金属丝线全自动精密智控校直截断设备
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及自动化设备技术领域,特别是涉及一种金属丝线全自动精密智控校直截断设备。
背景技术
为了方便运输或者搬运,金属丝线出厂时一般会卷成金属丝线盘卷,但是应用于工作场合时,需要将金属丝线经过校直后截断使用。目前,一般通过调直切断机进行加工处理,调直切断机仅设一个调直滚筒,生产过程中会使线材受力扭转、变形、打卷、断丝,使用不便。
发明内容
基于此,有必要针对上述问题,提供一种使用方便、节约成本的金属丝线全自动精密智控校直截断设备。
一种金属丝线全自动精密智控校直截断设备,包括收放架与校直截断装置,所述校直截断装置包括依次连接的校直机构、牵引机构、追踪机构及截断机构,所述校直机构包括校直组件与拔叉组件,所述校直组件包括校直滚筒、第一校直条、第二校直条、第一校直块及第二校直块,所述第一校直块与所述第二校直块的两端均抵接所述第一校直条与所述第二校直条,所述拔叉组件包括拔叉定位件与拔叉推杆,所述拔叉定位件的一侧连接所述第一校直条与所述第二校直条,另一侧连接所述拔叉推杆,所述拔叉定位件带动所述第一校直条与所述第二校直条分别滑设于所述校直滚筒;所述牵引机构包括测量器,所述测量器用于测量进料速度与进料长度。
在其中一个实施例中,所述第一校直条设置第一凸块,所述第二校直条设置第二凸块,所述第一凸块与所述第二凸块错位设置,所述第一校直块与所述第二校直块的两端均抵接所述第一凸块与所述第二凸块,金属丝线穿设所述第一校直块与所述第二校直块。
在其中一个实施例中,所述校直组件还包括第一导向块与第二导向块,所述第一导向块穿设所述第一校直块,所述第二导向块穿设所述第二校直块。
在其中一个实施例中,所述追踪机构包括追踪支撑组件与追踪传动组件,所述追踪支撑组件包括追踪支撑板与滑设于所述追踪支撑板的推拉滑块,所述追踪传动组件包括追踪架、传动轴、推拉凸轮、切刀凸轮、切刀动力轮及追踪动力元件,所述追踪架设置于所述追踪支撑板的一侧,所述传动轴转动连接所述追踪架,所述推拉凸轮、所述切刀凸轮及所述切刀动力轮依次间隔设置于所述传动轴,所述推拉滑块固定于所述推拉凸轮的一侧,所述追踪动力元件与所述测量器信号连接。
在其中一个实施例中,所述截断机构还包括切刀支撑组件、横刀组件及竖刀组件,所述切刀支撑组件包括切刀座,所述横刀组件包括第一横刀与第二横刀,所述第一横刀与所述第二横刀均内置于所述切刀座,所述第一横刀与所述第二横刀沿所述切刀座的竖向间隔设置以容纳金属丝线;所述竖刀组件包括第一竖刀与第二竖刀,所述第一竖刀与所述第二竖刀均内置于所述切刀座,所述第一竖刀与所述第二竖刀沿所述切刀座的竖向间隔设置以容纳所述金属丝线,所述第一横刀与所述第一竖刀水平设置。
在其中一个实施例中,所述校直截断装置还包括拉线机构,所述拉线机构设置于所述收放架与所述校直机构之间,所述拉线机构包括拉线支撑座、拉线滑块、枢接所述拉线支撑座的拉线固定轮、及枢接所述拉线滑块的拉线滑动轮,所述拉线固定轮与所述拉线滑动轮配合传送金属丝线。
在其中一个实施例中,所述校直截断装置还包括导向机构,所述导向机构连接所述拉线机构靠近所述收放架的一端,所述导向机构包括导向支撑座、枢接所述导向支撑座的第一导向轮与第二导向轮,所述第一导向轮与所述第二导向轮水平方向与竖直方向均错位设置,所述第一导向轮与所述第二导向轮配合传送金属丝线。
在其中一个实施例中,所述校直截断装置还包括润滑机构,所述润滑机构设置于所述拉线机构与所述校直机构之间,所述润滑机构包括外罩与套设于所述外罩的内罩,所述外罩固定连接所述校直机构,所述内罩转动连接所述外罩。
在其中一个实施例中,所述校直截断装置还包括研磨机构,所述研磨机构设置于所述牵引机构与所述追踪机构之间,所述研磨机构包括研磨支撑座、枢接所述研磨支撑座的研磨轮、滑设于所述研磨轮的研磨块与配重块、连接所述研磨块与所述配重块的连接杆、及内置于所述研磨轮的擦拭件。
在其中一个实施例中,还包括控制器,所述控制器与所述测量器信号连接,所述控制器根据所述测量器反馈的速度与位置信息计算出相应的待机、追踪、同步截断及返回曲线。
与现有技术相比,本发明的有益效果如下:
本发明的金属丝线全自动精密智控校直截断设备,金属丝线盘卷通过收放架流经校直机构时,第一校直块与第二校直块移动而错位,使金属丝线由直线同心转换为曲轴同心进行校直;当达到预设的长度后,追踪机构收到测量器的截断信号而追踪切点,当追踪机构与测量器的转速同步,截断机构进行截断,通过智控追踪平移,伺服同步精密截断,保证截断端面质量和截断长度。
附图说明
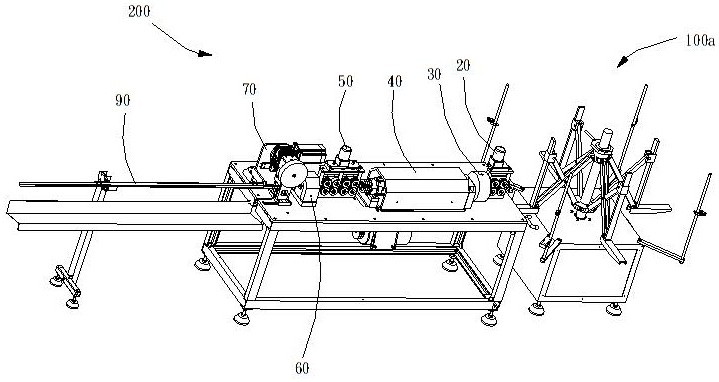
图1为本发明的一较佳实施例的金属丝线全自动精密智控校直截断设备的组装结构示意图;
图2为图1所示金属丝线全自动精密智控校直截断设备中收放架的结构示意图;
图3为图2所示收放架中张紧机构的结构示意图;
图4为图2所示收放架中调节机构的结构示意图;
图5为图2所示收放架中绕线机构的结构示意图,其中,绕线轮座、防跳线壳及绕线轮未展示;
