一种测量镀锌产线沉没辊转速的装置和方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及一种测量镀锌产线沉没辊转速的装置和方法,属于镀锌线锌锅内沉没辊技术领域。
背景技术
锌锅是镀锌生产线中对带钢进行连续镀锌的关键设备,带钢从锌锅内连续通过,锌液粘附在带钢表面,进行镀锌。三辊六臂安装在锌锅上,臂上安装有稳定辊、矫正辊、沉没辊,这些辊浸入在锌液内,与带钢接触,起到支撑和稳定带钢运行的作用,便于生产出高质量的镀层表面。这些辊都是被动辊,由带钢拉动旋转。当沉没辊旋转速度与带钢运行速度存在差别时,将影响镀层质量。由于沉没辊运行在高温的锌液内部,不能直接测量转速和观察运行状况。
发明内容
本发明目的是提供一种测量镀锌产线沉没辊转速的装置和方法,能够测量出高温锌液内部运行的沉没辊转速,并与带钢运行速度进行比较,从而直观得出沉没辊旋转是否存在打滑现象,结构简单,使用、维护方便,保证带钢镀锌质量,有效地解决了背景技术中存在的上述问题。
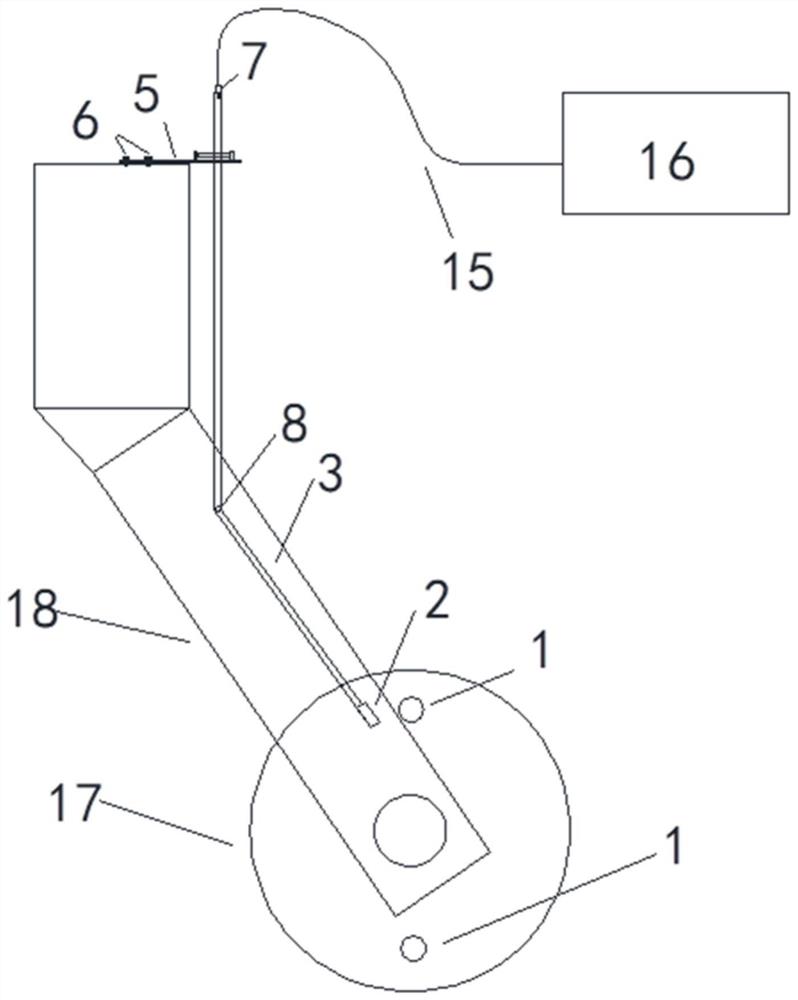
本发明的技术方案是:一种测量镀锌产线沉没辊转速的装置,包含测量柱、传导杆、调节板、传感器、检测显示装置、沉没辊和沉没辊支撑臂,所述测量柱焊接在沉没辊的端面;传导杆安装在沉没辊支撑臂内侧,传导杆弯曲角度与沉没辊支撑臂的角度一致,沉没辊支撑臂上焊接有L型固定支点,传导杆围绕L型固定支点旋转设置,传导杆一端与测量柱的运动轨迹接触相交,另一端与调节板连接;调节板通过固定螺栓固定在沉没辊支撑臂顶端;传感器安装在传导杆的末端,传感器通过导线与检测显示装置连接。
所述测量柱有两个,为直径15mm,长25mm的圆形不锈钢柱,与沉没辊中心轴对称分布。
所述传导杆为30mm×40mm×2500mm的方形不锈钢,传导杆转角处开有直径20mm的固定孔,L型固定支点穿入固定孔内,进行支撑固定;传导杆的一端焊接一个耐磨块,传导杆通过耐磨块与测量柱相接触,耐磨块由08F钢制作成,耐磨块的大小与沉没辊的横向串动量相匹配,保证沉没辊在任何位置,测量柱能碰撞到耐磨块,使耐磨块能产生1mm的位移量,且不对沉没辊的旋转产生阻力;传导杆的另一端开直径10mm的阻尼孔,传导杆通过阻尼孔与调节板连接;传导杆的顶端开有传感器安装孔,传感器安装在传感器安装孔内。
所述调节板由500mm×150mm×4mm的钢板制作而成,调节板上安装有长杆螺栓、调节螺母和阻尼弹簧,调节板的一段开有100×200mm的长方形孔,长方形孔的中央安装长杆螺栓,长杆螺栓为长度230mm的M6国标丝杆,长杆螺栓两端由固定块固定,利用螺钉固定到调节板上;长杆螺栓依次把调节螺母、阻尼弹簧和传导杆串在一起,阻尼弹簧有两段,传导杆安装在两段阻尼弹簧之间;调节螺母为M6螺母,阻尼弹簧为φ14.5×20mm的压簧。
所述传感器的型号为MLV-8。
