一种基于多特征因子统计的刀具磨损预警方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及智能制造技术领域,尤其涉及一种基于多特征因子统计的刀具磨损预警方法。
背景技术
采用数控设备加工零件过程中,加工所用刀具价格昂贵,成本较高,刀具何时进行更换全凭现场工人经验,存在刀具未被使用到寿命终点即被更换的情况,同时对于刀具更换的例行检查也一直由人工来完成。随着公司智能制造以及无人工厂项目的推进,急需一种方法能够对加工机床及刀具进行实时监控并自动进行异常反馈。
在刀具磨损预测领域,现有技术或采用时域特征分析方法,或采用频域特征分析方法、或采用时频域特征分析方法以及深度学习方法。
现有的各种分析方法更多地从纯理论的角度分析刀具的磨损情况。针对于现有刀具,由于加工产品不固定、加工工艺不固定、刀具品牌不固定、同一产品加工刀具使用多、负样本收集困难以及数据标签记录较难等特点,导致时域特征分析方法、单一的频域特征分析方法、时频域特征分析方法以及深度学习方法都难以正确表征刀具磨损情况。
因此,有必要提出一种能够准确检测刀具磨损状况的预警方法。
发明内容
针对刀具磨损预警方法的上述现状,本发明的目的之一在于提供一种基于多特征因子统计的刀具磨损预警方法,其能够结合各个刀具运用环境、刀具类型等因素准确检测刀具磨损情况。
该目的通过本发明以下形式的刀具磨损预警方法来实现。其中,所述刀具磨损预警方法包括以下步骤:
获取多个特征因子阈值,采集样本刀具达到寿命终点前预定时间段内机器运行过程中的电流值,基于该电流值计算多个样本刀具特征因子并将处于高值阶段的多个样本刀具特征因子分别进行求和平均以得到所述特征因子阈值;
采集电流幅值,所述电流幅值为装配目标刀具的机器运行过程中的电流幅值;
提取电流频谱信息,基于采集到的所述电流幅值进行快速傅里叶转换以提取电流频谱信息;
提取特征因子,基于所述电流频谱信息提取目标刀具的各个特征因子;
将获得目标刀具的各个特征因子与对应的特征因子阈值进行比较,当特征因子达到或大于对应的特征因子阈值时发出预警警报。
对于本发明的刀具磨损预警方法而言,刀具磨损预警方法的基于历史上刀具(即样本刀具)出现故障时以及出现故障前的时段(高值时段)内系统所获取的参数(对应于特征因子阈值)来判断,因此,在实际运用场景中,各特定刀具的磨损情况可以结合各自的刀具型号、加工对象等因素来判断,这使得刀具的检测结果较为准确。
此外,将电流幅值进行快速傅里叶变换后获取的电流频谱信息能够准确提取反映刀具异常情况的电流信号,保证刀具在出现异常的情况下,系统能够捕获准确信息。
根据本发明的一种优选实施方式,提取的特征因子包括电流幅值最大值、峭度因子和歪度,并且当电流幅值最大值、峭度因子和歪度这三个特征因子均大于对应的样本刀具特征因子阈值时发出预警警报。虽然通过信息统计分析的方法中还采用裕度因子、脉冲因子等其他特征因子来分析故障结果,然而,研究表明,其他特征因子并不能在实时状态下反馈刀具的真实磨损情况。根据发明人研究,其利用能够综合反馈刀具磨损真实磨损情况的电流幅值最大值、峭度因子和歪度来检测刀具,进一步提高了检测结果的准确性。
根据本发明的一种优选实施方式,所述刀具磨损预警方法还包括以下步骤:平滑处理,对获取多个特征因子步骤中所获取的各个特征因子进行局部平滑处理以获取校正后的特征因子。平滑处理步骤可以避免在刀具的刀头挂持切削碎屑等常规情况下,系统出现异常系统电流而对检测结果造成影响。
根据本发明的一种优选实施方式,在所述采集电流幅值步骤中,多次提取一秒的时间窗内电流幅值。
根据本发明的一种优选实施方式,在所述采集电流幅值步骤中,每天采集,所述电流幅值的次数在1400-1600次的范围内,并且提取电流幅值的时刻均匀随机设置。
