基于模糊控制的焊缝焊接质量检测方法和检测系统
文献发布时间:2023-06-19 12:24:27
技术领域
本发明涉及缺损检测领域,具体的说,涉及了一种基于模糊控制的焊缝焊接质量检测方法和检测系统。
背景技术
在科学技术不断向前发展的大潮流下,焊接已从简单的构件连接或毛坯制造,发展成为制造业中的精加工方法之一。随着制造业的高速发展,传统的手工焊接已不能满足现代化高科技产品制造的质量、数量要求,现代焊接加工正在向着机械化,自动化的方向发展。与此同时,焊缝检测技术也是由原来的人工,不断向着机械化和自动化的方向发展。
涡流检测是焊缝检测技术中的一种,原理是利用感受磁场变化,使用时将通以交流电的检测探头靠近被测板件,被测的板件表面感应出现电涡流,该涡流会产生一个与原磁场方向相反的磁场,感应涡流磁场将会影响原磁场幅值和相位,引起探头的电信号改变。这种涡流检测适合工作在危险的工作场合,便于工业广泛应用,其成本低,操作简单且精度高,符合经济原则和高效原则。
目前的涡流检测只能进行有无焊缝破损的报警,无法直接输出焊接质量,也无法将整个焊接产品的焊接质量进行直观显示。
为了解决以上存在的问题,人们一直在寻求一种理想的技术解决方案。
发明内容
本发明的目的是针对现有技术的不足,从而提供了一种基于模糊控制的焊缝焊接质量检测方法以及基于LabVIEW和MATLAB的焊缝焊接质量检测系统。
为了实现上述目的,本发明所采用的技术方案是:一种基于模糊控制的焊缝焊接质量检测方法,包括以下步骤:
控制电涡流传感器对焊接产品进行扫描测量,并按照预设采样频率对电涡流传感器的测量值进行采样;
将每个采样周期获得的多个电涡流信号进行分组,并对每个分组内的所有电涡流信号进行算数平均处理,得到的每个均值均为一个采样点的焊接数据;
多次扫描焊接产品,使得每个采样点均对应多个焊接数据;
对每个采样点对应的多个焊接数据进行纵向算数平均处理,得到所述采样点的最优焊接数据;
根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域,并在为焊接区域时将最优焊接数据送入模糊控制器,得到焊缝焊接质量值。
基于上述,根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域的具体步骤如下:
获取一个采样点的最优焊接数据后,判断上一采样点对应的扫描测量区域是否为非焊接区域,在为非焊接区域时,计算所述采样点的最优焊接数据与上一采样点的最优焊接数据的误差;在为焊接区域时,计算所述采样点的最优焊接数据与其前最后一个非焊接区域对应的最优焊接数据的误差;
在误差未超过预设差值范围时判定所述采样点对应的扫描测量区域为非焊接区域,在误差超过预设差值范围时判定则判定所述采样点对应的扫描测量区域为焊接区域。
基于上述,根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域的具体步骤如下:
获取一个采样点的最优焊接数据后,判断所述采样点之前的连续L个采样点对应的扫描测量区域是否均是非焊接区域,
若均为非焊接区域,则计算连续L个非焊接区域的最优焊接数据的均值,并计算所述采样点的最优焊接数据与所述均值的误差;否则计算所述采样点的最优焊接数据与第一个焊接区域前连续L个非焊接区域的最优焊接数据的均值之间的误差;
在误差未超过预设差值范围时判定所述采样点对应的扫描测量区域为非焊接区域,在误差超过预设差值范围时判定则判定所述采样点对应的扫描测量区域为焊接区域。
基于上述,所述模糊控制器为一维模糊控制器,所述一维模糊控制器的输入量为焊接区域的最优焊接数据,输入量论域为[0,M],输入量的模糊子集定义如下:{NB,NM,NS,ZO,PS,PM,PB};输入量的隶属度函数隶属度函数为三角形隶属度函数;
