料机构相通,所述螺旋送料杆在所述容纳筒内旋转,所述加热器安装在所述容纳筒外并给所述容纳筒加热。
进一步地,所述塑化挤出组件还包括减速箱、第一驱动装置、动力轮和动力带,所述第一驱动装置通过所述动力轮和所述动力带给所述减速箱传递动力,所述减速箱带动所述螺旋送料杆在所述容纳筒内旋转。
具体地,所述螺旋送料杆在所述容纳筒内沿着固定的方向转动,以对所述容纳筒内的熔融胶体进行搅拌混合并往所述换网组件的方向挤压,使得所述容纳筒内部形成压力,进而将熔融胶体均匀塑化并连续向所述换网组件输送挤出。
进一步地,所述换网组件包括换网部件和压紧组件,所述换网部件通过所述压紧组件与所述塑化挤出组件连接,所述换网部件与所述压紧组件相通。
进一步地,所述切粒机构包括切粒室和热口模,所述切粒室通过所述热口模与所述换网组件相连,所述热口模内设有多个通孔,所述通孔连通所述换网组件和所述切粒室。
进一步地,所述切粒机构还包括切刀组件,所述切刀部件包括第二驱动装置、切刀架和多个切刀部件,所述第二驱动装置驱动所述切刀架带动所述切刀部件在所述切粒室转动。
进一步地,所述切刀部件包括主切刀、次切刀A和次切刀B,所述主切刀、次切刀A和次切刀B围绕所述切刀架固定安装,所述切刀架转动带动所述次切刀A和所述次切刀B沿着切粒室内壁旋转。
具体地,所述主切刀在所述切粒室内高速旋转,将挤出的熔融胶体分切成颗粒料,所述次切刀A和次切刀B作为辅助刀片沿着切粒室内壁旋转。
进一步地,所述切粒机构还包括第一动力输送组件和第二动力输送组件,所述第一动力输送组件与所述切粒室相连,所述第二动力输送组件安装在所述切粒机构与所述风冷机构之间设有连接管和第二风机,所述第一动力输送组件和所述第二动力输送组件将所述切料室内的物料输送到所述风冷机构内。
具体地,所述第一动力输送组件包括第一风机和通风管道,所述通风管道与所述切粒室连通,所述第二动力输送组件包括集料输送管道、第二风机连接管道。
所述第一风机在所述切粒室上方吹风,被所述主切刀分切成型的颗粒料在风力的作用下快速冷却,从所述切刀部件上分离后直接落入所述切粒室下方的所述集料输送管道中,最后在所述集料输送管道底部汇集,颗粒料在与所述第二风机吹入的风力的作用下,从所述集料输送管道经过所述连接管道输送至风冷机构内。
进一步地,所述风冷机构包括风冷组件和输送组件,所述风冷组件与所述输送组件间隔设置,所述风冷组件包括多个风箱,所述输送组件包括多个鼓风机和输送管道,所述风箱通过所述鼓风机将所述连通管道内的物料输送至下一个风箱内。
具体地,所述风箱包括第一风箱和第二风箱,所述第一风箱和第二风箱通过所述输送组件连接,所述鼓风机包括鼓风机A和鼓风机B;所述第二风机将颗粒料通过所述连接管道输送至所述第一风箱,所述鼓风机A通过所述输送管道与所述第二风箱连接,所述鼓风机A将第一风箱内的颗粒料输送至所述第二风箱。
进一步地,所述出料机构包括集料料斗和混色机,所述混色机安装在所述集料料斗下方,所述混色机内安装有搅拌拨片,所述搅拌拨片能够旋转搅拌。
具体地,所述出料机构与所述风冷机构之间安装有出料管道,所述鼓风机B将第二风箱内的颗粒料输送至所述集料料斗内,所述集料料斗内的颗粒料在所述鼓风机B的风力作用以及颗粒料自身的重力作用下下落至所述混色机中。
本发明的有益效果:本发明的风冷造粒机包括进料机构、塑化挤出机构、切粒机构、风冷机构和出料机构,所述塑化挤出机构固定安装在所述进料机构与所述切粒机构之间,所述进料机构与所述塑化挤出机构连通,所述风冷机构固定安装在所述切粒机构和所述出料机构之间,所述进料机构、所述塑化挤出机构、所述切粒机构依次相贯通且相互固定连接,物料在所述进料机构、所述塑化挤出机构、所述切粒机构内被加热、过滤、切割后,又进入到风冷机构内被冷却、风干,最后进入到出料机构内,物料整个加工过程均在所述风冷造粒机内进行,没有与外界环境接触,减少了物料的流失,还能减少外界温度或湿度对物料的影响,提高风冷造粒机生产出的成品的的优良率。
