一种降低圆钢硬度的方法及其缓冷设备
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及圆钢的生产方法及设备,具体涉及一种降低圆钢硬度的方法及其缓冷设备。
背景技术
圆钢是工程机械设备制造行业、汽车制造行业等重要的工业原材料,根据圆钢化学成分不同、性能不同,圆钢可用于不同行业制造不同的设备零部件,主要用于工程机械链轨节、齿轮、稳定杆等等。
设备零部件厂家在使用圆钢原材料时,一般第一道工序是将长度比较长的圆钢下料至制造零部件需要的长度。下料工艺一般分为带锯锯切下料、冲床剪切下料、等离子切割下料等。其中剪切下料相较于另外两种下料方式具有效率高、下料损耗小的特点,因此目前行业内大多选择此种下料方式。剪切下料属于一种钢材常温状态下的破断,因此要求圆钢硬度低、且组织均匀。硬度高、组织不均匀会导致剪切刀片损耗、剪切断面不平直的问题。
目前控制硬度主要通过两种生产工艺,一是增加控轧控温设备,即需要增加水箱等设备,二是通过后道退火工艺实现。以上两种工艺都对品种生产成本增加较多,导致市场竞争力低。
发明内容
发明目的:为了克服现有技术的缺陷,本发明提供一种降低圆钢硬度的方法,该方法,能够低成本的实现降低圆钢硬度。
本发明的另一目的是提供一种实施上述方法的缓冷设备。
技术方案:本发明所述的一种降低圆钢硬度的方法,包括如下步骤:
(1)坯料加热至1228±10℃后,在1089±5℃开轧;加热至开轧之间平均降温速度2.17±0.2℃;
(2)在1066±5℃进连轧机组轧制,开轧至进连轧机组之间平均降温速度0.15±0.2℃;
(3)出连轧机组温度在1009±5℃,进连轧机组至出连轧机组的平均降温速度5.7±0.2℃;
(4)预精轧入口温度904±5℃,出连轧机组后至预精轧入口之间的平均降温速度0.94±0.2℃;
(5)KOCKS入口温度886±5℃,预精轧入口至KOCKS入口的平均降温速度0.33±0.2℃;
(6)上冷床温度829±5℃,KOCKS至冷床入口之间的平均降温速度1.21±0.2℃;
(7)出冷床保温罩盖的温度655±5℃,冷床入口至出保温罩盖的平均降温速度0.28±0.1℃;
(8)出冷床锯切温度265±5℃,保温罩盖至冷床出口的平均降温速度0.12±0.1℃。
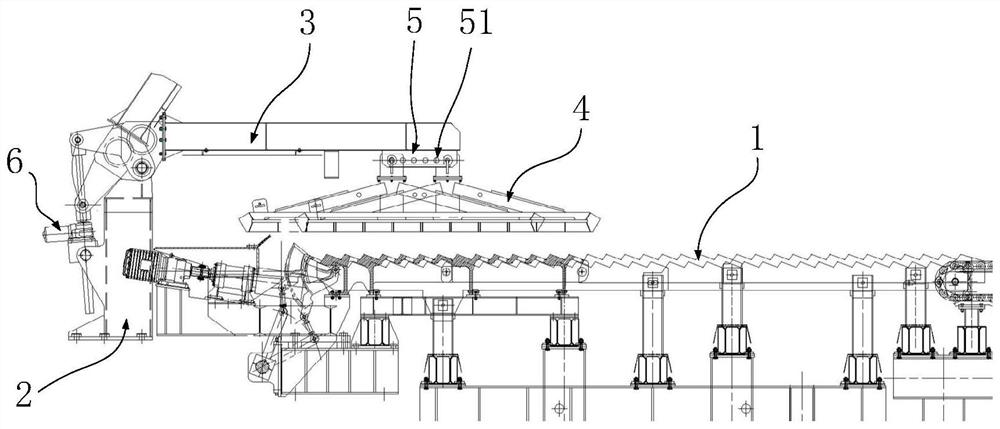
对应于上述降低圆钢硬度的方法,本发明提供的实施该方法的缓冷设备,包括冷床、设置在冷床入口侧的支撑座、设置在支撑座上的支撑臂、安装在支撑臂端部的保温罩;所述保温罩遮盖在冷床上方;自冷床入口指向冷床出口为冷床的长度方向,所述保温罩的遮盖长度占冷床长度的1/4-1/2。
其中,所述支撑臂的端部设置有连接头,所述连接头在长度方向均匀分布有多个连接孔,所述保温罩通过螺栓选择性的固定在其中一个连接孔中。选择不同的连接孔能够调整保温罩遮盖冷床的长度,进而调整圆钢在冷床上的冷却速率,达到辅助控制冷却的目的。