所述一维模糊控制器的输出量为焊接质量值,输出量的论域为[0,N],输出量的模糊子集定义如下:{NB,NS,ZO,PS,PB};输出量的隶属度函数隶属度函数为三角形隶属度函数;
其中,NB表示负大、NM表示负中、NS表示负小、ZO表示零、PS表示正小、PM表示正中、PB表示正大;M为非焊接区域的最优焊接数据;N为划分的焊接质量等级个数。
基于上述,所述一维模糊控制器模糊规则包括:
规则1,若输入量为PB,则输出量为PB;
规则2,若输入量为PM,则输出量为PS;
规则3,若输入量为PS,则输出量为ZO;
规则4,若输入量为ZO,则输出量为ZO;
规则5,若输入量为NS,则输出量为NS;
规则6,若输入量为NM,则输出量为NB;
规则7,若输入量为NB,则输出量为NB。
基于上述,获得焊接质量值后,根据焊接质量值与N之间的比例k进行焊接质量等级划分,其中,k∈(0.9~1)时,质量等级为优;k∈(0.8~0.9) 时,质量等级为中等偏优;k∈(0.7~0.8)时,质量等级为中等;k∈(0.4~0.6) 时,质量等级为差;k∈(0~0.4)时,质量等级为极差。
本发明第二方面提供一种基于LabVIEW和MATLAB的焊缝焊接质量检测系统,包括运动部分、数据采集部分和上位机,所述数据采集部分包括电涡流传感器和数据采集卡,所述电涡流传感器设置在所述运动部分上,随所述运动部分的移动对焊接产品进行扫描检测;所述数据采集卡分别与所述电涡流传感器和所述上位机连接,用于将所述电涡流传感器输出的电涡流信号传输给所述上位机;
所述上位机,利用LabVIEW控制所述运动部分移动,以带动所述电涡流传感器按照预设扫描轨迹对焊接产品进行多次扫描测量,并按照预设采样频率对电涡流传感器的测量值进行采样;将每个采样周期获得的多个电涡流信号进行分组,并对每个分组内的所有电涡流信号进行算数平均处理,得到的每个均值均为一个采样点的焊接数据;按照时间先后顺序将每个采样点的位置信息以及采样点的最优焊接数据以TDMS存储格式进行存储;
所述上位机,利用MATLAB对每个采样点对应的多个焊接数据进行纵向算数平均处理,得到所述采样点的最优焊接数据;根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域,并在为焊接区域时将最优焊接数据送入模糊控制器,得到焊缝焊接质量值;并利用MATLAB的三维显示函数将所有采样点的最优焊接数据进行三维复现显示。
基于上述,所述运动部分包括位移平台和超声波测距装置,所述位移平台按照预设运动轨迹进行三维空间移动;所述超声波测距装置和所述电涡流传感器固定在所述位移平台的同一水平面,所述超声波测距装置通过超声波测距获得所述电涡流传感器与焊接产品的距离,并在所述电涡流传感器与焊接产品的距离与预设距离不一致时,根据所述电涡流传感器与焊接产品的距离与预设距离的差值,控制所述位移平台进行运动轨迹的修正。
本发明相对现有技术具有突出的实质性特点和显著的进步,具体的说,本发明检在获取最优面数据点后,调用设计好的模糊控制器,将最优面数据作为输入变量进行模糊控制推理,模糊控制器会输出一个值,根据输出值进行焊缝质量的判断和输出,判断结果准确。
本发明采用联动思想,将LabVIEW和MATLAB结合,采用LabVIEW的数据采集和数据处理作为焊缝检测数据的前期技术支撑,采用MATLAB的三维图像重建作为焊缝检测数据的后期展现技术,将信息处理的速度和显示效果进行优化实现,处理速度加快,程序模块化,无论前期设备优化或者后期设备维护和升级都具有一定的便捷性,同时也可满足多场合的通用需求。
附图说明
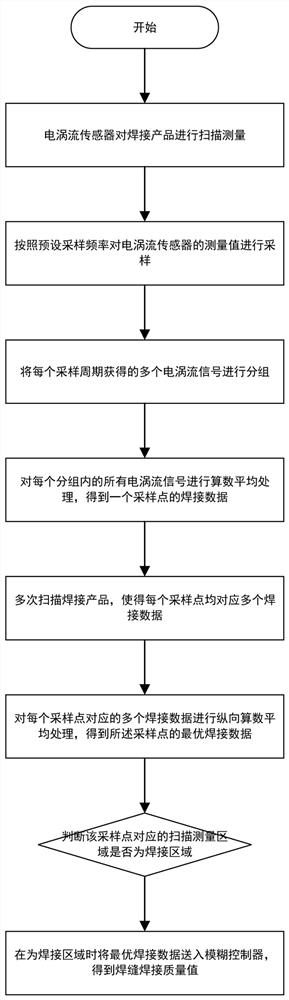
图1是本发明焊缝焊接质量检测方法的流程图。
具体实施方式
下面通过具体实施方式,对本发明的技术方案做进一步的详细描述。
实施例1
本实施例提供一种基于模糊控制的焊缝焊接质量检测方法,如图1所示,包括以下步骤:
