一种细长管绕丝焊接压力电阻焊装置
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及焊接装置领域,具体地说是一种细长管绕丝焊接压力电阻焊装置。
背景技术
随着现代工业的快速发展,各个领域的要求也越来越精细,其中细长不锈钢钢管上缠绕螺旋不锈钢细钢丝作为一种特殊用途的产品已经在一些行业领域被运用,如航空、船舶、核电等,该产品的特点是工件加工困难,制作成本高,并且只在特定行业领域使用,加工技术发展相对较慢。传统方式通常是采用氩弧焊将螺旋不锈钢细钢丝固定于细长不锈钢钢管上,但该方式存在较为明显的缺陷,比如产品固定成型参差不齐、力学参数千差万别、一致性差等,这导致产品的生产效率和成品率均较低,且生产不稳定。压力电阻焊发明于十九世纪末,其研发背景本身就是作为一种对薄件和薄件的连接固定,而细长不锈钢钢管和细长不锈钢钢丝恰恰符合此种焊接母材的特点,如何将这种焊接方式应用于细长不锈钢钢管和细长不锈钢钢丝的焊接上是需要考虑的问题。
发明内容
本发明的目的在于提供一种细长管绕丝焊接压力电阻焊装置,能够自动实现钢管绕丝以及钢管与钢丝的焊接作业,保证钢管两端焊缝一致性和焊接质量的同时也保证了钢丝绕丝的质量和一致性,保证产品质量,同时也大大提高了生产效率。
本发明的目的是通过以下技术方案来实现的:
一种细长管绕丝焊接压力电阻焊装置,包括钢丝夹紧旋转机构、第一焊接组件、第二焊接组件、钢丝放丝机构和辅助矫正机构,其中第一焊接组件和第二焊接组件均可移动地设于一个焊接支架上,钢丝夹紧旋转机构设于焊接支架靠近第一焊接组件的端部,钢丝放丝机构可移动地设于焊接支架一侧,辅助矫正机构可移动地设于焊接支架另一侧,焊接支架上设有多个支撑轮座,且所述支撑轮座上设有支撑轮传动组件和支撑轮,钢丝夹紧旋转机构包括旋转电机、旋转传动组件、转动轴和卡盘,卡盘和转动轴通过旋转电机驱动同步转动,且所述旋转电机通过旋转传动组件传动转矩,支撑轮通过转动轴驱动转动,且所述转动轴通过支撑轮传动组件传递转矩,第一焊接组件设有第一电极,第二焊接组件设有对中套管和第二电极,钢丝放丝机构设有拾取夹爪,辅助矫正机构设有矫正工装,钢丝先与钢管头端通过所述矫正工装夹紧并通过第一电极焊接,然后钢管头端通过所述拾取夹爪夹紧送入所述卡盘中固定,并且所述对中套管随第二焊接组件移动套装于钢管末端,然后钢管通过所述卡盘和支撑轮驱动旋转,同时钢丝放丝机构释放钢丝并由钢管头端移动至钢管末端,然后对中套管随第二焊接组件移动退出钢管末端同时第二电极移动至钢管末端,然后钢丝与钢管末端通过所述矫正工装夹紧并通过第二电极焊接。
所述钢丝夹紧旋转机构的旋转传动组件包括旋转主动带轮、旋转传动带和旋转从动带轮,其中旋转主动带轮与所述卡盘同轴固连并通过所述旋转电机驱动转动,所述旋转主动带轮通过旋转传动带与所述旋转从动带轮相连,所述旋转从动带轮与所述转动轴同轴固连;所述支撑轮传动组件包括支撑驱动轮和支撑传动带,所述支撑驱动轮设于所述转动轴上,且所述支撑驱动轮通过支撑传动带与对应的支撑轮相连。