图6为图1所示金属丝线全自动精密智控校直截断设备中校直截断装置的示意图;
图7为图6所示校直截断装置中导向机构的结构示意图;
图8为图6所示校直截断装置中拉线机构的结构示意图;
图9为图6所示校直截断装置中润滑机构的结构示意图;
图10为图6所示校直截断装置中校直机构的结构示意图;
图11为图10中沿A-A线的剖面图;
图12为图10所示校直机构中校直组件的结构示意图;
图13为图10所示校直机构中拔叉组件的结构示意图;
图14为图6所示校直截断装置中牵引机构的结构示意图;
图15为图6所示校直截断装置中研磨机构的结构示意图;
图16为图6所示校直截断装置中追踪机构的结构示意图;
图17为图16所示追踪机构另一角度的结构示意图,其中,第一面板、第二面板、追踪动力元件及减速箱未展示;
图18为图17所示追踪机构中传动轴、推拉凸轮、切刀凸轮、切刀动力轮、横刀凸轮、切刀冲锤及压料冲锤的结构示意图;
图19为图6所示校直截断装置中截断机构的结构示意图;
图20为图19中沿B-B线的剖面图;
图21为图19所示截断机构的爆炸图;
图22为图6所示校直截断装置中接料机构的结构示意图。
附图标注说明:
收放架100a;
支撑机构10a、机架11a、转轴12a、收放动力元件13a、张紧机构20a、线径固定件21a、线径调节件22a、线径调节连杆23a、外径调节连杆24a、调节座25a、调节滑块26a、调节机构30a、套筒31a、固定件32a、棘轮33a、棘轮套34a、棘爪轴35a、调节限位件36a、弹性件压盖37a、销轴38a、棘轮压盖39a、绕线机构40a、支架41a、感应固定块42a、感应导线轮43a、感应杆44a、连接壳45a、保护罩46a、绕线轮座47a、防跳线壳48a、绕线轮49a;
校直截断装置200;
导向机构10、导向支撑座11、第一导向轮12、第二导向轮13、拉线机构20、拉线支撑座21、拉线滑块22、拉线固定轮23、拉线滑动轮24、拉线动力元件25、润滑机构30、外罩31、内罩32、面板321、基板322、轮叶323、润滑安装座33、润滑支撑座34;
校直机构40、校直支撑组件41、第一支撑座411、第二支撑座412、校直组件42、校直滚筒421、第一连接部4211、第二连接部4212、第三连接部4213、第一校直条422、第一凸块4221、第二校直条423、第二凸块4231、第一校直块424、第二校直块425、第一导向块426、第一限位槽4261、第二导向块427、第二限位槽4271、固定件428、滚筒轮429、拔叉组件43、拔叉定位件431、拔叉推杆432、压盘433、拔叉顶块434、拔叉链轮435、链轮挡块436;
牵引机构50、压线支撑座51、压线滑块52、压线固定轮53、测量轮54、压线滑动轮55、压线动力元件56;
研磨机构60、研磨支撑座61、研磨轮62、研磨块63、配重块64、连接杆65、研磨动力轮66、封盖67、研磨底壳68、研磨罩69;
追踪机构70、追踪支撑组件71、追踪支撑板711、推拉滑块712、追踪导杆713、追踪传动组件72、追踪架721、第一侧板7211、第二侧板7212、第三侧板7213、第一面板7214、底板7215、传动轴722、推拉凸轮723、切刀凸轮724、切刀动力轮725、追踪动力元件726、减速箱727、横刀凸轮728、裁切组件73、切刀冲锤导块731、切刀冲锤732、压料冲锤733、切刀垫块734、刀座调节块735;
截断机构80、切刀支撑组件81、切刀座811、切刀限位块812、横刀压块813、竖刀压块814、横刀组件82、第一横刀821、第二横刀822、横刀弹性件823、切刀缓冲件824、横刀缓冲件825、横刀按压件826、竖刀组件83、第一竖刀831、限位部8311、第二竖刀832、第二竖刀本体8321、竖刀按压部8322、竖刀弹性件833、竖刀缓冲件834;
接料机构90、接料支架91、接料托盘92、转动凸轮93、接料连杆94、卸料块95、接料动力元件96、托料件97。
具体实施方式
为了便于理解本发明,下面将对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。当一个元件的数目被称为有“多个”,它可以为两个或两个以上的任意数目。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1至图22,为本发明一较佳实施方式的一种金属丝线全自动精密智控校直截断设备,包括收放架100a与校直截断装置200,校直截断装置200包括依次连接的校直机构40、牵引机构50、追踪机构70及截断机构80,牵引机构50包括测量器(图未示),本发明的金属丝线全自动精密智控校直截断设备,金属丝线卷通过收放架100a流经校直机构40时,校直机构40移动而错位,使金属丝线由直线同心转换为曲轴同心进行校直;当达到预设的长度后,追踪机构70收到测量器的截断信号而追踪切点,当追踪机构70与测量器的转速同步,截断机构80进行截断,通过智控追踪平移,伺服同步精密截断,保证截断端面质量和截断长度。