根据本发明的一种优选实施方式,提取电流幅值的时间间隔不小于30秒。
根据本发明的一种优选实施方式,对各个特征因子做20-40步的局部平滑处理。
根据本发明的一种优选实施方式,所述预定时间段选自两天至三天的范围内的任意时间段。
根据本发明的一种优选实施方式,当样本刀具特征因子至少达到样本刀具特征因子最高值的80%时,所述样本刀具特征因子处于高值阶段。
根据本发明的一种优选实施方式,在连续的时间段内对处于高值阶段的多个样本刀具特征因子分别进行求和平均以得到所述特征因子阈值。
在符合本领域常识的基础上,上述各优选实施方式,可任意组合,即得本发明各较佳实例。通过阅读下列的附图和详细描述本领域技术人员可理解本发明的其他系统、方法、特征和优点。目的是所有这种额外的系统、方法、特征和优点包括在本说明书中和本发明内容中,且包括在本发明的范围内,并被所附权利要求保护。
附图说明
为了更好地理解本发明的上述及其他目的、特征、优点和功能,可以参考附图中所示的优选实施方式。附图中相同的附图标记指代相同的部件。本领域技术人员应该理解,附图旨在示意性地阐明本发明的优选实施方式,对本发明的范围没有任何限制作用,图中各个部件并非按比例绘制。
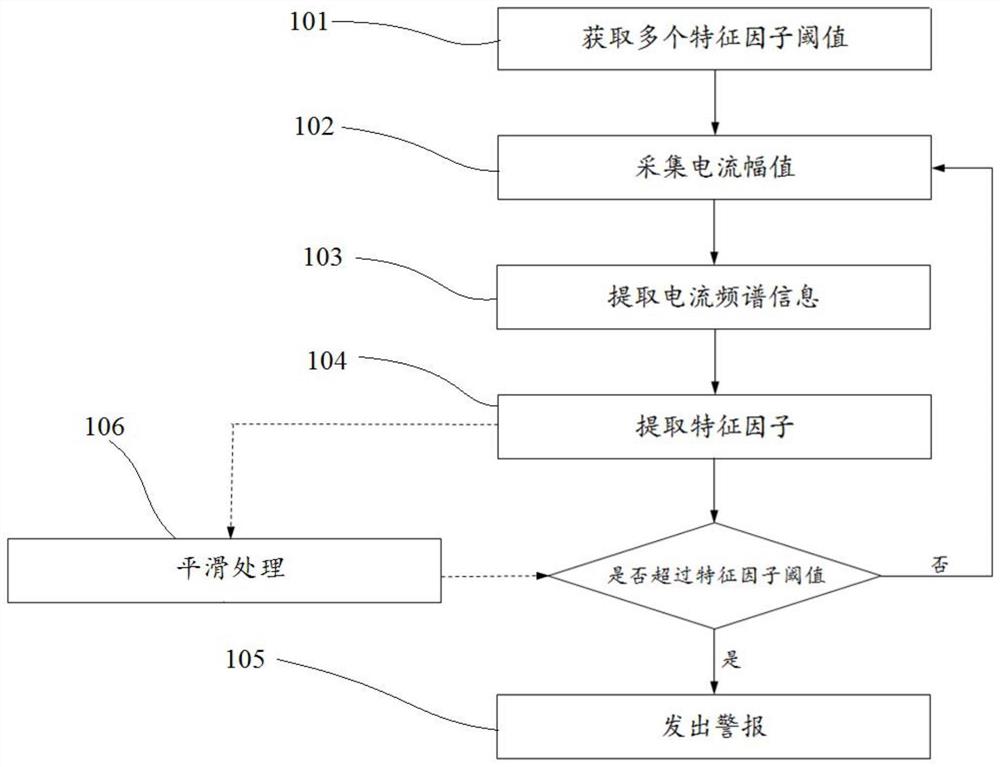
图1是根据本发明的优选实施方式的基于多特征因子统计的刀具磨损预警方法的流程图。
图2是频域特征和时域信号的示意图。
图3是某一刀具的电流频谱信息的示意图。
具体实施方式
接下来将参照附图详细描述本发明的发明构思。这里所描述的仅仅是根据本发明的优选实施方式,本领域技术人员可以在所述优选实施方式的基础上想到能够实现本发明的其他方式,所述其他方式同样落入本发明的范围。本文中使用的术语“包括”及其变形是开放性包括,即“包括但不限于”。术语“基于”是“至少部分地基于”。术语“一个实施例”表示“至少一个实施例”;术语“另一实施例”表示“至少一个另外的实施例”。术语“第一”、“第二”等仅被用来将一个元素与另一个元素区分开来。而实际上第一元素也能够被称为第二元素,反之亦然。其他术语的相关定义将在下文描述中给出。
对于刀具而言,其磨损过程可分为初期磨损、正常磨损、急剧磨损三个阶段。各个磨损时期分布在刀具生命周期的不同阶段。在初期磨损时,后刀面与工件接触面积小,切削力大,磨损速率较快。进入正常磨损期后,刀具与工件的接触面增大,切削力也随之增大,磨损速率趋于平滑。当刀具磨损量达到一定程度时,刀具性能下降,磨损速率急剧上升。在该阶段,如果磨损量超过一定阈值,较容易出现断刀、崩边等损坏现象。刀具处于不同磨损时段,运行刀具的对应机器会产生相应的参数变化。
在下文中,为了便于描述,刀具被分成了样本刀具以及目标刀具。样本刀具作为试验样本,由人工结合计算机系统(具体为传感器以及各类接口)等通过人工识别装载有刀具的机器(具体为车床、机床等等,以下机器简称“车床”)的方式来获取样本刀具从初始运行到出现断裂过程中的车床的运行参数。对应于样本刀具的车床运行参数将作为判断后续目标刀具运行过程是否快要进入急剧磨损时期的判断标准。
应理解,目标刀具和样本刀具具有相同的机械性能,并且二者所要加工的对象、加工频率、现场施工环境相同,二者事实上可视为同一产品。
以下结合附图说根据本公开的基于多特征因子统计的刀具磨损预警方法。如图1所示,刀具磨损预警方法包括获取多个特征因子阈值101、采集电流幅值102、提取电流频谱信息103、提取特征因子104、发出警报106和平滑处理105等步骤。