所述第一焊接组件包括第一滑座、第一驱动组件、第一钢管夹紧气缸、第一电极夹紧气缸和第一弹簧,其中第一滑座与所述焊接支架滑动连接并通过所述第一驱动组件驱动移动,所述第一钢管夹紧气缸、第一电极夹紧气缸和第一弹簧均设于所述第一滑座上,其中所述第一钢管夹紧气缸上端设有可张合的夹紧夹爪,所述第一弹簧一端固设于所述第一滑座上,所述第一弹簧另一端以及所述第一电极夹紧气缸的缸杆端部均设有第一电极。
所述第一驱动组件包括第一电机、第一主动带轮、第一传动带、第一从动带轮、第一丝杠和第一丝母,其中第一电机、第一从动带轮和第一丝杠均设于所述焊接支架上,第一主动带轮安装于所述第一电机的输出轴上,且所述第一主动带轮通过第一传动带与所述第一从动带轮相连,所述第一从动带轮与所述第一丝杠同轴固连,第一丝母套装于所述第一丝杠上并与所述第一滑座固连。
所述第二焊接组件包括第二滑座、第二驱动组件、第二电极夹紧气缸和第二弹簧,其中第二滑座与所述焊接支架滑动连接并通过第二驱动组件驱动移动,所述对中套管、第二电极夹紧气缸和第二弹簧均设于所述第二滑座上,且所述第二弹簧一端固设于所述第二滑座上,所述第二弹簧另一端以及所述第二电极夹紧气缸的缸杆端部均设有第二电极,所述对中套管与所述卡盘同轴且设于第二电极远离第一焊接组件一侧。
所述第二驱动组件包括第二电机、第二丝杠和第二丝母,其中第二丝杠通过第二电机驱动转动,第二丝母套装于第二丝杠上并与第二滑座固连。
所述钢丝放丝机构包括驱动滑座和移动驱动组件,其中钢丝放丝机构设于一个放丝支架上,且所述驱动滑座与所述放丝支架滑动连接并通过所述移动驱动组件驱动移动,所述驱动滑座上设有放丝机,并且所述驱动滑座上端设有安装座,所述安装座上设有压轮气缸、第二钢管夹紧气缸、气缸驱动装置以及所述放丝机的输出口,所述压轮气缸的缸杆端部设有压轮,且所述压轮位于所述放丝机输出口上侧,所述第二钢管夹紧气缸通过所述气缸驱动装置驱动移动,并且所述第二钢管夹紧气缸下端设有可张合的拾取夹爪。
所述移动驱动组件包括驱动电机、驱动主动带轮、驱动传动带、驱动从动带轮、驱动丝杠和驱动丝母,其中驱动电机、驱动从动带轮和驱动丝杠均设于所述放丝支架上,驱动主动带轮安装于驱动电机的输出轴上,且驱动主动带轮通过驱动传动带与驱动从动带轮相连,所述驱动从动带轮与驱动丝杠同轴固连,驱动丝母套装于所述驱动丝杠上并与所述驱动滑座固连。
所述辅助矫正机构包括辅助滑座、辅助驱动组件、矫正夹紧气缸、夹钳、第一伸出气缸和第二伸出气缸,其中所述辅助矫正机构设于一个矫正支架上,所述辅助滑座与所述矫正支架滑动连接并通过所述辅助驱动组件驱动移动,所述矫正夹紧气缸、夹钳、第一伸出气缸和第二伸出气缸均设于所述辅助滑座上,且所述矫正夹紧气缸上设有可张合的矫正工装,所述矫正夹紧气缸通过第一伸出气缸驱动移动,所述夹钳通过第二伸出气缸驱动移动。
所述辅助驱动组件包括辅助驱动电机、辅助主动带轮、辅助驱动传动带、辅助从动带轮、辅助驱动丝杠和辅助驱动丝母,其中辅助驱动电机、辅助从动带轮与所述辅助驱动丝杠均设于所述矫正支架上,辅助主动带轮安装于所述辅助驱动电机的输出轴上,且辅助主动带轮通过辅助驱动传动带与所述辅助从动带轮相连,所述辅助从动带轮与所述辅助驱动丝杠同轴固连,辅助驱动丝母套装于所述辅助驱动丝杠上并与所述辅助滑座固连。
