三维智能计数方法及系统
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及工业产品计数领域,特别涉及一种三维智能计数方法及系统。
背景技术
在工业生产过程中,为了实时对生产状况进行跟踪,需要实时对生产或加工的产品数量进行实时掌控,以便了解实时的生产状态,并对产出、交付有较精准的把控。
目前生产过程中,常采取的计数方法有:人工计数方法、光电技术方法及视觉检测方法。人工计数方法受工人工作时间、工作状态影响,计数时间不稳定、准确率不高,并且由于存在人为的不确定因素,加工周期常常会被影响,其会带来额外工作量,使员工超时工作等而使计数效率不高;光电计数器利用一个红外或激光计数器对生产线上传送带传送的产品进行一个一个分别计数,其对产品的尺寸及重量都有一定的限制;视觉检测利用机器视觉方法对产品进行拍照,再经过图像处理方法得到产品数量信息,其对测量环境有很高的要求,对于位于背景颜色相近、背景颜色复杂、背景光线复杂的环境的产品不能实现较好的计数。
发明内容
本发明要解决的技术问题是为了克服现有技术中工业产品计数低效、低精度并且对计数环境要求高的缺陷,提供一种三维智能计数方法及系统。
本发明提供了一种三维智能计数系统,所述三维智能计数系统包括:线激光雷达、处理模块及统计模块;
所述线激光雷达用于获取待测区域的点云数据,所述待测区域中包括有待测物体;
所述处理模块用于通过智能图像处理算法对所述点云数据进行处理得到所述待测物体的轮廓特征数据;
所述统计模块用于根据所述轮廓特征数据统计所述待测物体的数量。
较佳地,所述三维智能计数系统还包括:
旋转模块,用于在360度范围内进行旋转;
所述线激光雷达设置于所述旋转模块上,所述旋转模块通过自身旋转带动所述线激光雷达旋转以对所述待测区域进行扫描。
较佳地,所述处理模块包括去噪单元、二值化单元、腐蚀单元及特征获取单元:
所述去噪单元用于对所述点云数据进行去噪处理以得到第一图像数据;
所述二值化单元用于对所述第一图像数据进行二值化处理后得到第二图像数据;
所述腐蚀单元用于对所述第二图像数据进行腐蚀处理得到第三图像数据;
所述特征获取单元用于对所述第三图像数据进行边缘检测及轮廓特征提取得到包含每个待测物体的轮廓特征数据。
较佳地,所述线激光雷达所发射出的两条激光线间的距离小于最小的所述待测物体尺寸的十分之一。
较佳地,所述旋转模块包括转台。
本发明还提供了一种三维智能计数方法,所述三维智能计数方法包括:
通过线激光雷达获取待测区域的点云数据,所述待测区域中包括有待测物体;
通过智能图像处理算法对所述点云数据进行处理得到所述待测物体的轮廓特征数据;
根据所述轮廓特征数据统计所述待测物体的数量。
较佳地,所述三维智能计数方法还包括:
设置旋转模块,所述旋转模块用于在360度范围内进行旋转;
所述线激光雷达设置于所述旋转模块上,所述旋转模块通过自身旋转带动所述线激光雷达旋转以对所述待测区域进行扫描。
较佳地,通过智能图像处理算法对所述点云数据进行处理得到所述待测物体的轮廓特征数据的步骤包括:
对所述点云数据进行去噪处理以得到第一图像数据;
对所述第一图像数据进行二值化处理后得到第二图像数据;
对所述第二图像数据进行腐蚀处理得到第三图像数据;
对所述第三图像数据进行边缘检测及轮廓特征提取得到包含每个待测物体的轮廓特征数据。
较佳地,所述线激光雷达所发射出的两条激光线间的距离小于最小的所述待测物体尺寸的十分之一。
较佳地,设置旋转模块的步骤中,所述旋转模块包括转台。
本发明是通过下述技术方案来解决上述技术问题:
本发明的积极进步效果在于:通过使用线激光雷达可以获得精确的目标区域的点云数据并且通过对所述点云数据进行去噪、二值化、腐蚀、边缘检测一系列的智能算法处理可以自动、精确且高效地得到待测物品的计数信息,其不仅对待测产品的尺寸、待测区域的范围有了高适应性,也克服了测量环境要求高的缺陷,使得工业计数成本更低,计数精度及效率更高,也适合在工业上推广及使用。
附图说明
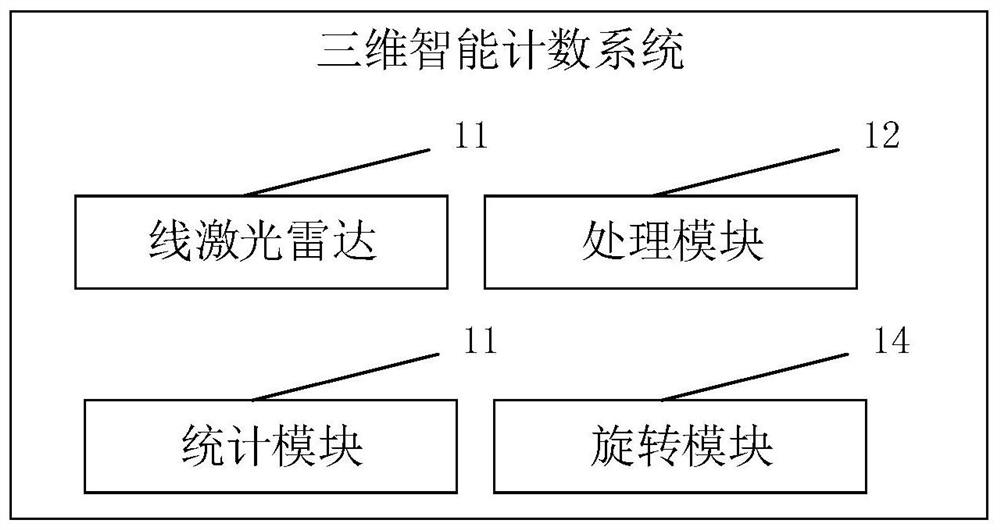
图1为实施例1的三维智能计数系统的模块示意图。
图2为实施例1中的处理模块的具体的模块示意图。