如图1至图5所示,在本实施例中,收放架100a包括支撑机构10a、张紧机构20a及绕线机构40a,如图2,支撑机构10a包括机架11a、转轴12a及收放动力元件13a,转轴12a枢接于机架11a,收放动力元件13a内置于机架11a,可选地,收放动力元件13a为变频电机,收放动力元件13a能够正反向转动。
请一并参阅图2与图3,为了固定金属丝线,张紧机构20a包括线径固定件21a、线径调节件22a、线径调节连杆23a、外径调节连杆24a及调节座25a,线径固定件21a固定套设于转轴12a,线径调节件22a滑设于转轴12a,线径调节连杆23a的两端分别铰接线径调节件22a与调节座25a,外径调节连杆24a的一端铰接线径固定件21a,另一端滑设于调节座25a,线径调节连杆23a铰接外径调节连杆24a,可选地,调节座25a呈L状,调节座25a用于放置金属丝线;张紧机构20a还包括调节滑块26a,调节滑块26a滑设于调节座25a,外径调节连杆24a铰接调节滑块26a。可选地,线径调节连杆23a、外径调节连杆24a、调节座25a及调节滑块26a均为多个,且一一对应设置,进一步地,线径调节连杆23a为八个,线径调节连杆23a两两一组铰接一个外径调节连杆24a,确保推动调节座25a移动的推力,外径调节连杆24a、调节座25a及调节滑块26a均为四个,四个外径调节连杆24a沿线径固定件21a的周向间隔均布,线径调节连杆23a两两一组沿线径调节件22a的周向间隔均布,确保牢固张紧金属丝线。工作时,将金属丝线放置在调节座25a上,线径调节件22a沿转轴12a升降,线径调节件22a带动调节座25a水平移动,从而带动调节滑块26a滑设于调节座25a,外径调节连杆24a同步移动,从而四个调节座25a同步向同心外圆自动扩展或收缩。
请一并参阅图4,本收放架100a还包括调节机构30a,调节机构30a包括套筒31a、固定件32a、棘轮33a、棘轮套34a及棘爪轴35a,套筒31a滑设于转轴12a,固定件32a固定连接套筒31a的一端,线径固定件21a套设于套筒31a,棘轮33a的一端固定于套筒31a,棘轮套34a套设于棘轮33a,棘爪轴35a插设于棘轮套34a。调节机构30a还包括调节限位件36a,调节限位件36a套设于棘爪轴35a的一端,调节限位件36a用于卡接棘轮33a以控制棘轮33a的转动。可选地,调节限位件36a的一端呈斜面,从而限定棘轮33a单向转动。在一实施例中,调节机构30a还包括弹性件压盖37a、销轴38a、弹性件(图未示)及棘轮压盖39a,弹性件压盖37a设置于棘轮套34a的一侧,销轴38a插设于棘爪轴35a,弹性件套设于棘爪轴35a,弹性件的一端抵接弹性件压盖37a,另一端抵接调节限位件36a,销轴38a设置于弹性件压盖37a的外侧,通过销轴38a卡接弹性件压盖37a进而卡接棘爪轴35a的位置,通过拉线棘爪轴35a使销轴38a脱离弹性件压盖37a,进而可以转动棘爪轴35a;棘轮压盖39a套设于转轴12a,棘轮压盖39a与棘轮33a固定连接,可选地,棘轮压盖39a的外径大于棘轮套34a的内径。
如图5所示,绕线机构40a包括支架41a、感应固定块42a、感应导线轮43a、感应杆44a、连接壳45a、感应件(图未示)及保护罩46a,支架41a安装于机架11a上,可选地,支架41a为多个,感应固定块42a套设于其中一个支架41a,感应杆44a滑设于感应固定块42a,连接壳45a分别连接感应导线轮43a与感应杆44a,感应导线轮43a枢接于连接壳45a,保护罩46a连接感应固定块42a远离连接壳45a的一端,感应件内置于保护罩46a,收放动力元件13a与感应件信号连接。可选地,感应导线轮43a为V槽轴承,连接壳45a为两个,感应件为微动开关。工作时,金属丝线拉动感应导线轮43a,连接壳45a带动感应杆44a移动而触发感应件,感应件根据触发信号控制收放动力元件13a的转速,轻松运行,自如智控松紧,可以根据机器加工的速度,自动控制送料的速度,达到稳定的张力,从而保证了产品的精度。
如图2所示,为了便于拉直金属丝线,绕线机构40a还包括绕线轮座47a、防跳线壳48a及绕线轮49a,绕线轮座47a套设于支架41a,防跳线壳48a设置于绕线轮座47a,绕线轮49a枢接于防跳线壳48a,可选地,支架41a、绕线轮座47a、防跳线壳48a及绕线轮49a均为多个,且一一对应;连接有感应固定块42a的支架41a上,绕线轮座47a设置在感应固定块42a的上方,绕线轮49a为V槽轴承。进一步地,支架41a、绕线轮座47a及绕线轮49a均为四个,四个支架41a安装于机架11a的四个端角,四个绕线轮座47a呈螺旋式设置以拉直金属丝线,防跳线壳48a为八个,防跳线壳48a两两一组连接一个绕线轮49a。当需送线时,金属丝线经感应导线轮43a后,经相邻支架41a上的绕线轮49a,最后经感应导线轮43a所在支架41a的绕线轮49a抽出至校直截断装置200。
如图6至图22所示,校直截断装置200包括工作台(图未标)、依次连接的导向机构10、拉线机构20、润滑机构30、校直机构40、牵引机构50、研磨机构60、追踪机构70、截断机构80及接料机构90,导向机构10、拉线机构20、润滑机构30、校直机构40、牵引机构50、研磨机构60、追踪机构70及截断机构80均安装于工作台上,接料机构90安装于工作台靠近截断机构80的一端。