本发明的优点与积极效果为:
1、由于细不锈钢钢管长度较长、柔性较大,而细不锈钢钢丝弹性较大,两者每次配合时都存在较大的不一致性,精度更是无法保证,这样不利于保证焊接质量,而且钢管与钢丝在对接焊接时,接触截面积较小(点接触),更不利于焊接的实施,本发明通过辅助矫正机构的矫正,不仅使两者的距离更近,并且增大了两者有效接触面积,更利于压力电阻焊接的成型,保证了焊接质量。
2、本发明在焊接前可以保证钢管牢固定位,并且电极均采用气缸和弹簧的组合形式,使得作用力的大小始终是弹簧力,进而保障了焊接时两个电极对钢管和钢丝的作用力一致,有效保证了焊接焊缝和成型的一致性。
3、本发明通过钢管夹紧旋转机构、支撑轮、钢丝放丝机构等配合完成绕丝作业,其中钢管夹紧旋转机构中的卡盘和传动轴通过同一个电机驱动,可以使各个支撑轮转速与卡盘转速相配合,从而驱动钢管整体以同一个转速转动,并且缠绕过程中,钢管末端通过第二焊接组件中的对中套管支撑保证与钢管头端的同轴度,同时钢丝放丝机构设有压轮压紧钢管,从而可以充分保证钢丝缠绕质量,使加工出的产品品质稳定一致。
4、本发明可以实时监测钢管转动角度,从而可以精确确定钢管转动位置,同时本发明设备系统可以自动控制各个机构移动或转动,从而配合完成钢管的焊接和绕丝作业,自动化程度高。
附图说明
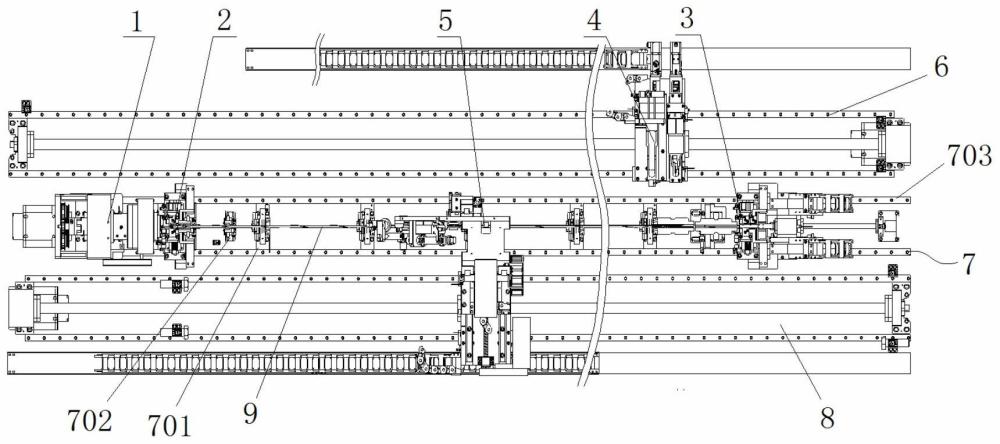
图1为本发明的俯视图,
图2为图1中钢管夹紧旋转机构的主视图,
图3为图1中第一焊接组件的俯视图,
图4为图3中第一焊接组件的主视图,
图5为图3中第一焊接组件的左视图,
图6为图1中钢丝放丝机构的主视图,
图7为图6中钢丝放丝机构的右视图,
图8为图1中辅助矫正机构的俯视图,
图9为图8中辅助矫正机构的主视图,
图10为图8中辅助矫正机构的左视图,
图11为图1中第二焊接组件的俯视图,
图12为图11中第二焊接组件的主视图,
图13为图11中第二焊接组件的左视图。
其中,1为钢丝夹紧旋转机构,101为旋转电机,102为旋转传动带,103为卡盘,104为转动轴,105为支撑传动带,106为支撑轮,107为角度传感器,2为第一焊接组件,201为第一滑座,202为第一电机,203为第一传动带,204为第一端座,205为第一丝杠,206为第一滑块,207为第一钢管夹紧气缸,2071为夹紧夹爪,208为第一电极夹紧气缸,209为第一弹簧,210为第一电极,3为第二焊接组件,301为第二电机,302为对中套管,303为第二丝杠,304为第二电极,305为第二电极夹紧气缸,306为第二弹簧,4为辅助矫正机构,401为辅助驱动电机,402为辅助驱动传动带,403为辅助驱动丝杠,404为辅助滑座,4041为辅助驱动滑块,405为夹钳,406为矫正夹紧气缸,4061为矫正工装,407为第二端座,5为钢丝放丝机构,501为驱动电机,502为驱动传动带,503为驱动丝杠,504为驱动滑座,5041为驱动滑块,505为压轮,506为压轮气缸,507为第二钢管夹紧气缸,5071为拾取夹爪,508为安装座,509为放丝机,6为矫正支架,601为第三滑轨,7为焊接支架,701为支撑轮座,702为检测支座,703为第一滑轨,8为放丝支架,801为第二滑轨,9为钢管。