一种测量镀锌产线沉没辊转速的方法,包含以下步骤:测量柱工作时浸泡在高温锌液内,与沉没辊一块旋转,沉没辊旋转一周,与传导杆一起产生一定频率的震动信号;测量柱碰撞传导杆,给传导杆一个震动信号,产生的震动通过传导杆传导到传感器进行震动检测;检测显示装置将传感器采集到的信号进行模数转换,采样,经过DSP芯片数据处理和运算,结合输入的参数进行结果处理输出。
本发明的有益效果是:能够测量出高温锌液内部运行的沉没辊转速,并与带钢运行速度进行比较,从而直观得出沉没辊旋转是否存在打滑现象,结构简单,使用、维护方便,保证带钢镀锌质量。
附图说明
图1是本发明的结构示意图;
图2是是测量柱的结构示意图;
图3是图2的侧视图;
图4是传导杆的结构示意图;
图5是图4的侧视图;
图6是调节板的结构示意图;
图7是检测显示装置信号处理与显示框图;
图中:测量柱1、耐磨块2、传导杆3、固定孔4、调节板5、固定螺栓6、传感器7、L型固定支点8、阻尼孔9、长杆螺栓10、调节螺母11、阻尼弹簧12、固定块13、传感器安装孔14、导线15、检测显示装置16、沉没辊17、沉没辊支撑臂18。
具体实施方式
为了使发明实施案例的目的、技术方案和优点更加清楚,下面将结合实施案例中的附图,对本发明实施案例中的技术方案进行清晰的、完整的描述,显然,所表述的实施案例是本发明一小部分实施案例,而不是全部的实施案例,基于本发明中的实施案例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施案例,都属于本发明保护范围。
一种测量镀锌产线沉没辊转速的装置,包含测量柱1、传导杆3、调节板5、传感器7、检测显示装置16、沉没辊17和沉没辊支撑臂18,所述测量柱1焊接在沉没辊17的端面;传导杆3安装在沉没辊支撑臂18内侧,传导杆3弯曲角度与沉没辊支撑臂18的角度一致,沉没辊支撑臂18上焊接有L型固定支点8,传导杆3围绕L型固定支点8旋转设置,传导杆3一端与测量柱1的运动轨迹接触相交,另一端与调节板5连接;调节板5通过固定螺栓6固定在沉没辊支撑臂18顶端;传感器7安装在传导杆3的末端,传感器7通过导线15与检测显示装置16连接。
所述测量柱1有两个,为直径15mm,长25mm的圆形不锈钢柱,与沉没辊17中心轴对称分布。
所述传导杆3为30mm×40mm×2500mm的方形不锈钢,传导杆3转角处开有直径20mm的固定孔4,L型固定支点8穿入固定孔4内,进行支撑固定;传导杆3的一端焊接一个耐磨块2,传导杆3通过耐磨块2与测量柱1相接触,耐磨块2由08F钢制作成,耐磨块2的大小与沉没辊17的横向串动量相匹配,保证沉没辊17在任何位置,测量柱1能碰撞到耐磨块2,使耐磨块2能产生1mm的位移量,且不对沉没辊17的旋转产生阻力;传导杆3的另一端开直径10mm的阻尼孔9,传导杆3通过阻尼孔9与调节板5连接;传导杆3的顶端开有传感器安装孔14,传感器7安装在传感器安装孔14内。