图3为将实施例1的三维智能计数系统的系统构造图。
图4为将实施例1的三维智能计数系统在进行扫描时的效果图。
图5为实施例1中三维点云高度图的效果图。
图6为实施例1中对三维点云高度图处理后的计数信息的效果图。
图7为实施例2的三维智能计数方法的流程图。
图8为实施例2的中步骤33的具体流程图。
具体实施方式
下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
实施例1
本实施例提供了一种三维智能计数系统,如图1所示,本实施例的三维智能计数系统包括:线激光雷达11、处理模块12、统计模块13及旋转模块14;
线激光雷达11用于获取待测区域的点云数据,所述待测区域中包括有待测物体。
处理模块12用于通过智能图像处理算法对所述点云数据进行处理得到所述待测物体的轮廓特征数据。
统计模块13用于根据所述轮廓特征数据统计所述待测物体的数量。
旋转模块14用于在360度范围内进行旋转,线激光雷达11设置于旋转模块14上,旋转模块14通过自身旋转带动线激光雷达11旋转以对所述待测区域进行扫描。
其中,统计模块可以通过多种现有算法对轮廓特征数据进行处理以统计出待测物体的具体数量,所述算法包括封闭图形检测算法。
其中,本实施例中的旋转模块14的具体实现方式为转台。
其中,线激光雷达11照射的为待测物体的顶部,通过线激光雷达激光源至待测物体的直线距离及线激光雷达光源与通过待测物体的直线的距离可以得到待测物体的高度,该直线为通过待测物体的与待测物体所在的平面垂直的直线。
本实施例中,通过线激光雷达11获取待测区域的点云数据,线激光雷达11为目前获取大范围三维场景图像效率、精度最高的传感器,由于线激光雷达11获取的是待测物品的三维高度信息,因此对产品纹理、背景颜色、光线不敏感,对测量环境有较大的适应性。
本实施例中,处理模块12包括去噪单元121、二值化单元122、腐蚀单元123及特征获取单元124。
去噪单元121用于对所述点云数据进行去噪处理以得到第一图像数据;
二值化单元122用于对所述第一图像数据进行二值化处理后得到第二图像数据;
腐蚀单元123用于对所述第二图像数据进行腐蚀处理得到第三图像数据;
特征获取单元124用于对所述第三图像数据进行边缘检测及轮廓特征提取得到包含每个待测物体的轮廓特征数据。
其中,去噪单元121可以通过设置阈值对点云数据进行去噪,如在实际操作中,若待测物品里没有低于80cm的物品,则可以设置高度阈值为80cm,若线激光雷达照射到有低于80cm的物品,则去噪单元会将其认定为杂质,将其当做0。如果有的杂质有70cm,也可以将高度阈值设置为70cm,具体高度阈值可以根据实际情况进行选择。本实施例中,通过去噪单元预先对点云数据进行处理,可以去掉噪声影响,减小统计误差。
本实施例中,处理模块通过图像处理算法进行全自动处理,可以通过人工设置阈值、剔除固定噪声(比如货架边框等),因而可以实现高精度技术。
为了使本实施例中的技术方法能获得更精确的数据,本实施例中的线激光雷达11所发射出的两条激光线间的距离小于最小的所述待测物体尺寸的十分之一。
为了更好地理解本实施例,下面通过一具体实例来对本发明进行说明:
第1步:首先进行设备的选型及安装,如图3所示,本系统包括处理器22、线激光雷达21及转台23,处理器22中包括有处理模块及统计模块。例如,待测区域为1m*2m的工作台,产品尺寸最小为1cm,则可选择分辨率x轴分辨率为1mm的1000线激光雷达。转台在2s内完成一次转动扫描,则重复频率为1000Hz。设备安装在待探测区域前方正中间,如激光测量范围为0.5~5m,待测区域离线激光雷达的距离可选范围为1~4m。
第2步:如图4所示,在工作状态下,调节线激光雷达的照射方向,对准待测物品堆放区域(地面、工作台、货架均可),转台23转动,对整个区域进行三维扫描。
第3步:如图5所示,扫描得到待测区域的三维点云高度图。
第4步:如图6所示,对图5的三维点云高度图传输进入处理器22,处理器22中的处理模块及统计模块通过智能算法处理(去噪、阈值筛选二值化、腐蚀、边缘检测和统计),得到计数信息,如图6所示,本实施例中待测物品的数量为3个。