具体实施方式
下面结合附图对本发明作进一步详述。
如图1~13所示,本发明包括钢丝夹紧旋转机构1、第一焊接组件2、第二焊接组件3、钢丝放丝机构5和辅助矫正机构4,其中第一焊接组件2和第二焊接组件3均可移动地设于一个焊接支架7上,钢丝夹紧旋转机构1设于所述焊接支架7靠近第一焊接组件2的端部,钢丝放丝机构5可移动地设于所述焊接支架7一侧,辅助矫正机构4可移动地设于所述焊接支架7另一侧,如图1~2所示,所述焊接支架7上设有多个支撑轮座701,且各支撑轮座701均设于第一焊接组件2和第二焊接组件3之间,所述支撑轮座701上设有支撑轮传动组件和支撑轮106,如图2所示,所述钢丝夹紧旋转机构1包括旋转电机101、旋转传动组件、转动轴104和卡盘103,所述卡盘103和转动轴104通过所述旋转电机101驱动同步转动,且所述旋转电机101通过所述旋转传动组件传动转矩,所述支撑轮106通过所述转动轴104驱动转动,且所述转动轴104通过所述支撑轮传动组件传递转矩,如图3~5所示,所述第一焊接组件2设有可张合的第一电极210,如图11~13所示,所述第二焊接组件3设有对中套管302和可张合的第二电极304,如图6~7所示,所述钢丝放丝机构5设有可张合的拾取夹爪5071,如图8~10所示,所述辅助矫正机构4设有夹钳405和可张合的矫正工装4061。
本发明工作时,钢管9通过各个支撑轮座701上端的支撑轮106支撑,然后辅助矫正机构4和钢丝放丝机构5移动至焊接支架7设有第一焊接组件2的一端,当钢丝放丝机构5释放的钢丝与钢管9头端对齐后,辅助矫正机构4的矫正工装4061伸出闭合将钢丝与钢管9头端辅助夹紧,所述矫正工装4061可加大钢丝与钢管9头端的接触面积,其为与钢管9外形配合的仿形结构,然后第一焊接组件2移动至钢管9头端,并利用第一电极210闭合夹紧钢丝和钢管9,第一电极210通电实现钢丝端部与钢管9头端焊接,焊接完成后矫正工装4061放开钢管9退回,钢丝放丝机构5中的拾取夹爪5071夹紧钢管9,并且钢丝放丝机构5移动将钢管9头端送入所述钢丝夹紧旋转机构1的卡盘103中夹紧固定,第二焊接组件3移动使所述对中套管302套装于钢管9另一端,然后所述钢丝夹紧旋转机构1中的旋转电机101启动驱动所述卡盘103和转动轴104同时转动,与此同时,所述钢丝放丝机构5沿着所述焊接支架7长度方向移动释放钢丝,钢丝即随着钢管9转动缠绕于钢管9上,所述传动轴104与卡盘103通过同一个电机驱动同步转动,可以使各个支撑轮106转速与卡盘103转速相配合,从而驱动钢管9整体以同一个转速转动,并且缠绕过程中,由于所述对中套管302与所述卡盘103中心同轴设置,钢管9末端通过所述对中套管302支撑保证与钢管9头端的同轴度,从而保证钢丝缠绕质量,加工出的产品更稳定一致,当钢丝绕至钢管9末端时,所述辅助矫正机构4也移动至钢管9末端,并且矫正工装4061再次伸出闭合辅助夹紧钢丝和钢管9末端,然后夹钳405伸出剪断钢丝,然后第二焊接组件3向后移动使所述对中套管302退出钢管9末端同时第二电极304移动至钢管9末端,然后第二电极304闭合完成钢管9末端和钢丝的焊接作业。所述卡盘103为本领域公知技术。
