一种组合胶水复合铝蜂窝板生产设备及工艺
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及铝蜂窝板生产技术领域,具体是一种组合胶水复合铝蜂窝板生产设备及工艺。
背景技术
铝蜂窝板,适用于民用建筑、车船装饰等。是航空、航天材料在民用建筑领域的应用。整个加工过程全部在现代化工厂完成,采用热压成型技术;相互牵制的密集蜂窝犹如许多小工字梁,可分散承担来自面板方向的压力,使板受力均匀。铝蜂窝板的芯层分布固定在整个板面内,使板块更加稳定,其抗风压性能大大超于铝朔板和铝单板,并具有不易变形,平面度好的特点,即使蜂窝板的分格尺寸很大,也能达到极高的平面度,是建筑业首选的轻质材料。
由于蜂窝材料具有抗高风压、减震,隔音、保温、阻燃和比强度高等优良性能。国外六十年代已在民用各领域使用,而且发展很快,我国蜂窝技术才在民用工业的各领域应用。铝蜂窝板幕墙以其质轻、强度高、刚度大等诸多优点,已被广泛应用于高层建筑外墙装饰;
如遇下大雨时,雨点打在铝单板或铝塑板面上时噪声特别大,而蜂窝板就避免了这种情况;由于蜂窝复合板内的蜂窝芯分隔成众多个封闭小室,阻止了空气流动,使热量和声波受到极大阻碍,因此,起到隔热、保温、隔音的效果,因而铝蜂窝板是一种理想的节能材料。
对环保要求很严的现代家具行业来说,用铝蜂窝板来做家具的加工材料,是新世纪一种很好的材料选择,其完全无毒的绿色品质,让家具商在加工家具时,少了不必要的环保程序;另外,铝蜂窝板面板可多样化如实木,铝板,石膏板,天然大理石材,均可做成蜂窝板,材料选择方便。
铝蜂窝板具有防火、耐腐蚀、环保、易拆除组装,且不会拆坏板材等特性,是世界建筑人士公认的第一流材料,铝蜂窝板表面具有良好的附着力和优异的耐候性能。
传统铝蜂窝板生产工艺较为复杂,生产效率较低,蜂窝板粘接层脆性,加工性差,成本高。
发明内容
本发明的目的在于提供一种组合胶水复合铝蜂窝板生产设备,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种组合胶水复合铝蜂窝板生产设备,包括用于送料的送料机以及与送料机相连的开平机,所述开平机的出料口处安装有用于对铝板进行切割的裁断装置,且开平机的出料口下方与用于对铝板的四角进行剪角的剪角机进料口连接,在铝板经过裁断后,通过剪角机对铝板进行剪角,从而方便铝板的折边,剪角机的出料口与折弯机的进料口连接,折弯机的出料口的出料口与打磨机的进料口固定连接,打磨机的出料口与涂胶机的进料口连接,涂胶机的出料口与用于复合铝蜂窝板铺层的工作台连接,工作台的侧面设置有用于复合铝蜂窝板热压的热压机。
作为本发明进一步的方案:所述裁断装置包括剪板刀、导向板、升降板、第一液压杆和固定板,固定板和导向板均焊接固定在开平机出料口一侧的上方且导向板位于固定板的下方,固定板的底面与第一液压杆的顶端固定连接,第一液压杆的底端与滑动安装在开平机侧壁上的升降板固定连接,升降板的底面与剪板刀的顶端固定连接,剪板刀的底端穿过导向板下方。
作为本发明进一步的方案:所述剪角机包括剪角机架、支撑脚、支撑板、剪角刀具、连接杆、安装板、第二液压杆和下料槽,剪角机架的两侧分别开设有用于与开平机以及折弯机连接的开口,剪角机架的底部焊接有支撑脚,剪角机架的内部底面焊接有水平的用于放置铝板的支撑板,支撑板的四角处均开设有三角形的用于下料的下料槽,剪角机架的内部顶部与竖直安装的第二液压杆顶端固定连接,第二液压杆的底端与水平设置的安装板固定连接,安装板的底面四角处分别通过一根竖直安装的连接杆焊接有剪角刀具,剪角刀具位于下料槽的正上方且与下料槽结构相同。
作为本发明进一步的方案:所述剪角机架的底部设为开口。
作为本发明进一步的方案:所述涂胶机包括涂胶机箱、牵引辊和涂胶辊,涂胶机箱的两侧分别开设有用于进料和出料的开口,涂胶机箱朝向打磨机的一侧安装有用于牵引的牵引辊,且涂胶机箱的内部通过转轴均匀转动安装有两排布置的涂胶辊。