在获取多个特征因子阈值步骤101中,由计算机系统的检测系统实时采集样本刀具(车床)运行时的相应工作参数(具体为电流值)并预存储在存储器(大数据平台)中。在人工识别或者其他检测方式确认刀具出现断裂的时刻(即寿命终点),并反馈到计算机系统后,由计算机系统存储刀具达到寿命终点前预定时间段内车床运行过程中的产生的电流值,并且基于该电流值计算多个样本刀具特征因子并将处于高值阶段的多个样本刀具特征因子分别进行求和平均以得到特征因子阈值。
在一些实施例中,计算机系统存储刀具达到寿命终点前2天时间内车床运行过程中的产生的电流值。此时,预定时间段即被设定为刀具断裂时刻至刀具断裂前48小时的时间段。在另一些实施例中,计算机系统该预定时间段可设定为刀具达到寿命终点前36小时、40小时、42小时、60小时、72小时等到刀具出现断裂时的时间段。
计算机系统(大数据平台)此后利用对应于刀具达到寿命终点前2天时间内车床运行过程中的产生的电流值,求取对应的特征因子阈值。具体而言,求取预定时间段内的各个时刻的电流值的各个样本刀具特征因子,并对其进行求和平均而得到多个特征因子阈值。
优选地,仅对处于上述预定时间段内,且处于高值阶段的多个样本刀具特征因子进行求和平均而得到多个特征因子,也即,多个特征因子阈值的各个特征因子阈值是通过求取样品特征因子集中且偏高时间段内的样品特征因子的平均值而获得的。
最优选地,在连续的时间段内对处于高值阶段的多个样本刀具特征因子分别进行求和平均以得到特征因子阈值。也即,仅对样品刀具特征因子持续地处于高值阶段的数据进行求和平均,这便于提供最为准确的基准评判数据。
可选的,当样本刀具特征因子至少达到预定时间段内的样本刀具特征因子最高值的80%,例如85%的样本刀具特征因子最高值、90%的样本刀具特征因子最高值等等时,样本刀具特征因子被视为处于高值阶段。
根据发明人的研究,本公开中用于评价、确认刀具特性的特征因子被设定为仅由通过电流值的电流值最大值、峭度因子、歪度这三个特征因子组成。
电流值最大值是单位采样时间段内电流幅值信息中的最大值,其具有抗干扰能力差,但识别响应能力最强的特点。可理解,电流值最大值可采用下式表示:
X
上式中,X
峭度因子统计频谱的局部尖锐程度,该值越大越象征着局部存在异常冲击反应,其有效识别磨损状态。该特征借助较高敏感的均方根值去除量纲,在保证特征识别响应能力的同时,提高特征抗干扰能力。峭度因子可采用下式表示:
上式中,C
歪度统计刻画幅值分布相对平均幅值的偏离程度。该特征因子值越大,频谱尾部越长,越象征幅值总体分布存在低频或高频的异常冲击反应,可有效识别磨损状态。该特征因子的特征构造与峭度因子相似,两者同时考虑能更好反应刀具磨损特征。歪度可采用下式表示:
上式中,C
根据发明人的研究,事实上只有电流值最大值、峭度因子、歪度这三种特征因子方可准确体现样本刀具(目标刀具)的断裂情况。因此,根据本公开的刀具磨损预测方法能够避免诸如方根幅值、脉冲因子等其他特征因子造成的影响,能够准确体现样本刀具的断裂情况。
通过步骤101获取到多个特征因子阈值后,刀具磨损预测方法获取了判定刀具磨损状态的标准。在随后的采集电流幅值步骤102中,计算机系统通过传感器、网络接口等采集装配了目标刀具(即处于常规运行条件下的刀具)的车床运行过程中的电流幅值,可选地还采集对应车床的刀号等。
在采集电流幅值的步骤102中,计算机系统可被设置成每秒钟记录一个文件,并在一天中记录多次数据,也即在每天多次提取一秒的时间窗内的电流幅值。在一些实施例中,计算机系统每日对刀具电流产生的时序数据(电流值数据)进行均匀随机采样,用于避免数据量过大而对计算机系统造成严重的计算负担。在一些实施方式中,计算机系统每天提取电流幅值的次数在1400-1600次的范围内,例如1500次、1550次等,并且提取电流幅值的时刻均匀随机设置。例如,在1点12分至1点13分内的任意时刻提取一次电流幅值,并且在1点13分至14分内的任意时刻提取下一次电流幅值。
