一种自动化一体成型鞋制造方法
文献发布时间:2023-06-19 12:25:57
技术领域
本发明属于鞋制作技术领域,具体是一种自动化一体成型鞋制造方法。
背景技术
目前EVA二次发泡鞋的制作,通常是将鞋面先制作完成,然后将EVA材料放入模具中进行一次发泡,再调整参数对EVA材料进行二次发泡,将二次发泡好的鞋底进行涂胶,UV灯照射固化等程序,最后将鞋底与鞋面粘合,上述制鞋方法使用到的设备较多,而且过程较为繁琐,其中鞋底与鞋面粘合时还需要人工操作,在实际生产中则需要大量人手,降低了生产效率,也会影响到良品率,同时极大地增加生产成本。
发明内容
本发明的目的在于提供一种自动化一体成型鞋制造方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种自动化一体成型鞋制造方法,具体步骤如下:
第一步,鞋面制作;
第二步,将EVA材料进行一次发泡,形成EVA坯料,并放入发热底座上;
第三步,将制作好的鞋面套入鞋楦内;
第四步,将鞋楦压入发热底座上,使鞋面位于EVA坯料上方,然后发热底座加热升温,使EVA坯料进行二次发泡,在鞋面底部形成鞋底;
第五步,对鞋底上的废余进行清理。
进一步的技术方案,第三步中,还需要对鞋面底部进行涂胶处理。
进一步的技术方案,第二步中,EVA材料包括EVA、聚烯烃热塑性弹性体、POE、耐磨剂、硬脂酸、填充剂、发泡剂、发泡促进剂和交联剂,将上述原料进行密炼造粒。
进一步的技术方案,第二步EVA材料中,各原料含量按重量份数范围如下:
进一步的技术方案,第二步中,将经过密造粒的EVA材料置于压机模具中加热至110-130℃,以及加压至5-21Mpa,进行第一次发泡形成EVA坯料。
进一步的技术方案,第四步中,发热底座两侧设有用于夹紧发热底座和鞋面的夹具,并且进行二次发泡时,夹具和鞋楦共同对EVA坯料进行挤压,冷却后形成鞋底。
本发明的有益效果:
本发明提供的一种自动化一体成型鞋制造方法相比传统的制鞋方法更加简单,特别是在EVA鞋材第二次发泡形成鞋底的同时,即与鞋面粘合,无需再经过人工涂胶粘合操作,极大地减少生产成本,同时本发明所述的生产方法极大程度上减少人工操作,自动化程度高,有效提升效率
附图说明
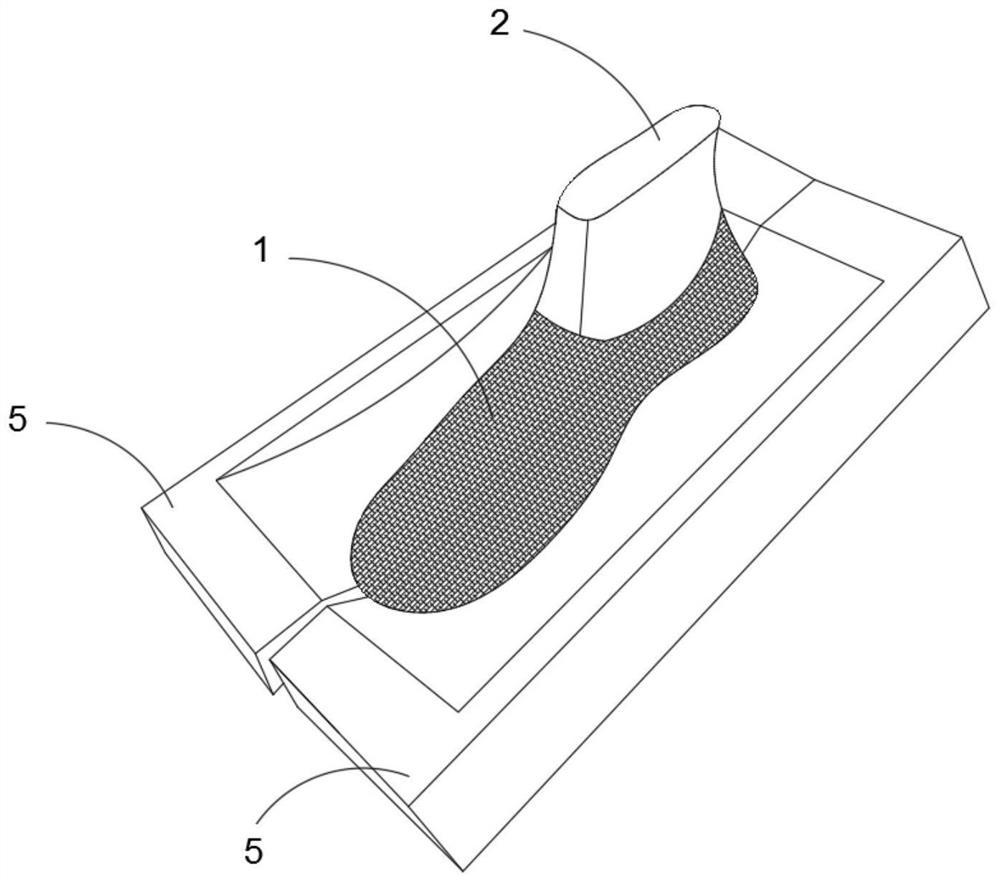
图1:本发明的第四步中鞋面、鞋楦、发热底座、夹具结合示意图。
图2:本发明的发热底座和夹具拆解图。
图3:本发明图1剖面示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,
请参照图1-3,