控制电涡流传感器对焊接产品进行扫描测量,并按照预设采样频率对电涡流传感器的测量值进行采样;
将每个采样周期获得的多个电涡流信号进行分组,并对每个分组内的所有电涡流信号进行算数平均处理,得到的每个均值均为一个采样点的焊接数据;
多次扫描焊接产品,使得每个采样点均对应多个焊接数据;
对每个采样点对应的多个焊接数据进行纵向算数平均处理,得到所述采样点的最优焊接数据;
根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域,并在为焊接区域时将最优焊接数据送入模糊控制器,得到焊缝焊接质量值。
正常情况下,电涡流传感器的测量值会含有大量的杂波,为滤除电涡流信号中的杂波,根据电涡流传感器的测量信号为低频信号这一特性,本发明在对电涡流传感器的测量值进行采样之前,先采用低通滤波电路,将电涡流传感器的测量信号中的高频杂波滤除。
由于每个采样周期均会获取大量数据,考虑到存在偶然误差和大量数据不易存储等问题,本发明将每个采样周期获得的多个电涡流信号按时间先后取出,每次取出一定量的数值,从而将每个采样周期获得的多个电涡流信号进行了分组,并对每个分组内的所有电涡流信号进行算数平均处理,得到的每个均值均为一个采样点的焊接数据;上述操作不仅减小了偶然误差,而且大大降低了对存储空间的要求,而根据不同数量的提取,便可以得出不同的采样点,从而得到不同的采样精度。
在具体实施时,根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域的具体步骤如下:
获取一个采样点的最优焊接数据后,判断上一采样点对应的扫描测量区域是否为非焊接区域,在为非焊接区域时,计算所述采样点的最优焊接数据与上一采样点的最优焊接数据的误差;在为焊接区域时,计算所述采样点的最优焊接数据与其前最后一个非焊接区域对应的最优焊接数据的误差;
在误差未超过预设差值范围时判定所述采样点对应的扫描测量区域为非焊接区域,在误差超过预设差值范围时判定则判定所述采样点对应的扫描测量区域为焊接区域。
在具体实施时,所述模糊控制器为一维模糊控制器,所述一维模糊控制器的输入量为焊接区域的最优焊接数据,输入量论域为[0,M],输入量的模糊子集定义如下:{NB,NM,NS,ZO,PS,PM,PB};输入量的隶属度函数隶属度函数为三角形隶属度函数;
所述一维模糊控制器的输出量为焊接质量值,输出量的论域为[0,N],输出量的模糊子集定义如下:{NB,NS,ZO,PS,PB};输出量的隶属度函数隶属度函数为三角形隶属度函数;
其中,NB表示负大、NM表示负中、NS表示负小、ZO表示零、PS表示正小、PM表示正中、PB表示正大;M为前一个非焊接区域的最优焊接数据;N 为划分的焊接质量等级个数。
基于上述,所述一维模糊控制器模糊规则包括:
规则1,若输入量为PB,则输出量为PB;
规则2,若输入量为PM,则输出量为PS;
规则3,若输入量为PS,则输出量为ZO;
规则4,若输入量为ZO,则输出量为ZO;
规则5,若输入量为NS,则输出量为NS;
规则6,若输入量为NM,则输出量为NB;
规则7,若输入量为NB,则输出量为NB。
本领域技术人员均熟知,通过模糊推理得到的结果是一个模糊集合。但在实际模糊控制中,必须要有一个确定值。将模糊推理结果转化为精确值的过程称为反模糊化。
为了获得准确的控制量,就要求模糊方法能够很好的表达输出隶属度函数的计算结果。所述一维模糊控制器采用重心法进行反模糊处理。
重心法即取隶属度函数曲线与横坐标围成面积的重心作为模糊推理的最终输出值,具体计算公式如下:
V:输出论域;u(v)为输出论域上的点。
重心法具有更平滑的输出推理控制。即使对应于输入信号的微小变化,输出也会发生变化。
可以理解,在获得焊接质量值后,还可以根据焊接质量值与N之间的比例k进行焊接质量等级划分。
其中,焊接质量等级划分可根据用户需求进行设定,为方便理解,本申请给出了一种具体实施例,如下表所示,N为5;