优选地,提取电流幅值的时间间隔被设定成不小于30秒。
电流幅值提取完毕后,刀具磨损预警方法随后进入步骤103,也即提取电流频谱信息的步骤。在该步骤103中,计算机系统基于采集到的电流幅值进行快速傅里叶转换(FFT)以提取电流频谱信息。
刀具的电流幅值数据具有时序性和周期性特征,在大多数时间里,刀具都是正常运行的,刀具异常产生的电流信号只是其中的小样本点。根据研究表明,电流幅值序列图事实上可以反馈刀具加工电流信号不是由单一幅值信号组合。倘若直接从时序数据中提取统计特征,对应于刀具异常情况的电流信号则容易被正常信号淹没,进而使得异常信号识别变得非常困难。
以下结合示出了频域特征与时域信号之间的关系的图2说明频域特征和时域特征。根据图2可以看出频域特征与时间维度无关,只要在指定时间窗口内出现了异常电流信号,其电流频率就会反映在频域分布中,基于频域图的统计特征就能提取出有效识别出异常电流信号的数据。为此,本公开将电流幅值信号利用FFT(快速傅里叶变换)工具提取刀具电流单位时间内的频谱信息,从而将复杂振荡分解为振幅和频率不同的谐振动组合。
参见图3,其示出了某一实施例下的车床电流频谱信息,其中,该坐标中,频率通过横坐标表示、振动幅值通过纵坐标表示,波浪形图形即为频谱,其呈现的分布特征即为频谱信息。
电流幅值信号转换为频谱信息后,刀具磨损预测方法进入提取特征因子的步骤104。在该步骤104中,计算机系统基于电流频谱信息进行FFT变换而提取目标刀具的各个特征因子。具体地,如上所述,提取电流值最大值、峭度因子、歪度这三个特征因子。
随后刀具磨损预测方法进入验证步骤。将所获得的目标刀具的各个特征因子与对应的特征因子阈值进行比较,倘若所获得的目标刀具的各个特征因子达到或大于对应的特征因子阈值时,表明目标刀具进入急剧磨损期,也即临近寿命终点的时期,系统发出预警警报105以提醒工作人员更换刀具。倘若未达到对应的特征因子阈值,则回到采集电流幅值的步骤102中,系统重新进入检测环节,继续确认刀具是否临近寿命终点、需要更换。
继续参见图1,在一些优选实施例中,刀具磨损预警方法可设置平滑处理步骤106,也即,对提取多个特征因子步骤104中所获取的各个特征因子进行局部平滑处理以获取校正后的特征因子。在刀具的刀头挂持切削碎屑的情况下,车床运行电流可能发生异常性突增。此外,车床运行过程中,还存在其他由于非加工数据和环境引起的电流波动。所设的平滑处理步骤106可以对出现的异常突变信号进行平滑处理,避免外界干扰而影响刀具磨损检测结果的准确性。
可选地,可对各个特征因子做20-40步的局部平滑处理,例如做30的局部平滑处理。
为了便于展示,计算机系统的显示屏同时显示对应于某一样本刀具(目标刀具)的编号、车床转速、刀具实际进给量等信息。
根据以上,对于本发明的刀具磨损预警方法而言,刀具磨损预警方法的基于历史上刀具(即样本刀具)出现故障前的时段(高值时段)内系统所获取的参数(对应于特征因子阈值)来判断,因此,在实际运用场景中,各特定刀具的磨损情况可以结合各自的刀具型号、加工对象等因素来判断,这使得刀具的检测结果较为准确。
此外,将电流幅值进行快速傅里叶变换后获取的电流频谱信息能够准确提取反映刀具异常情况的电流信号,保证刀具在出现异常的情况下,系统能够捕获准确信息。
本发明的保护范围仅由权利要求限定。得益于本发明的教导,本领域技术人员容易认识到可将本发明所公开结构的替代结构作为可行的替代实施方式,并且可将本发明所公开的实施方式进行组合以产生新的实施方式,它们同样落入所附权利要求书的范围内。
- 一种基于多特征因子统计的刀具磨损预警方法
- 一种基于多特征融合的刀具磨损状态辨识方法