具体的,相距最远的两个连接孔之间间距在600mm以上。从而保证有充足的调整空间。
所述支撑臂铰接在所述支撑座上。并且,该缓冷设备还包括驱动装置,所述驱动装置一端铰接在所述支撑座上,另一端铰接在所述支撑臂上;驱动装置用于抬升和降落所述支撑臂,所述保温罩跟随所述支撑臂抬升和降落。从而能够调整保温罩与冷床之间的间距,进一步提供冷却速率的调整空间。
为了进一步保障保温效果,所述保温罩内填充有隔热棉。
有益效果:与现有技术相比,该方法以钢材CCT曲线为理论依据,生产时通过采用轧后加盖保温罩缓冷的工艺流程,在轧制过程中精准控制各个阶段的温度及降温速度,并且在冷床缓冷工序中,利用缓冷设备的保温罩对缓冷温度及速度进行控制,避免钢材完全暴露在空气中,减少圆钢冷却时周围空气流动性,以保证圆钢缓慢冷却,避免圆钢异常贝氏体、马氏体组织的产生,得到P+F组织,从而达到降低圆钢硬度、改善圆钢剪切使用性能的目的,能够在不增加退火成本的基础上实现硬度的降低。经实践,对于CrMo钢硬度从310HBW降低到210-230HBW,满足250HBW以下的目标,并且心表硬度差在20HBW以下。对于45#钢,心表硬度差7-12HBW,组织均匀性较好。
附图说明
图1是本发明缓冷设备的局部结构示意图;
图2是图1中缓冷设备中支撑臂抬升和降落状态示意图;
图3是实施例1中90mm42CrMo圆钢的全线温度变化曲线;
图4是实施例1中90mm42CrMo圆钢开轧至冷床出口降温速率;
图5是实施例2中70mm规格45#圆钢边部晶粒组织示意图;
图6是实施例2中70mm规格45#圆钢1/4直径晶粒组织示意图;
图7是实施例2中70mm规格45#圆钢心部晶粒组织示意图。
具体实施方式
以下实施例均采用图1-2所示的缓冷设备,其中,冷床均为现有结构长尺冷床,由于篇幅局限,对其结构未予以完全显示。实施例中保温罩的遮盖长度为3米。
实施例1以CrMo系列钢种42CrMo为例,通过采用保温罩遮盖缓冷有效控制了圆钢轧后的冷却速度,轧制过程温度检测数据如图3所示,轧制过程圆钢冷却速率如图4。加盖保温罩后,圆钢冷却速度变小至目标速度。
经过上述方法,42CrMo、∮90mm圆钢硬度降低至210-230HBW(如表1),达到了硬度控制目标(≤250HBW),此硬度更适宜用户剪切下料,而采用空冷工艺的该钢种硬度在300HBW以上。
表1:42CrMo、∮90mm硬度检测值
可见,实施例1的平均硬度仅222HBW,硬度差在19HBW。
实施例2针对70mm、45#优质碳素结构钢,经过上述方法,不仅保证钢材的内部质量,得到均匀的F+P,并且极大改善弯钢现象,节约了精整的成本。其平均硬度在190HBW,同一截面的心表硬度差≤12HB。
再结合图5-7所示,在横截面在近边部、1/4直径处和心部的组织均是正常的珠光体+铁素体。其中,边部晶粒度6-7级,1/4直径晶粒度5-6级,心部晶粒度4-5级,组织均匀性较好,因此硬度差控制的较小。
- 一种降低圆钢硬度的方法及其缓冷设备
- 一种用于降低水体硬度的系统及降低水体硬度的方法