如图6与图7所示,导向机构10设置于收放架100a与拉线机构20之间,导向机构10包括导向支撑座11、枢接导向支撑座11的第一导向轮12与第二导向轮13,第一导向轮12与第二导向轮13水平方向与竖直方向均错位设置以实现万向自动导向,第一导向轮12与第二导向轮13配合传送金属丝线;可选地,第一导向轮12与第二导向轮13均为V槽轮以限定金属丝线的位置;进一步地,第二导向轮13滑设于导向支撑座11,以便调整第二导向轮13与第一导向轮12竖直方向的相对位置,适应不同线径的金属丝线与调整压力大小。金属丝线通过导向机构10实现万向自动导向,打破了行业常规,最大限度缩短了丝线摆放距离位置及任意丝线正反方向摆放,缩减了场地占用生产空间。
为了便于传送丝线,如图8,拉线机构20包括拉线支撑座21、拉线滑块22、枢接拉线支撑座21的拉线固定轮23、及枢接拉线滑块22的拉线滑动轮24,拉线固定轮23与拉线滑动轮24配合传送金属丝线。可选地,拉线固定轮23与拉线滑动轮24均为两个,且一一对应设置,各拉线固定轮23与各拉线滑动轮24通过齿轮联动实现正反向转动,拉线固定轮23与拉线滑动轮24均为双槽轮,尺寸精准。进一步地,拉线机构20还包括拉线压力传感器(图未标)与拉线动力元件25,拉线动力元件25安装于拉线支撑座21,拉线动力元件25用于驱动拉线滑块22移动,拉线压力传感器安装于拉线滑块22以便根据丝线的材质调整压力,有效解决了丝线在加工生产中的后断、扭曲、螺旋纹等造成原材料不良。当放线时,拉线固定轮23与拉线滑动轮24处于从动状态,当收线时,拉线固定轮23与拉线滑动轮24处于主动状态。
为了润滑清洗丝线,如图9,润滑机构30包括外罩31与套设于外罩31的内罩32,外罩31固定连接校直机构40,内罩32转动连接外罩31以防润滑粉凝结,丝线穿设内罩32,内罩32内装有润滑粉以便清洗丝线。可选地,内罩32包括面板321、基板322及若干轮叶323,各轮叶323的两端分别连接面板321与基板322,相邻的轮叶323呈锥形设置,以防漏粉;进一步地,基板322沿圆周设有齿牙。润滑机构30还包括润滑动力轮(图未示)、润滑安装座33及润滑支撑座34,润滑动力轮与拉线固定轮23啮合,润滑动力轮通过啮合齿牙带动内罩32转动,润滑安装座33的一侧固定安装于校直机构40,另一侧固定连接外罩31,润滑支撑座34固定安装于拉线支撑座21的一端,面板321的一端枢接润滑安装座33,基板322的一端枢接润滑支撑座34。使用时,通过外罩31朝内罩32装润滑粉,丝线穿设内罩32,内罩32相对外罩31转动,从而清理丝线上的油污杂质,且降低丝线的摩擦,并可根据材料需要,添加相应的润滑材料。
请一并参阅图10至图13,校直机构40包括校直支撑组件41、校直组件42与拔叉组件43,如图10,校直支撑组件41包括第一支撑座411与第二支撑座412,可选地,第一支撑座411内置轴承,第二支撑座412为带立式座轴承。
请一并参阅图11与图12,校直组件42包括校直滚筒421、第一校直条422、第二校直条423、第一校直块424及第二校直块425,校直滚筒421的两端分别枢接第一支撑座411与第二支撑座412,可选地,校直滚筒421包括依次连接的第一连接部4211、第二连接部4212及第三连接部4213,第一连接部4211枢接第一支撑座411,第三连接部4213枢接第二支撑座412,第一连接部4211、第二连接部4212及第三连接部4213同轴设置;进一步地,第二连接部4212的相对两侧设有滑槽以容纳第一校直条422与第二校直条423。在一实施例中,第一校直条422与第二校直条423分别沿校直滚筒421的轴向平行设置,可选地,第一校直条422设置第一凸块4221,第二校直条423设置第二凸块4231,第一凸块4221与第二凸块4231错位设置,进一步地,第一凸块4221为多个,各第一凸块4221沿第一校直条422的轴向间隔设置,第二凸块4231为多个,各第二凸块4231沿第二校直条423的轴向间隔设置,第一凸块4221与第二凸块4231的侧面为斜面。
在一实施例中,第一校直块424与第二校直块425沿校直滚筒421的轴向间隔设置,第一校直块424与第二校直块425的两端均抵接第一凸块4221与第二凸块4231,丝线穿设第一校直块424与第二校直块425,可选地,第一校直块424与第二校直块425均为多个,进一步地,第一校直块424的两端均呈斜面,第一校直块424的一端的斜面抵接第一凸块4221的斜面,第一校直块424另一端的斜面抵接第二凸块4231的斜面,第二校直块425的两端均呈斜面,第二校直块425的一端的斜面抵接第一凸块4221的斜面,第二校直块425另一端的斜面抵接相邻的第二凸块4231的斜面。在一实施例中,校直组件42还包括第一导向块426与第二导向块427,第一导向块426穿设第一校直块424,第二导向块427穿设第二校直块425。可选地,第一导向块426设有第一限位槽4261,第二导向块427设有第二限位槽4271,避免丝线折断,第一导向块426与第二导向块427反向设置。