如图2所示,本实施例中,所述钢丝夹紧旋转机构1的旋转传动组件包括旋转主动带轮、旋转传动带102和旋转从动带轮,其中旋转主动带轮与所述卡盘103同轴固连并通过所述旋转电机101驱动转动,所述旋转主动带轮通过旋转传动带102与所述旋转从动带轮相连,所述旋转从动带轮与所述转动轴104同轴固连。
如图2所示,本实施例中,所述支撑轮传动组件包括支撑驱动轮和支撑传动带105,所述支撑驱动轮设于所述转动轴104上,且所述支撑驱动轮通过支撑传动带105与对应的支撑轮106相连。
如图2所示,所述焊接支架7上设有检测支座702,且所述检测支座702上设有角度传感器107用于实时检测钢管9转动角度,本实施例中,所述钢管9端部设有带豁口的端塞,所述角度传感器107可以精确检测出所述端塞豁口角度,进而可以精确确定钢丝与端塞焊接固定位置。所述角度传感器107为本领域公知技术且为市购产品。
如图3~5所示,所述第一焊接组件2包括第一滑座201、第一驱动组件、第一钢管夹紧气缸207、第一电极夹紧气缸208和第一弹簧209,其中第一滑座201与所述焊接支架7滑动连接,所述焊接支架7上设有第一滑轨703,所述第一滑座201下侧设有与所述第一滑轨703配合的第一滑块206,所述第一钢管夹紧气缸207、第一电极夹紧气缸208和第一弹簧209均设于所述第一滑座201,其中如图5所示,所述第一钢管夹紧气缸207上端设有可张合的夹紧夹爪2071,焊接时所述夹紧夹爪2071通过所述第一钢管夹紧气缸207驱动夹紧钢管9头端,从而在钢管9与钢丝焊接前将钢管9固定牢固,保证了钢管9的位置,另外如图3和图5所示,所述第一弹簧209一端固设于所述第一滑座201上,另一端设有电极座A,所述第一电极夹紧气缸208的缸杆端部设有电极座B,两个第一电极210分别安装于对应的电极座上,焊接时第一电极夹紧气缸208驱动电极座B移动,从而使对应的第一电极210与另一个第一电极210配合夹紧钢管9,本发明采用气缸和弹簧配合夹紧,可保证夹紧作用力始终为弹簧力,进而保证两个第一电极210对钢管9和钢丝作用力一致,有效保证焊接焊缝和成型的一致性。
如图3~5所示,本实施例中,所述第一驱动组件包括第一电机202、第一主动带轮、第一传动带203、第一从动带轮、第一丝杠205和第一丝母,其中第一电机202设于所述焊接支架7上,第一主动带轮安装于所述第一电机202的输出轴上,所述焊接支架7上设有第一端座204,第一从动带轮设于所述第一端座204中,且所述第一主动带轮通过第一传动带203与所述第一从动带轮相连,所述第一从动带轮与所述第一丝杠205同轴固连,第一丝母套装于所述第一丝杠205上并固装于所述第一滑座201上。第一电机202通过第一传动带203传递转矩驱动第一丝杠205转动,第一丝杠205转动驱动第一丝母移动并带动第一滑座201移动。