其中,当k∈(0.9~1)时,质量等级为优;k∈(0.8~0.9)时,质量等级为中等偏优;k∈(0.7~0.8)时,质量等级为中等;k∈(0.4~0.6)时,质量等级为差;k∈(0~0.4)时,质量等级为极差。
例如:输出的焊接质量值是3.5,那么焊接质量等级Y就是:
根据上表可知,上例中的焊接质量即为中等。
实施例2
本实施例与实施例的区别在于:根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域的具体步骤如下:
获取一个采样点的最优焊接数据后,判断所述采样点之前的连续L个采样点对应的扫描测量区域是否均是非焊接区域,
若均为非焊接区域,则计算连续L个非焊接区域的最优焊接数据的均值,并计算所述采样点的最优焊接数据与所述均值的误差;否则计算所述采样点的最优焊接数据与第一个焊接区域前连续L个非焊接区域的最优焊接数据的均值之间的误差;
在误差未超过预设差值范围时判定所述采样点对应的扫描测量区域为非焊接区域,在误差超过预设差值范围时判定则判定所述采样点对应的扫描测量区域为焊接区域。
在该种情况下,所述模糊控制器为一维模糊控制器,所述一维模糊控制器输入量论域的最大值M为连续L个非焊接区域的最优焊接数据的均值,从而尽可能地减小随机误差对焊接质量判断结果的影响。
实施例3
为了便于直观的感知焊缝焊接质量,在通过实施例1或实施例2中,完成对焊接产品的扫描测量后,使用MATLAB的三维显示函数将所有扫描测量区域的最优焊接数据进行三维复现显示。
在具体实施时,使用MATLAB的三维显示函数将最优焊接数据进行三维复现显示的具体步骤如下:
使用convertTDMS函数法将TDMS存储格式的最优焊接数据转换为平面 mat格式数据;
具体的,将处理后的数据每七个单位(单位:1mm)分为一组,进行一次显示,这七个单位是平面件Y轴方向的7个单位,X方向设定划分200个数据点单位,也就是说,测量的时候,平面上每1mm的大小(Y轴),X方向上测量得到200个数据点,这200个数据点作为后续三维显示的数据;
最终形成的Mat格式数据为二维数组形式,每一列为1mm的数据点,每一行共7个数据,分别代表一次三维重现的7组数据;系统每次三维复现一组数据(7mm);mat格式数据只包括Z轴数据;
使用load函数进行平面mat格式数据的调入和加载;
根据预设分组策略将平面mat格式数据进行分组,并删除每个分组中数值为0的平面mat格式数据;
数值为0是指Z轴数据为0,此时说明获取的数据有误;为保证数据的完整性和连续性,应删去这一组数据(7列)中存在0数据的行,而不是单个0 数据,否则,三维复现的时候效果不佳。
当一组数据出现0数据过多(总共200行,倘若出现了0数据行数占比达到10%),则需要重新扫描获取数据点;
设定三维图形x轴和y轴范围,并将平面mat格式数据作为Z轴数据进行建模;
具体的,Y轴为1-7(每次复现为7mm大小),X轴数据为1-200(每1mm 大小获取的焊缝值为200个),Z轴数据即为焊缝数据,由mat格式数据存储,在MATLAB中调用surf三维曲面函数,进行模型复现和建立;
使用surf函数,设定参数为x,y,z进行三维图像显示和复现;
其中,surf函数为surf(Y,X,Z),Z为加载后的数据,且Z=load(”焊面数据.mat”)。
通过使用MATLAB的三维图像重建函数作为焊缝检测数据的后期展现技术,将信息处理的速度和显示效果进行优化实现,处理速度加快,程序模块化,无论前期设备优化或者后期设备维护和升级都具有一定的便捷性,同时也可满足多场合的通用需求。
实施例4
本实施例提供一种基于LabVIEW和MATLAB的焊缝焊接质量检测系统,包括运动部分、数据采集部分和上位机,所述数据采集部分包括电涡流传感器和数据采集卡,所述电涡流传感器设置在所述运动部分上,随所述运动部分的移动对焊接产品进行扫描检测;所述数据采集卡分别与所述电涡流传感器和所述上位机连接,用于将所述电涡流传感器输出的电涡流信号传输给所述上位机;