在一实施例中,校直组件42还包括固定件428,固定件428套设于校直滚筒421、第一校直条422及第二校直条423,确保校直滚筒421、第一校直条422及第二校直条423同步转动。可选地,固定件428为两个,两个固定件428间隔设置。起始时,校直滚筒421、第一导向块426及第二导向块427同轴设置以便丝线穿设,当需校直时,第一校直条422与第二校直条423分别同步滑设于校直滚筒421,使第一校直块424与第二校直块425移动错位,进而使第一导向块426与第二导向块427错位,丝线由直线同心转换为曲轴同心,加大摩擦,摩擦产热,使丝线快速校直。校直组件42还包括第一插销(图未标)与第二插销(图未标),第一插销安装于第一校直条422的一端,第二插销安装于第二校直条423的一端。校直组件42还包括滚筒轮429,滚筒轮429连接校直滚筒421靠近第二支撑座412的一端,滚筒轮429与滚筒动力元件(图未示)连接以驱动校直滚筒421转动。可选地,滚筒动力元件为异步电机,异步电机连接有变频驱动器,变频送线校直速度根据丝线的材质韧性的不同,采用无级变速,自动追踪校直速度对第一导向块426与第二导向块427磨损的监测,做自动同步精密补偿。
如图11与图13所示,拔叉组件43包括拔叉定位件431与拔叉推杆432,拔叉定位件431的一侧连接第一校直条422与第二校直条423,另一侧连接拔叉推杆432,拔叉定位件431带动第一校直条422与第二校直条423分别滑设于校直滚筒421,拔叉推杆432滑设于第一支撑座411,第一插销与第二插销均内置于拔叉定位件431。可选地,拔叉推杆432为两个。在一实施例中,拔叉组件43还包括压盘433,压盘433安装于拔叉定位件431的一端,压盘433套设于校直滚筒421。在一实施例中,拔叉组件43还包括拔叉顶块434与拔叉链轮435,拔叉推杆432的一端连接拔叉顶块434,拔叉顶块434套设于校直滚筒421,拔叉顶块434连接压盘433,拔叉链轮435套设于拔叉推杆432,拔叉链轮435与拔叉动力元件连接。可选地,拔叉链轮435为两个,拔叉链轮435与拔叉推杆432一一对应。使用时,拔叉动力元件带动拔叉链轮435转动,进而带动拔叉推杆432移动,拔叉推杆432再推动拔叉顶块434移动进而带动拔叉定位件431移动。拔叉组件43还包括链轮挡块436,链轮挡块436连接第一支撑座411靠近拔叉定位件431的一侧,链轮挡块436用于限定拔叉链轮435的移动。在一实施例中,拔叉组件43采用离合原理运作。
为了实现定长截断,如图14,牵引机构50包括测量器(图未示),测量器用于测量进料速度与进料长度。牵引机构50还包括压线支撑座51、压线滑块52、枢接压线支撑座51的压线固定轮53、枢接压线滑块52的测量轮54、及枢接压线滑块52的压线滑动轮55,压线固定轮53与压线滑动轮55配合传送金属丝线,测量器与测量轮54信号连接。可选地,压线滑块52为两个,一个压线滑块52上安装有两个压线滑动轮55,增大摩擦,以便测量轮54计量精准,另一个压线滑块52上安装有一个测量轮54与一个压线滑动轮55,压线固定轮53与测量轮54、压线滑动轮55对应设置;进一步地,测量轮54、压线滑动轮55及压线固定轮53通过齿轮联动实现正反向转动,压线固定轮53与压线滑动轮55均为双槽轮,测量器为编码器。牵引机构50还包括压线压力传感器(图未标)与压线动力元件56,压线动力元件56安装于压线支撑座51,压线动力元件56用于驱动压线滑块52移动,压线压力传感器安装于压线滑块52以便根据丝线的材质调整压力,当放线时,压线固定轮53与压线滑动轮55处于主动状态,当收线时,压线固定轮53与压线滑动轮55处于从动状态。通过多组滚轮动力平稳施压中,由伺服驱动(或变频动力)稳速牵引过程,发生丝线精密数据传感。
如图15,研磨机构60包括研磨支撑座61、枢接研磨支撑座61的研磨轮62、滑设于研磨轮62的研磨块63与配重块64、连接研磨块63与配重块64的连接杆65、及内置于研磨轮62的擦拭件(图未示);研磨块63与配重块64通过连接杆65连为一体,随着研磨轮62的转动,配重块64带动研磨块63滑设于研磨轮62,从而研磨丝线。可选地,研磨轮62、研磨块63、配重块64及连接杆65均为两个,且一一对应,两个研磨轮62通过螺钉固定,擦拭件为吸水棉,进一步地,一个研磨轮62内的研磨块63与配重块64,与另一研磨轮62内的研磨块63与配重块64为对称设置,以充分研磨丝线的表面。为了冲洗丝线,研磨支撑座61设有注水口,水通过注水口进入研磨轮62,丝线经冲洗后,擦拭件吸水,确保研磨后丝线表面光洁。研磨机构60还包括研磨动力轮66、封盖67、研磨底壳68及研磨罩69,研磨动力轮66安装于靠近牵引机构50的研磨轮62上,封盖67安装于另一研磨轮62以封盖67擦拭件,研磨底壳68安装于工作台,研磨罩69盖设于研磨支撑座61。使用时,丝线穿设两个研磨轮62,研磨动力元件通过研磨动力轮66带动两个研磨轮62同步高速转动,在离心作用下,配重块64带动研磨块63移动抵接丝线,实现研磨丝线;且经水冲洗、擦拭件吸水,确保研磨后丝线表面光洁。