如图11~13所示,所述第二焊接组件3包括第二滑座、第二驱动组件、第二电极夹紧气缸305和第二弹簧306,其中第二滑座与所述焊接支架7滑动连接,所述第二滑座下侧设有与所述第一滑轨703配合的滑块,所述对中套管302、第二电极夹紧气缸305和第二弹簧306均设于所述第二滑座上,且对中套管302设于第二滑座远离钢管9一侧,所述第二弹簧306一端固设于所述第二滑座上,另一端设有电极座C,所述第二电极夹紧气缸305的缸杆端部设有电极座D,两个第二电极304分别安装于对应的电极座上,焊接时第二电极夹紧气缸305驱动电极座D移动,从而使对应的第二电极304与另一个第二电极304配合夹紧钢管9,所述第二电极夹紧气缸305和第二弹簧306作用与第一电极夹紧气缸208和第一弹簧209相同,可保证夹紧作用力始终为弹簧力,进而保证两个第二电极304对钢管9和钢丝作用力一致,有效保证焊接焊缝和成型的一致性。
如图11~13所示,本实施例中,所述第二驱动组件包括第二电机301、第二丝杠303和第二丝母,其中第二丝杠303通过第二电机301驱动转动,第二丝母套装于第二丝杠303上并与第二滑座固连。
如图6~7所示,所述钢丝放丝机构5包括驱动滑座504和移动驱动组件,其中如图1所示,钢丝放丝机构5设于一个放丝支架8上,且所述驱动滑座504与所述放丝支架8滑动连接,所述放丝支架8上设有第二滑轨,所述驱动滑座504下侧设有与所述第二滑轨配合的驱动滑块5041,所述放丝机509设于所述驱动滑座504上,另外所述驱动滑座504上端设有呈悬臂状的安装座508,且所述安装座508上设有压轮气缸506、第二钢管夹紧气缸507、气缸驱动装置以及所述放丝机509的输出口,如图6所示,所述压轮气缸506的缸杆端部设有压轮505,且所述压轮505位于所述放丝机509输出口上侧,钢管9绕丝时,所述压轮505用于将钢管9压紧在支撑轮106上,所述第二钢管夹紧气缸507通过所述气缸驱动装置驱动移动垂直伸出或缩回,并且所述第二钢管夹紧气缸507下端设有可张合的拾取夹爪5071,当钢管9头端与钢丝焊接完成后,所述第二钢管夹紧气缸507通过所述气缸驱动装置驱动伸出,并使拾取夹爪5071闭合夹紧钢管9,然后钢丝放丝机构5整体移动将钢管9头端送入所述卡盘103中夹紧固定,然后拾取夹爪5071放开钢管9并缩回,钢管9开始转动时,钢丝放丝机构5沿着焊接支架7长度方向移动的同时所述放丝机509启动放丝实现钢管9绕丝作业,所述钢丝放丝机构5的移动速度以及放丝速度通过设备系统控制以与钢管9转动速度相配合,以保证绕丝质量,绕丝时所述第二钢管夹紧气缸507始终处于缩回状态以避免影响绕丝作业。本实施例中,所述气缸驱动装置可采用气缸、直线推杆等直线输出装置,所述放丝机509为本领域公知技术且为市购产品。
如图6~7所示,本实施例中,所述移动驱动组件包括驱动电机501、驱动主动带轮、驱动传动带502、驱动从动带轮、驱动丝杠503和驱动丝母,其中驱动电机501设于所述放丝支架8上,驱动主动带轮安装于驱动电机501的输出轴上,驱动从动带轮设于所述放丝支架8,且驱动主动带轮通过驱动传动带502与驱动从动带轮相连,所述驱动从动带轮与驱动丝杠503同轴固连,驱动丝母套装于所述驱动丝杠503上并与所述驱动滑座504固连。