本实施例中,通过旋转模块对线激光雷达进行旋转可以获取三维点云数据,通过处理模块及统计模块对点云数据进行处理及统计从而可以得到待测物体的数量,从而不仅可以对立体堆码的货架、工作台上产品的快速计数,而且无需额外添加传送带,并且对产品的尺寸、测量区域尺寸有较大的适应性;再者,本系统设计合理、紧凑,占据空间位置小,操作方法简单,成本较低,也适合市场的推广与使用。
实施例2
本实施例提供了一种三维智能计数方法,如图7所示,包括:
步骤31、设置旋转模块并将线激光雷达设置于所述旋转模块上;
步骤32、通过所述线激光雷达获取待测区域的点云数据;
步骤33、通过智能图像处理算法对所述点云数据进行处理得到所述待测物体的轮廓特征数据;
步骤34、根据所述轮廓特征数据统计所述待测物体的数量。
其中,在步骤31中,所述旋转模块用于在360度范围内进行旋转并且其通过自身旋转带动所述线激光雷达旋转以对所述待测区域进行扫描,本实施例中,所述旋转模块的实现方式为转台。
其中,在步骤34中,块可以通过多种现有算法对轮廓特征数据进行处理以统计出待测物体的具体数量,所述算法包括封闭图形检测算法。
其中,线激光雷达照射的为待测物体的顶部,通过线激光雷达激光源至待测物体的直线距离及线激光雷达光源与通过待测物体的直线的距离可以得到待测物体的高度,该直线为通过待测物体的与待测物体所在的平面垂直的直线。
其中,线激光雷达为目前获取大范围三维场景图像效率、精度最高的传感器,由于线激光雷达获取的是待测物品的三维高度信息,因此对产品纹理、背景颜色、光线不敏感,对测量环境有较大的适应性。
如图8所示,本实施例中,步骤33具体包括:
步骤331、对所述点云数据进行去噪处理以得到第一图像数据;
步骤332、对所述第一图像数据进行二值化处理后得到第二图像数据;
步骤333、对所述第二图像数据进行腐蚀处理得到第三图像数据;
步骤334、对所述第三图像数据进行边缘检测及轮廓特征提取得到包含每个待测物体的轮廓特征数据。
其中,在步骤331中,可以通过设置阈值对点云数据进行去噪,如在实际操作中,若待测物品里没有低于80cm的物品,则可以设置高度阈值为80cm,若线激光雷达照射到有低于80cm的物品,则去噪单元会将其认定为杂质,将其当做0。如果有的杂质有70cm,也可以将高度阈值设置为70cm,具体高度阈值可以根据实际情况进行选择。本实施例中,通过去噪单元预先对点云数据进行处理,可以去掉噪声影响,减小统计误差。
本实施例中,通过图像处理算法进行全自动处理,可以通过人工设置阈值、剔除固定噪声(比如货架边框等),因而可以实现高精度技术。
为了使本实施例中的技术方法能获得更精确的数据,本实施例中的线激光雷达所发射出的两条激光线间的距离小于最小的所述待测物体尺寸的十分之一。
为了更好地理解本实施例,下面通过一具体实例来对本发明进行说明:
第1步:首先进行设备的选型及安装,本系统包括处理器、线激光雷达及转台,处理器中包括有处理模块及统计模块。例如,待测区域为1m*2m的工作台,产品尺寸最小为1cm,则可选择分辨率x轴分辨率为1mm的1000线激光雷达。转台在2s内完成一次转动扫描,则重复频率为1000Hz。设备安装在待探测区域前方正中间,如激光测量范围为0.5~5m,待测区域离线激光雷达的距离可选范围为1~4m。
第2步:在工作状态下,调节线激光雷达的照射方向,对准待测物品堆放区域(地面、工作台、货架均可),转台转动,对整个区域进行三维扫描。
第3步:扫描得到待测区域的三维点云高度图。
第4步:对第三步获得的三维点云高度图传输进入处理器,处理器中的处理模块及统计模块通过智能算法处理(去噪、阈值筛选二值化、腐蚀、边缘检测和统计),得到计数信息。
本实施例中,通过旋转模块对线激光雷达进行旋转可以获取三维点云数据,通过对点云数据处理从而可以得到待测物体的数量,从而不仅可以对立体堆码的货架、工作台上产品的快速计数,而且无需额外添加传送带,并且对产品的尺寸、测量区域尺寸有较大的适应性;再者,本系统设计合理、紧凑,占据空间位置小,操作方法简单,成本较低,也适合市场的推广与使用。
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
- 三维智能计数方法及系统
- 一种基于三维点云的钢坯计数方法及系统