如图16至图18,追踪机构70,包括追踪支撑组件71、追踪传动组件72及裁切组件73,如图16与图17,追踪支撑组件71包括追踪支撑板711与滑设于追踪支撑板711的推拉滑块712,可选地,追踪支撑板711固定安装于工作台上,追踪支撑组件71还包括追踪导杆713,追踪导杆713竖直安装于追踪支撑板711,推拉滑块712滑设于追踪导杆713,进一步地,追踪导杆713为两个,推拉滑块712的两侧分别滑设于两个追踪导杆713,确保连接牢固。
请一并参阅图7与图18,追踪传动组件72包括追踪架721、传动轴722、推拉凸轮723、切刀凸轮724、切刀动力轮725及追踪动力元件726;追踪架721设置于追踪支撑板711的一侧,传动轴722转动连接追踪架721,推拉凸轮723、切刀凸轮724及切刀动力轮725依次间隔设置于传动轴722,推拉滑块712通过销轴固定于推拉凸轮723的一侧以便推拉凸轮723带动推拉滑块712沿追踪导杆713滑动,切刀凸轮724用于控制裁切组件73的运作,利用切刀动力轮725的惯性,切刀动力轮725提供切刀凸轮724转动的动力确保切刀凸轮724下压裁切组件73,追踪动力元件726与测量器信号连接,测量器用于测量金属丝线的进料速度与进料长度。可选地,追踪架721包括第一侧板7211、第二侧板7212、第三侧板7213、第一面板7214、第二面板(图未标)及底板7215,第三侧板7213与第二侧板7212安装于底板7215,第一面板7214连接第二侧板7212与第三侧板7213的同侧,第二面板连接第二侧板7212与第三侧板7213的另一侧,确保结构牢固;进一步地,第一侧板7211滑设于追踪支撑板711,底板7215滑设于工作台,确保结构牢固。传动轴722依次穿设第一侧板7211、第二侧板7212及第三侧板7213,推拉凸轮723设置于第一侧板7211与追踪支撑板711之间,切刀凸轮724设置于第二侧板7212与第三侧板7213之间,切刀动力轮725设置于第三侧板7213的一侧。
在一实施例中,追踪传动组件72还包括减速箱727,追踪动力元件726连接减速箱727,传动轴722穿设减速箱727,减速箱727用于控制传动轴722的转动,可选地,减速箱727的两侧分别连接第一侧板7211与第二侧板7212,从而使第一侧板7211、减速箱727、第二侧板7212及第三侧板7213连成整体。进一步地,追踪动力元件726为伺服电机,减速箱727为涡轮减速箱。追踪传动组件72还包括横刀凸轮728,横刀凸轮728设置于切刀凸轮724一侧。使用时,追踪动力元件726启动,通过减速箱727控制传动轴722转动,转动轴22带动推拉凸轮723、切刀凸轮724、切刀动力轮725及横刀凸轮728同步转动,推拉凸轮723带动推拉滑块712沿追踪导杆713竖直滑动,从而迫使第一侧板7211滑设于追踪支撑板711,底板7215滑设于工作台,整体沿金属丝线的进料方向移动,当传动轴722的转速与测量器的转速同步时,追踪架721运动速度与金属丝线运动速度同步,处于相对静止状态,同时在切刀动力轮725的作用下,切刀凸轮724与横刀凸轮728快速带动裁切组件73截断金属丝线。
为了截断金属丝线,裁切组件73包括切刀冲锤导块731、切刀冲锤732及裁切弹性件(图未示),切刀冲锤导块731安装于第二侧板7212与第三侧板7213之间,切刀冲锤732滑设于切刀冲锤导块731,切刀冲锤732对应切刀凸轮724设置,裁切弹性件内置于切刀冲锤导块731,裁切弹性件套设于切刀冲锤732。可选地,切刀冲锤导块731通过销轴安装于第一面板7214与第二面板。当需裁切时,切刀凸轮724下压切刀冲锤732,完成截断后,在裁切弹性件作用下,切刀冲锤732复位。在一实施例中,裁切组件73还包括压料冲锤733,压料冲锤733滑设于切刀冲锤导块731,压料冲锤733设置于切刀冲锤732的一侧,压料冲锤733对应横刀凸轮728设置。可选地,切刀冲锤732与压料冲锤733均为半圆,两者组装成圆柱状,裁切弹性件套设于切刀冲锤732与压料冲锤733。当需裁切时,横刀凸轮728下压压料冲锤733而固定金属丝线,防止金属丝线偏位,完成截断后,在裁切弹性件作用下,压料冲锤733复位。在一实施例中,裁切组件73还包括切刀垫块734,切刀垫块734安装于底板7215上。裁切组件73还包括刀座调节块735,刀座调节块735设置于追踪架721的一侧。
如图19至图21,截断机构80包括切刀支撑组件81、横刀组件82及竖刀组件83,如图19,切刀支撑组件81包括切刀座811,可选地,切刀座811设有横刀容纳腔(图未标)与连通横刀容纳腔的竖刀容纳腔(图未标),切刀垫块734用于安装切刀座811,刀座调节块735对应切刀座811设置,刀座调节块735用于调节切刀座811的水平位置,在第二侧板7212与刀座调节块735作用下,固定切刀座811。进一步地,切刀支撑组件81还包括切刀限位块812与横刀压块813,切刀限位块812安装于切刀座811的一端,横刀压块813安装于切刀座811的一侧,切刀支撑组件81还包括竖刀压块814,竖刀压块814安装于切刀座811的一侧,可选地,横刀压块813呈侧放的U形状,竖刀压块814呈侧放的U形状。