一种组合胶水复合铝蜂窝板生产工艺,包括如下步骤:
步骤一:铝板制备,将铝卷用开平机进行下料,再用剪板机进行精确的裁剪,根据需要使用剪角机进行剪角、折弯机进行折边;
步骤二:打磨清洗,将铝板复合面用打磨机进行打磨,再将铝板打磨面清洗干净,同时将垫板清理干净;
步骤三:铝蜂窝芯制备,根据生产要求需求的规格制作铝蜂窝芯备用;
步骤四:胶水制备,根据生产要求制作2:1组合胶水备用;
步骤五:铺层,在工作车或工作平台上依次将垫板+隔离胶膜、铝板、印胶、铝蜂窝芯、印胶、铝板、垫板+隔离胶膜铺设完成;
步骤六:复合热压,对铺设完成的复合板材使用热压机进行复合热压;
步骤七:出板,热压完后,将铝蜂窝板循环冷却至50℃以下用工作车撤出;
步骤八:修边,根据产品规格用锯床对铝蜂窝板进行锯切修边。
步骤九:检验,对铝蜂窝板产品的成品进行外观、尺寸、力学性能等方面进行检验;
步骤十:包装,将检验合格的铝蜂窝板产品贴上合格标签后包装入库。
作为本发明进一步的方案:步骤三所述铝蜂窝芯使用蜂窝芯机组进行制备。
作为本发明进一步的方案:步骤六所述热压过程要求热压温度为80℃,热压时间为1H,热压压力为1.5MPa。
作为本发明进一步的方案:步骤九所述检验所用仪器包括卷尺、数显游标卡尺和万能实验机。
作为本发明进一步的方案:步骤十所述包装过程使用设备包括气枪、手动卡线轮和打包机。
与现有技术相比,本发明的有益效果是:
1.本发明生产的铝蜂窝板采用高强度合金铝板作为面板与底板,中间用航空粘合剂内粘六角形铝箔蜂窝芯,经热压复合并在铝板表面施加装饰性、防腐蚀性涂层的构造形式,生产工艺高效简捷,克服了传统工艺生产的蜂窝板粘接层脆性,抗撕裂程度和抗冲击性低的缺点;
2.本发明生产的铝蜂窝板重量轻、刚性好、平整度高,相互连接的铝蜂窝芯就如无数个工字钢均匀分布固定在整个板面内,不易产生剪切,使板块更加稳定、不易变形,抗弯折和抗风压性能好,即使是超大规格的铝蜂窝板,也能达到很好的平整度;
3.本发明工艺生产的铝蜂窝板耐候性、耐腐蚀性及耐污染性好,便于清洁保养;
4.本发明工艺生产的铝蜂窝板防火、防潮,经防火检验机关检测达到难燃A2级以上,在潮湿的环境中无霉变、变形等情况;
5.本发明工艺生产的铝蜂窝板隔音、隔热,由于铝蜂窝板内的空气层被蜂窝芯分成众多封闭空隙,阻止了空气流动,使声波和热量不易传播,因而具有良好的隔音隔热性能,同时还避免了其他金属板在下大雨时,雨点打在板面上噪音特别大的这种情况;
6.本发明工艺生产的铝蜂窝板无光污染,色泽柔美、色彩丰富,选择空间大,装饰效果好,可加工成平板、折板、盒形板、弧形板等各种几何形状,充分满足设计创意;
7.本发明工艺生产的铝蜂窝板施工性好,工厂加工完成,无需现场制作,直接安装,方便、快捷。
附图说明
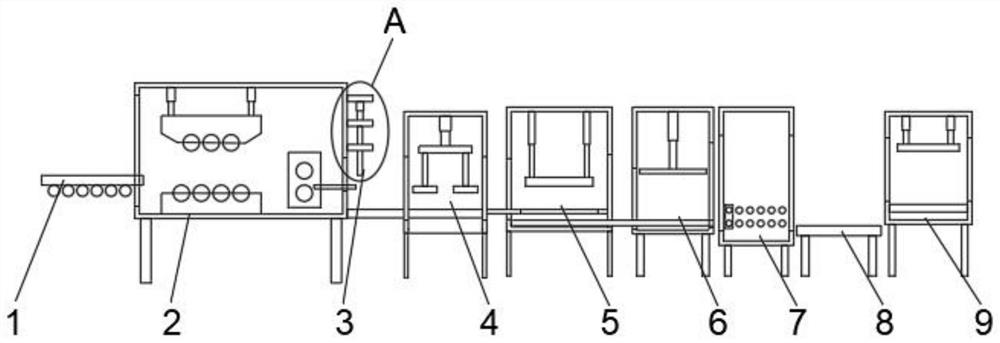
图1为一种组合胶水复合铝蜂窝板生产设备的结构示意图。
图2为一种组合胶水复合铝蜂窝板生产设备中A部分的局部放大图。
图3为一种组合胶水复合铝蜂窝板生产设备中剪角机的结构示意图。
图4为剪角机中支撑板的结构示意图。
图5为一种组合胶水复合铝蜂窝板生产设备中涂胶机的结构示意图。
如图所示:送料机1、开平机2、裁断装置3、剪板刀31、导向板32、升降板33、第一液压杆34、固定板35、剪角机4、剪角机架41、支撑脚42、支撑板43、剪角刀具44、连接杆45、安装板46、第二液压杆47、下料槽48、折弯机5、打磨机6、涂胶机7、涂胶机箱71、牵引辊72、涂胶辊73、工作台8、热压机9。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,本发明实施例中,一种组合胶水复合铝蜂窝板生产设备,包括用于送料的送料机1以及与送料机1相连的开平机2,开平机2的出料口处安装有用于对铝板进行切割的裁断装置3,且开平机2的出料口下方与用于对铝板的四角进行剪角的剪角机4进料口连接,在铝板经过裁断后,通过剪角机4对铝板进行剪角,从而方便铝板的折边,剪角机4的出料口与折弯机5的进料口连接,折弯机5的出料口5的出料口与打磨机6的进料口固定连接,打磨机6的出料口与涂胶机7的进料口连接,涂胶机7的出料口与用于复合铝蜂窝板铺层的工作台8连接,工作台8的侧面设置有用于复合铝蜂窝板热压的热压机9。