附图说明
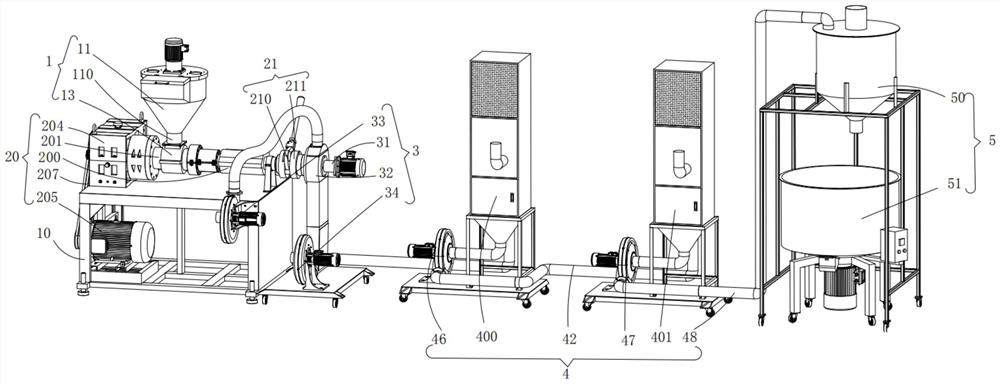
图1为所述风冷造粒机的立体结构示意图;
图2为所述风冷造粒机的剖视图;
图3为所述风冷造粒机的俯视图;
图4为所述投料结构和铰刀组件的结构示意图;
图5为油压换网的分解结构示意图;
图6为所述切刀组件的立体结构示意图;
图7为所述储水部件的立体结构示意图;
图8为风冷机构的立体机构示意图;
图9为切粒机构的立体机构示意图。
具体实施方式
为了更加清楚、完整的说明本发明的技术方案,下面结合附图对本发明作进一步说明。
请参考图1—图9,本发明提出一种风冷造粒机,包括进料机构1、塑化挤出机构2、切粒机构3、风冷机构4和出料机构5,所述塑化挤出机构2固定安装在所述进料机构1与所述切粒机构3之间,所述进料机构1与所述塑化挤出机构2连通,所述风冷机构4固定安装在所述切粒机构3和所述出料机构5之间。
风冷造粒机设置有机架10,进料机构1、塑化挤出机构2、切粒机构3均安装在机架10上。
进一步地,进料机构1包括投料料斗11、储水部件13和安装在投料料斗11内的铰刀组件12,铰刀组件12在投料料斗11内转动,储水部件13安装在投料料斗11下方并与投料料斗11相通。
请参考图4,铰刀组件12包括铰刀驱动装置120和铰刀121,投料料斗11包括料斗盖(图中未标示)和料筒110,请参考图2和图4,料筒110与储水部件13相通。
铰刀驱动装置120工作驱动铰刀121对投料料斗11内的原料进行混合搅拌,这样可使投料料斗11内各处的原料混合均匀,提高下料的稳定性;铰刀121底部的螺旋叶片122对料筒110内的原料起到压实和输送的作用,使原料均匀连续地进入塑化挤出机构2中。
请参考图1,塑化挤出机构2包括塑化挤出组件20和换网组件21,塑化挤出组件20与换网组件21连通。
塑化挤出组件20和换网组件21安装在机架10上且在同一水平面上。
进一步地,塑化挤出组件20包括加热器200、容纳筒201和螺旋送料杆203,容纳筒201与进料机构1相通,螺旋送料杆203在容纳筒201内旋转,加热器200安装在容纳筒201外并给容纳筒201加热。
请参考图2和图7,容纳筒201包括进料口202,储水部件13包括安装口130,储水部件13安装在容纳筒201外,且安装口130与进料口202连通,进而使得料筒110与进料口202连通,原料从料筒110下落到容纳筒201内。储水部件13设有多个进水口131和出水口132,进水口131与出水口132是相互连通的。储水部件13通入循环的冷却水。
原料融化成熔融胶体的过程:容纳筒201外侧安装有加热器200,加热器200对容纳筒201进行加热,以使容纳筒201内部整体温度上升至适合的温度,并在螺旋送料杆203工作过程中保持这一温度,从而使进入容纳筒201内的原料受热融化成熔融胶体。
请参考图1和图2,塑化挤出组件20还包括减速箱204、第一驱动装置205、动力轮206和动力带207,第一驱动装置205通过动力轮206和动力带207给减速箱204传递动力,减速箱204带动螺旋送料杆203在容纳筒201内旋转。
第一驱动装置205和减速箱204上安装有动力轮206,第一驱动装置205通过动力带207传递动力给减速箱204;所述容纳筒201内的螺旋送料杆203与减速箱204相连接。