如图8~10所示,所述辅助矫正机构4包括辅助滑座404、辅助驱动组件、夹钳405、矫正夹紧气缸406、第一伸出气缸和第二伸出气缸,如图1所示,所述辅助矫正机构4设于一个矫正支架6上,所述矫正支架6上设有第三滑轨601,所述辅助滑座404下侧设有辅助驱动滑块4041与所述第三滑轨601配合,所述矫正夹紧气缸406和夹钳405均设于所述辅助滑座404上,如图10所示,所述矫正夹紧气缸406上设有两个矫正工装4061,钢管9由两个矫正工装4061之间穿过,且两个矫正工装4061通过所述矫正夹紧气缸406驱动闭合夹紧钢管9和钢丝,所述矫正夹紧气缸406通过第一伸出气缸驱动横向移动伸出或缩回,所述夹钳405通过第二伸出气缸驱动横向移动伸出或缩回。所述矫正工装4061和夹钳405均为本领域公知技术,其中所述夹钳405可采用气动夹钳。
如图8~10所示,本实施例中,所述辅助驱动组件包括辅助驱动电机401、辅助主动带轮、辅助驱动传动带402、辅助从动带轮、辅助驱动丝杠403和辅助驱动丝母,其中辅助驱动电机401设于所述矫正支架6上,辅助主动带轮安装于所述辅助驱动电机401的输出轴上,所述矫正支架6上设有第二端座407,辅助从动带轮设于所述第二端座407中,并且辅助主动带轮通过辅助驱动传动带402与所述辅助从动带轮相连,所述辅助从动带轮与所述辅助驱动丝杠403同轴固连,辅助驱动丝母套装于所述辅助驱动丝杠403上并与所述辅助滑座404固连。
所述第一焊接组件2和第二焊接组件3上均设有供电装置为第一电极210和第二电极304供电实现焊接,此为本领域公知技术。
本发明的工作原理为:
本发明工作时,钢管9通过各个支撑轮106支撑,然后辅助矫正机构4和钢丝放丝机构5均移动至焊接支架7设有第一焊接组件2的一端,当钢丝放丝机构5释放的钢丝与钢管9头端对齐后(本实施例中,钢管9头端设有带豁口的端塞,钢丝头端卡入所述豁口中),辅助矫正机构4的矫正工装4061伸出闭合将钢丝与钢管9头端辅助夹紧,然后第一焊接组件2移动至钢管9头端,先利用第一钢管夹紧气缸207驱动夹紧夹爪2071固定钢管9头端,然后利用第一电极210闭合实现钢丝端部与钢管9头端焊接,然后钢丝放丝机构5中的拾取夹爪5071夹紧钢管9并将钢管9头端送入钢丝夹紧旋转机构1的卡盘103中夹紧固定,第二焊接组件3向前移动使对中套管302套装于钢管9另一端,然后钢丝夹紧旋转机构1中的旋转电机101启动驱动所述卡盘103和转动轴104同时转动,进而实现钢管9整体同步转动,与此同时,所述钢丝放丝机构5沿着所述焊接支架7长度方向移动释放钢丝,随着钢管9转动,钢丝即缠绕于钢管9上,当钢丝绕至钢管9末端时,所述辅助矫正机构4也移动至钢管9末端并利用矫正工装4061伸出闭合辅助夹紧钢丝和钢管9末端,并且夹钳405伸出剪断钢丝,此时钢丝放丝机构5可移动脱离钢管9末端,然后第二焊接组件3向后移动使所述对中套管302退出钢管9末端,同时使第二电极304移动至钢管9末端,然后第二电极304闭合完成钢管9末端和钢丝的焊接作业。
- 一种钢轨三丝熔嘴电渣焊焊接装置
- 一种埋弧焊的压力管焊接装置
- 电阻焊水下焊接装置及电阻焊水下焊接方法
- 一种精准度高的电阻焊焊接压力实时控制装置