所述上位机,利用LabVIEW控制所述运动部分移动,以带动所述电涡流传感器按照预设扫描轨迹对焊接产品进行多次扫描测量,并按照预设采样频率对电涡流传感器的测量值进行采样;将每个采样周期获得的多个电涡流信号进行分组,并对每个分组内的所有电涡流信号进行算数平均处理,得到的每个均值均为一个采样点的焊接数据;按照时间先后顺序将每个采样点的位置信息以及采样点的最优焊接数据以TDMS存储格式进行存储;
所述上位机,利用MATLAB对每个采样点对应的多个焊接数据进行纵向算数平均处理,得到所述采样点的最优焊接数据;根据每个采样点的最优焊接数据判断该采样点对应的扫描测量区域是否为焊接区域,并在为焊接区域时将最优焊接数据送入模糊控制器,得到焊缝焊接质量值;并利用MATLAB的三维显示函数将所有采样点的最优焊接数据进行三维复现显示。
在具体实施过程中,所述运动部分包括位移平台和超声波测距装置,所述位移平台按照预设运动轨迹进行三维空间移动;所述超声波测距装置和所述电涡流传感器固定在所述位移平台的同一水平面,所述超声波测距装置通过超声波测距获得所述电涡流传感器与焊接产品的距离,并在所述电涡流传感器与焊接产品的距离与预设距离不一致时,根据所述电涡流传感器与焊接产品的距离与预设距离的差值,控制所述位移平台进行运动轨迹的修正,以确保所述电涡流传感器与焊接产品的距离恒为预设距离,以确保检测精度。
超声波测距是为了保证涡流传感器与被测原件平面保持固定的高度间距,从而保证涡流传感器的测量准确性和精度。每当超声波传感器测得的数据超过阈值,程序会自动调整3位移平台的Z轴从而保证超声波传感器工作高度始终在最优距离。
本申请的数据采集卡采用能够与电脑直接相连接的USB采集卡,通用性较好。所述USB采集卡在连接时,采用AD双端输入连接方式,以适用于干扰较大的场合。因为本发明在处理探头时类比图像处理,单位长度中探测点数量越多,刻画精度就越高,所以就要求探头探测钢板平面时,扫描速度尽可能的快。为了达到尽可能高的提高测量精度,可以设置尽可能高的采样频率。
所述数据采集卡的不同采集频率和传感器运动速度相结合,实现不同检测精度的具体应用,例如:设置数据采集卡频率为250KHz,传感器运动速度为3000mm/min,这样每1mm可以实现20个数据点的采集,精度达到0.05mm。
由于电涡流传感器是根据检测外部磁场变化而引起内部电路产生相应的电参数变化来检测的,而外部磁场的变化又是由于焊接件内部结构的变化引起的,因此所以根据所输出信号的大小即可反应出被测金属的涡流改变,进而检测出金属焊缝焊接情况。但由于电涡流传感器输出的电信号为4~20mA的电流,而USB采集卡则需要范围为0~5V的电压信号,因此本发明将3K和3K 的电阻并联,从而把电涡流传感器的输出电流信号转化电压信号。
因为电涡流传感器利用感应磁场的变化,所以需要一定的反应时间。如果运动过快,电涡流传感器将无法得到准确的数值或者有效数值太少,因此在保证整个装置的高效性的前提下,移动速度应该尽可能的慢。具体的,在有效检测区要使电涡流传感器保持匀速状态,且由于电涡流磁性特性不能运动过快,应该配置合适的速度以免漏掉有用信息;而在进行抬起和换行扫描时要快速运动,以提高检测系统整体的高效性。
预先设定扫描范围,在预设的扫描范围内,所述运动部分以第一运动速度带动所述电涡流传感器进行扫描移动;在非预设的扫描范围内,所述运动部分以第二运动速度带动所述电涡流传感器进行扫描移动,其中,第一运动速度小于第二运动速度。
最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
- 基于模糊控制的焊缝焊接质量检测方法和检测系统
- 基于正面熔池图像特征的非对称角焊缝焊接质量检测方法