熔融胶体塑化输送过程:第一驱动装置205工作驱动减速箱204工作带动容纳筒201内的螺旋送料杆203旋转对熔融胶体进行搅拌和挤压,使熔融胶体塑化均匀,且将熔融胶体并向容纳筒201尾端输送,进而使得熔融胶体进入换网组件21内。螺旋送料杆203在容纳筒201内沿着固定的方向转动,以对容纳筒201内的熔融胶体进行搅拌混合并往换网组件21的方向挤压,使得容纳筒201内部形成压力,进而将熔融胶体均匀塑化并连续向换网组件21输送。
请参考图5,换网组件21包括换网部件210和压紧组件211,换网部件210通过压紧组件211与塑化挤出组件20连接,换网部件210与压紧组件211相通。
压紧组件211对所述换网部件210压紧起到密封作用,使换网部件210能在活动的同时保证熔融胶体不会从所述换网部件210中溢出。换网部件210包括手柄2100和第一安装孔2101和第二安装孔2102,转动手柄2100将能够将与压紧组件211连通的第一安装孔2101转换为第二安装孔2102,第一安装孔2101和第二安装孔2102用于安装滤网。
熔融胶体的过滤过程:压紧组件211设有固定限位锁块2110,进而使换网部件210在活动时不会超出固定限位锁块2110所限定的行程;当换网部件210的第一安装孔2101与压紧组件211连通,熔融的胶体从第一安装孔2101处安装的滤网上的小孔通过,滤网用于过滤掉熔融的胶体中掺杂的颗粒物和杂质;正常工作时通过转动手柄2100,能够将第一安装孔2101转换到第二安装孔2102,进而更换为第二安装孔2102的滤网进行过滤。
进一步地,切粒机构3包括切粒室32和热口模31,切粒室32通过热口模31与换网组件21相连,热口模31内设有多个通孔(图中未标示),通孔连通换网组件21和切粒室32。
请参考图6,切粒机构3还包括切刀组件31,切刀部件312包括第二驱动装置341、切刀架311和多个切刀部件312,第二驱动装置341驱动切刀架311带动切刀部件312在切粒室32转动。
进一步地,切刀部件312包括主切刀3120、次切刀A3121和次切刀B3122,主切刀3120、次切刀A3121和次切刀B3122围绕切刀架311固定安装,切刀架311转动带动次切刀A3121和次切刀B3122沿着切粒室32内壁旋转。
颗粒料的成型过程:主切刀3120在切粒室32内高速旋转,将挤出的熔融胶体分切成颗粒料。
次切刀A3121和次切刀B3122作为辅助刀片沿着切粒室32内壁旋转,目的是对内壁上的颗粒进行清扫,可避免未完全凝固的颗粒料粘附在切粒室32内壁上。
所述集料输送管道341侧面设置有观察口(图中未标示),用于观察颗粒料的成型和输送的效果。
请参考图1和图9,切粒机构3还包括第一动力输送组件33和第二动力输送组件34,第一动力输送组件33与切粒室32相连,第二动力输送组件34安装在切粒机构3与风冷机构4之间设有连接管和第二风机340,第一动力输送组件33和第二动力输送组件34将切料室内的物料输送到风冷机构4内。
具体地,第一动力输送组件33包括第一风机330和通风管道331,通风管道331与切粒室32连通,第二动力输送组件34包括集料输送管道341、第二风机340和连接管道342。
切料室上方通过通风管道331与固定在机架10上的第一风机330连接,工作时第一风机330向切粒室32吹入冷却气流,一方面使切粒室32内被主切刀3120分切成型的颗粒料加速冷却成型,另一方面将被主切刀3120分切成型的颗粒料从切刀部件312上吹落避免颗粒料粘附在切刀部件312上。
第一风机330通过通风管道331在切粒室32上方吹风,被主切刀3120分切成型的颗粒料在风力的作用下快速冷却,从切刀部件312上分离后直接落入切粒室32下方的集料输送管道341中,最后在集料输送管道341底部汇集,颗粒料在与第二风机340吹入的风力的作用下,从集料输送管道341经过连接管道342输送至风冷机构4内。