请参阅图2,所述裁断装置3包括剪板刀31、导向板32、升降板33、第一液压杆34和固定板35,固定板35和导向板33均焊接固定在开平机2出料口一侧的上方且导向板33位于固定板35的下方,固定板35的底面与第一液压杆34的顶端固定连接,第一液压杆34的底端与滑动安装在开平机2侧壁上的升降板33固定连接,升降板33的底面与剪板刀31的顶端固定连接,剪板刀31的底端穿过导向板32下方,在通过剪板刀31进行剪板的过程中,通过导向板32进行导向。
请参阅图3和图4,所述剪角机4包括剪角机架41、支撑脚42、支撑板43、剪角刀具44、连接杆45、安装板46、第二液压杆47和下料槽48,剪角机架41的两侧分别开设有用于与开平机2以及折弯机5连接的开口,剪角机架41的底部焊接有支撑脚42,剪角机架41的内部底面焊接有水平的用于放置铝板的支撑板43,支撑板43的四角处均开设有三角形的用于下料的下料槽48,剪角机架41的内部顶部与竖直安装的第二液压杆47顶端固定连接,第二液压杆47的底端与水平设置的安装板46固定连接,安装板46的底面四角处分别通过一根竖直安装的连接杆45焊接有剪角刀具44,剪角刀具44位于下料槽48的正上方且与下料槽48结构相同。
需要说明的是,剪角机架41的底部设为开口,在剪角时产生的废料直接从剪角机架41的底部落出,方便对废料进行收集。
请参阅图5,所述涂胶机7包括涂胶机箱71、牵引辊72和涂胶辊73,涂胶机箱71的两侧分别开设有用于进料和出料的开口,涂胶机箱71朝向打磨机6的一侧安装有用于牵引的牵引辊72,且涂胶机箱71的内部通过转轴均匀转动安装有两排布置的涂胶辊73,从而对铝板的两面同时进行涂胶,提高铝板的涂胶效率。
需要说明的是,本发明中涉及的开平机、剪角机、折弯机、打磨机、涂胶机和热压机均采用现有技术中技术成熟的设备。
一种组合胶水复合铝蜂窝板生产工艺,包括如下步骤:
步骤一:铝板制备,将铝卷用开平机进行下料,再用剪板机进行精确的裁剪,根据需要使用剪角机进行剪角、折弯机进行折边;
步骤二:打磨清洗,将铝板复合面用打磨机进行打磨,再将铝板打磨面清洗干净,同时将垫板清理干净;
步骤三:铝蜂窝芯制备,根据生产要求需求的规格制作铝蜂窝芯备用;
步骤四:胶水制备,根据生产要求制作2:1组合胶水备用;
步骤五:铺层,在工作车或工作平台上依次将垫板+隔离胶膜、铝板、印胶、铝蜂窝芯、印胶、铝板、垫板+隔离胶膜铺设完成;
步骤六:复合热压,对铺设完成的复合板材使用热压机进行复合热压;
步骤七:出板,热压完后,将铝蜂窝板循环冷却至50℃以下用工作车撤出;
步骤八:修边,根据产品规格用锯床对铝蜂窝板进行锯切修边。
步骤九:检验,对铝蜂窝板产品的成品进行外观、尺寸、力学性能等方面进行检验;
步骤十:包装,将检验合格的铝蜂窝板产品贴上合格标签后包装入库。
需要说明的是,步骤三所述铝蜂窝芯使用蜂窝芯机组进行制备。
需要说明的是,步骤六所述热压过程要求热压温度为80℃,热压时间为1H,热压压力为1.5MPa。
需要说明的是,步骤九所述检验所用仪器包括卷尺、数显游标卡尺和万能实验机。
需要说明的是,步骤十所述包装过程使用设备包括气枪、手动卡线轮和打包机。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内,且本说明书中未作详细描述的内容均属于本领域专业技术人员公知的现有技术。
- 一种组合胶水复合铝蜂窝板生产设备及工艺
- 填充阻燃气体的复合蜂窝板的生产设备及生产工艺