请一并参阅图20与图21,横刀组件82包括第一横刀821与第二横刀822,第一横刀821与第二横刀822均内置于切刀座811,第一横刀821与第二横刀822沿切刀座811的竖向间隔设置以容纳金属丝线,压料冲锤733用于推动第二横刀822靠近或远离第一横刀821移动;可选地,横刀容纳腔容纳第一横刀821与第二横刀822,第一横刀821固定安装于切刀座811内;进一步地,第一横刀821设有第一容纳槽(图未标),第二横刀822设有第二容纳槽(图未标),第一容纳槽与第二容纳槽用于容纳金属丝线。在一实施例中,横刀组件82还包括横刀弹性件823,横刀弹性件823的一端抵接第一横刀821,另一端抵接第二横刀822,可选地,横刀弹性件823为两个,横刀弹性件823为弹簧。
在一实施例中,横刀组件82还包括切刀缓冲件824、横刀缓冲件825及横刀按压件826,切刀缓冲件824的一端抵接第一横刀821与第二横刀822,另一端抵接切刀限位块812,以限定第一横刀821与第二横刀822水平方向的位置;横刀缓冲件825的一端抵接第二横刀822,另一端抵接横刀按压件826,横刀按压件826滑设于横刀压块813,横刀按压件826对应压料冲锤733设置。可选地,横刀按压件826凸设于横刀压块813,切刀缓冲件824与横刀缓冲件825均为弹簧。当需裁切时,压料冲锤733下压横刀按压件826,横刀按压件826再带动第二横刀822靠近第一横刀821,从而第一横刀821与第二横刀822配合压线,防止金属丝线偏位;完成截断后,压料冲锤733脱离横刀按压件826,在横刀弹性件823的作用下,第二横刀822远离第一横刀821,在横刀缓冲件825的作用下,横刀按压件826复位抵接横刀压块813。
请再次参阅图20与图21,竖刀组件83包括第一竖刀831与第二竖刀832,第一竖刀831与第二竖刀832均内置于切刀座811,第一竖刀831与第二竖刀832沿切刀座811的竖向间隔设置以容纳金属丝线,第一横刀31与第一竖刀831水平设置以便金属丝线传送,切刀冲锤732用于推动第二竖刀832靠近或远离第一竖刀831移动。可选地,竖刀容纳腔容纳第一竖刀831与第二竖刀832,进一步地,第一竖刀831设有第一滑槽(图未标),第二竖刀832设有第二滑槽(图未标),第一滑槽与第二滑槽用于容纳金属丝线,第一容纳槽连通第一滑槽。在一实施例中,第一竖刀831的一端设置限位部8311,限位部8311用于卡接第一横刀821的一端以限定第一竖刀831的位置。在一实施例中,第二竖刀832包括第二竖刀本体8321与竖刀按压部8322,横刀压块813用于抵接第二竖刀本体8321连接竖刀按压部8322的一侧以限定第二竖刀832的位置,竖刀按压部8322凸设于切刀座811,竖刀按压部8322对应切刀冲锤732设置。
在一实施例中,竖刀组件83还包括竖刀弹性件833,竖刀弹性件833的一端抵接第一竖刀831,另一端抵接第二竖刀832。可选地,竖刀弹性件833为两个,竖刀弹性件833为弹簧。竖刀组件83还包括竖刀缓冲件834,竖刀缓冲件834的一端抵接竖刀压块814,另一端抵接第一竖刀831。可选地,竖刀缓冲件834为两个,竖刀缓冲件834为弹簧。当需裁切时,切刀冲锤732下压第二竖刀832的竖刀按压部8322,进而使第二竖刀832靠近第一竖刀831,从而第一竖刀831与第二竖刀832配合截断金属丝线;完成截断后,切刀冲锤732脱离竖刀按压部8322,在竖刀缓冲件834的作用下,第一竖刀831复位,使限位部8311抵接第一横刀821,在竖刀弹性件833的作用下,第二竖刀832远离第一竖刀831,使第二竖刀本体8321复位抵接横刀压块813。
如图22所示,接料机构90包括接料支架91、接料托盘92、转动凸轮93、接料连杆94、卸料块95、接料动力元件96及托料件97,接料托盘92与接料动力元件96均安装于接料支架91,接料连杆94的一端枢接转动凸轮93,另一端枢接卸料块95,接料动力元件96用于驱动转动凸轮93转动,卸料块95枢接于接料支架91,托料件97安装于卸料块95;丝线传送至托料件97,完成截断后,接料动力元件96带动转动凸轮93转动,转动凸轮93通过接料连杆94带动卸料块95转动,从而带动托料件97翻转,使丝线从托料件97转移至接料托盘92。
为了实现自动化控制,金属丝线全自动精密智控校直截断设备还包括控制器,控制器与测量器信号连接,控制器根据测量器反馈的速度与位置信息计算出相应的待机、追踪、同步截断及返回曲线。由于追踪动力元件726移动速度从0到与测量器的转速一致,需要时间,而且,测量器与追踪支撑板711存在一定的距离,通过控制器计算得到响应曲线,确保传动轴722的转速与测量器的转速同步时,切刀裁切的切点与测量器测量的切点吻合,实现精确定长截断。可选地,控制器与各动力元件信号连接,实现自动化控制,进一步地,控制器为PLC控制器,设备全程采用PLC程序控制,屏显中文界面说明、指导,设有多项安全防范及运行监测系统,及预警、报警功能装置,保障了设备运行的稳定性和提高了产品合格率。