种自动化一体成型鞋制造方法,具体步骤如下:
第一步,鞋面1制作;
第二步,先进行EVA材料进行密炼造粒,例如EVA材料可以包括EVA、聚烯烃热塑性弹性体、POE、耐磨剂、硬脂酸、填充剂、发泡剂、发泡促进剂和交联剂,上述各原料含量按重量份数范围如下:
在实施例中,上述原料优选的份数为:40份EAV,30份聚烯烃热塑性弹性体,12份POE,0.4份耐磨剂,0.5份硬脂酸,20份填充剂1.7份发泡剂,1份发泡促进剂,1份交联剂,
将经过密造粒的EVA材料置于压机模具中加热加压,进行一次发泡形成具有鞋底的雏形,即形成EVA坯料,第一次发泡后,EVA坯料内部蓬松具有细小孔洞,且EVA坯料比成型后的鞋材3体积大10%-30%,压机模具中温度为110-130℃,压力为5-21Mpa,将制作好的EVA坯料放入发热底座4内;
在EVA材料中加入聚烯烃热塑性弹性体和POE,使鞋材更具有韧性不易产生裂纹,同时更加耐磨。
第三步,先对鞋面1的底部进行涂胶处理,然后将鞋面1套入鞋楦2内,当然,也可以先将鞋面1套入鞋楦2内,然后再对鞋面1底部进行涂胶处理;
第四步,如图3所示,如箭头方向通过设备将鞋楦2压入发热底座4上,使鞋面1与EVA坯料初步粘合,发热底座4两侧设有夹具5,夹具5相对一侧设有用于夹紧鞋面的凸起,生产时,夹具5往发热底座4靠近直到贴合,将发热底座4和鞋面1固定,同时,如箭头所示夹具5和鞋楦2共同对EVA坯料进行挤压,使鞋面1的底部、发热底座4及夹具5之间形成一个类似密闭的二次发泡成型腔,由于EVA坯料比成型后的鞋材3体积大10%-30%,可以使EVA坯料在二次发泡成型腔内部产生足够的压力,同时,发热底座4加热升温,适当的温度及压力使EVA坯料进行二次发泡形成需要的形状,如花纹、底牙等,同时EVA坯料与鞋面1粘合得更加牢固,最后通过对夹具和发热底座进行快速冷却,即对二次发泡EVA坯料进行快速冷却,使EVA坯料在鞋面1底部形成鞋材3,夹具5向远离发热底座4方向移动,使之与发热底座4和鞋面1脱离,然后鞋楦2上升,此时,鞋底已经与鞋面1粘合,被一并带起;
第五步,对鞋底上的废余进行清理。
综上所述,本方法相比传统的制鞋方法更加简单,特别是在EVA坯料第二次发泡形成鞋底的同时,即与鞋面1粘合,无需再经过人工涂胶粘合操作,极大地减少生产成本,同时本发明所述的生产方法极大程度上减少人工操作,自动化程度高,有效提升效率。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施。
- 一种自动化一体成型鞋制造方法
- 一体成型具气垫结构鞋大底的制造方法及其鞋模设备