所述调节板5由500mm×150mm×4mm的钢板制作而成,调节板5上安装有长杆螺栓10、调节螺母11和阻尼弹簧12,调节板5的一段开有100×200mm的长方形孔,长方形孔的中央安装长杆螺栓10,长杆螺栓10为长度230mm的M6国标丝杆,长杆螺栓10两端由固定块13固定,利用螺钉固定到调节板5上;长杆螺栓10依次把调节螺母11、阻尼弹簧12和传导杆3串在一起,阻尼弹簧12有两段,传导杆3安装在两段阻尼弹簧12之间;调节螺母11为M6螺母,阻尼弹簧12为φ14.5×20mm的压簧。
所述传感器7的型号为MLV-8。
一种测量镀锌产线沉没辊转速的方法,包含以下步骤:测量柱工作时浸泡在高温锌液内,与沉没辊一块旋转,沉没辊旋转一周,与传导杆一起产生一定频率的震动信号;测量柱碰撞传导杆,给传导杆一个震动信号,产生的震动通过传导杆传导到传感器进行震动检测; 检测显示装置将传感器采集到的信号进行模数转换,采样,经过DSP芯片数据处理和运算,结合输入的参数进行结果处理输出。
在实际应用中,如图2和图3,测量柱1由直径15mm,长25mm的圆形不锈钢柱制作,焊接在沉没辊17的端面。两个测量柱1与沉没辊的轴对称分布。根据测量精度,可以增加或减少测量柱1的个数。
如图4和图5,传导杆3由30mm×40mm×2500mm的方形不锈钢制成,弯曲角度与沉没辊支撑臂18的角度一致。传导杆3转角处,开有直径20mm的固定孔4,传导杆3的一端焊接一个耐磨块2,由08F钢制作成,大小10mm×10mm×100mm,根据沉没辊的横向串动量修改耐磨块2的大小,保证沉没辊在任何位置,测量柱1能碰撞到耐磨块2,使产生耐磨块2能产生1mm的位移量,不对沉没辊的旋转产生阻力。传导杆3的另一端开直径10mm的阻尼孔9。传导杆3的顶端开有M8的传感器安装孔14。
如图6,调节板5由500mm×150mm×4mm的钢板制作而成。调节板5的一段开有100×200mm的长方形孔,孔的中央安装有长度230mm的长杆螺栓10,长杆螺栓10采用M6的国标丝杆制造。长杆螺栓10两端由固定块13固定,利用螺钉固定到调节板5上。长杆螺栓10把依次把调节螺母11、阻尼弹簧12和传导杆3串在一起。调节螺母11采用M6螺母,阻尼弹簧12采用φ14.5×20mm的压簧。长杆螺栓10穿过传导杆3上的阻尼孔9,支撑及限定传导杆3的运行轨迹。
如图7,检测显示装置16由信号检测、信号处理单元和显示部分组成。信号处理单元采用Altera公司的可编程逻辑器件EPM7064SLC44芯片作为CPLD(复杂可编程逻辑器件)来实现逻辑控制。将传感器7采集到的电压信号作为输入信号,经AD9283芯片进行模数转换,对信号电压进行采样。采用IDT公司的两片IDT7204芯片作为数据缓存装置。选择NXPSemiconductors 公司生产的74LVC4245A芯片作为8位双电源双向电平转换收发器。选用TMS320VC5402芯片进行FFT处理。利用ATMega 128-16AI芯片实现参数输入及数据处理,再将处理结果输出给LCD240128液晶显示。
- 一种测量镀锌产线沉没辊转速的装置和方法
- 一种测量镀锌产线沉没辊转速的装置