请参考图3,风冷机构4包括风冷组件40和输送组件41,风冷组件40与输送组件41间隔设置,风冷组件40包括多个风箱,输送组件41包括多个鼓风机45和输送管道42,风箱通过鼓风机45将连通管道内的物料输送至下一个风箱内。
具体地,请参考图8,风箱包括第一风箱400和第二风箱401,第一风箱400和第二风箱401通过输送组件41连接,鼓风机45包括鼓风机45A和鼓风机45B;第二风机340将颗粒料通过连接管道342输送至第一风箱400,鼓风机45A通过输送管道42与第二风箱401连接,鼓风机45A将第一风箱400内的颗粒料输送至第二风箱401。
输送管道42和连接管道342均设有抛料段44,第一风箱400和第二风箱401均设有收集料斗403、通风孔板402。
颗粒料的风冷过程:第二风机340将颗粒料通过连接管道342输送至第一风箱400,并从风第一风箱400内向上的抛料段44内吹出,在第二风机340吹入的气流的作用下,颗粒料被向上抛散,气流带走颗粒料中的部分热量;经冷却的颗粒料在自身的重力作用下料颗粒回落至第一风箱400底部的收集料斗403中,此过程中通风孔板402起到通风散热的作用,箱体内的气流可与大气进行循环,使颗粒料散发的热量及时通过孔板逸散到空气中以获得更好的冷却效果;第一风箱400和第二风箱401均可设有观察窗口405,通过观察窗口405可观察到箱体内颗粒料的冷却工作情况。冷却的颗粒料经与鼓风机45B的风力作用下被输送第二风箱401,在第二风箱401内再次进行上述冷却过程,进而实现颗粒料的进一步冷却。
请参考图8,第一风箱400和第二风箱401在停机时箱门404可向外打开便于对箱体和收集料斗403进行清洁。
请参考图1和图2,出料机构5包括集料料斗50和混色机51,混色机51安装在集料料斗50下方,混色机51内安装有搅拌拨片52,搅拌拨片52能够旋转搅拌。
颗粒料的混色干燥过程,出料机构5与风冷机构4之间安装有出料管道48,鼓风机45B将第二风箱401内的颗粒料输送至集料料斗50内,集料料斗50内的颗粒料在鼓风机45B的风力作用以及颗粒料自身的重力作用下下落至混色机51中,并在搅拌拨片52的作用下高速翻滚相互摩擦产生热量,进而使得混色机51在进行混色的同时还能去除颗粒料上的水分,最后,混色干燥后的颗粒料可进行装袋收集。
原料处理的总过程:1.原料在容纳筒201内经加热器200塑化后成熔融胶体,并且被螺旋送料杆203搅拌和挤压,使熔融胶体塑化均匀,且将熔融胶体并向换网组件21输送;
2.熔融胶体在换网组件21内被过滤,过滤后的熔融胶体流进切粒室32,且被主切刀3120分切成颗粒料,颗粒料被第一风机330冷却成型,汇集到集料输送管道341内;
3.颗粒料在所述第二风机340、鼓风机45A、鼓风机45B的输送下,从集料输送管道341依次经第一风箱400、第二风箱401的冷却干燥后被输送至集料料斗50,最后下落到混色机51内被搅拌混色。
本实施例中的原料为膜卷粉碎料,风冷造粒机通过塑化挤出机构2对膜卷粉料进行塑化挤出,再通过切粒机构3进行切粒,接着通过风冷机构4进行冷却,最后通过出料机构5进行混色干燥,实现了将膜卷废料的粉碎料重新制作成可再利用的颗粒原料,达到了膜卷废料的二次回收利用的目的。从而解决了生产过程中膜卷废料处理问题,减少了废料的产生降低了生产成本,能很好的适应膜卷废料回收二次利用制作塑料颗粒原料的生产需求。
当然,本发明还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本发明所保护的范围。
- 一种造粒机及造粒机的进料熔融及切料风冷机构
- 一种风冷造粒机