使用时,将金属丝线放置于调节座25a,再通过张紧机构20a与调节机构30a配合,各调节座25a向同心外圆自动扩展,轻松稳固扎捆金属丝线,能自动定位金属丝线的捆料中心;金属丝线通过感应导线轮43a后穿过绕线轮43,再进入导向机构10,感应件能够实时进行检测,感应件根据触发信号控制收放动力元件13a的工作,通过收放动力元件13a的正转与反转,实现自动放线与收线,而且,根据受到的拉力大小,感应杆44a触发感应件发出不同的信号,而控制收放动力元件13a的转速快慢,使送线与收线过程更加稳定,自如智控张紧与放松,达到稳定的张力,从而保证了产品的精度。
丝线经导向机构10进入拉线机构20后,经润滑机构30清洗,再进入校直机构40进行自动校直。初始时,丝线依次穿设第一连接部4211、第一导向块426、第二导向块427及第三连接部4213后,此时,丝线为直线同心;如图11所示,当需校直时,拔叉定位件431带动第一校直条422与第二校直条423同步滑设于校直滚筒421,使第一导向块426与第二导向块427错位,丝线由直线同心转换为曲轴同心做功,且在校直滚筒421的高速转动下,加大了第一导向块426与第二导向块427分别与丝线的摩擦,摩擦产热,使丝线快速自动校直;通过智控伺服离合精密推进调整错位,在高速异步动力传动中,完全快速实现了金属丝线自动校直,变频送线校直速度可依据丝线材质韧性的不同,采用无级变速,自动追踪校直速度对耗材磨损的监测,做自动同步精密补偿,有效提高生产效率,保障高品质的产品工艺,降低了原材料的浪费,颠覆了传统作业复杂工序和材料浪费。
完成校直后,经牵引机构50传送至研磨机构60,对丝线表面进行研磨,同时,测量器对测量轮54的转速及丝线的长度进行测量,当测量器测量到金属丝线达到预设的长度后,测量器反馈截断信号至控制器,控制器根据响应曲线控制追踪动力元件726启动,转动轴22带动推拉凸轮723、切刀凸轮724、切刀动力轮725及横刀凸轮728同步转动,推拉凸轮723带动推拉滑块712沿追踪导杆713竖直滑动,从而迫使第一侧板7211滑设于追踪支撑板711,底板7215滑设于工作台,整体实现沿金属丝线的进料方向移动,当传动轴722的转速与测量器的转速同步时,追踪架721运动速度与金属丝线运动速度同步,处于相对静止状态,同时在切刀动力轮725的作用下,横刀凸轮728快速带动压料冲锤733下压,使第二横刀822靠近第一横刀821,从而第一横刀821与第二横刀822配合压线,防止金属丝线偏位;同时,切刀凸轮724快速带动切刀冲锤732下压,使第二竖刀832靠近第一竖刀831,从而第一竖刀831与第二竖刀832配合快速截断金属丝线,使金属丝线的切口截面平整光洁、无变形;此时,切刀截断的切点与测量器测量的切点吻合;截断完成后,追踪动力元件726带动传动轴722反向运动,从而使整体快速复位。截断时,使传动轴722与金属丝线的来料速度达到同步,追踪架721与来料相对静止,消除了来料对切刀的压力以及与其相关的反作用力,通过智控追踪平移,伺服同步精密截断,在同步中平移精密截断,截面平整光洁无变形,可以保证截断端面的质量,实现精确定长截断。最后,完成截断的丝线经托料件97翻转至接料托盘92。
本发明的金属丝线全自动精密智控校直截断设备由系统装置精密构造,实现了多功能一体化智能设备控制中心,具有持久连续作业完整的生产智控性能,设备在运作过程中采用智能控制、自动检测以及智能启停控制技朮,操作简单,使用安全方便,易学亦懂即会使用,对操控管理人员的技能性要求低,可实现多机操作单人管理体系;设备具有全方位的安全信号及防护,在自动运行过程中能准确稳定监测并预警、报警系统的控制,以及同步发生在系统监控、操作触屏界面上,文字显示设备的工作状况说明。而且,设备生产运行中无油污、无污染、噪音低,直线度及截断平整面精度高,校直频率速度快,可根据各类金属丝线材质韧性精密调整设置,适应生产加工各类金属丝线(金属毛细管)材质的直径范围广泛,通用性能好,可校直金属丝线(金属毛细管)的直径范围:Ф0.15mm——Ф8.5mm,可截断直线长度范围:最短3mm,数控任意设定,最长无限(由丝线材质韧性所决定),设备可加工生产各类金属丝线的材质及金属毛细管,如:不锈钢、铜、铁、碳钢、铝、金、银、钛、锆、锰、钼、钨等。另外,采用全面精钢结构,稳定紧凑、运行平稳,体积小、占地少、维护简单、拆装方便,从真正意义上实现了高效、节能、环保。
本发明的金属丝线全自动精密智控校直截断设备,金属丝线盘卷通过收放架100流经校直机构40时,第一校直块424与第二校直块425移动而错位,使金属丝线由直线同心转换为曲轴同心进行校直;当达到预设的长度后,追踪机构70收到测量器的截断信号而追踪切点,当追踪机构70与测量器的转速同步,截断机构80进行截断,通过智控追踪平移,伺服同步精密截断,保证截断端面质量和截断长度。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 金属丝线全自动精密智控校直截断设备
- 金属丝线全自动精密智控校直截断设备