多主轴机床中的同时测量
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及一种用于机床的运行方法,其中,在机床的多个工件容纳部中各自布置有一个工件,并且在机床的多个主轴中各自布置有一个测量头,
-其中,主轴在相应的共同和同样的行进运动中相对于工件以共同和同样的方式重复地行进,直到达到用于相应的行进运动的相应的中断条件为止,
-其中,在相应的共同和同样的行进运动期间,为测量头分别测定相应的测量头相对于相应的工件的位置,相应的测量头在该位置接触相应的工件,从而能够根据为相应的工件测定的、相应的测量头的位置推导出关于相应的工件的几何说明。
本发明还涉及一种包括机器代码的计算机程序,该机器代码能由用于机床的控制装置执行,其中,机器代码的经由控制装置的执行使得控制装置根据这种运行方法控制机床。
本发明还涉及一种用于机床的控制装置,其中,能利用这种计算机程序为控制装置编程,从而使控制装置根据这种运行方法控制机床。
本发明还涉及一种机床,
-其中,机床具有多个用于各自容纳一个工件的工件容纳部,
-其中,机床具有多个用于各自容纳一个测量头的主轴,
-其中,机床具有这种控制装置。
上述内容从EP 0 326 625 A1中已知。
背景技术
在“常规”的机床中,通常存在单独的工件容纳部并且大部分还仅存在单独的主轴。当应当测量位于机床容纳部中的工件时,在机床的主轴中布置测量头。随后测量头借助于相应的行进运动依次连续地行进,直到测量头接触工件或脱离与工件的接触为止。测定在该时间点获得的、测量头相对于工件的位置。随后,根据全部为工件测定的、测量头的位置,能够推导出关于工件的几何说明,例如其尺寸或其轮廓或轮廓的各个元件的布置和设计。
此外,还已知具有多个工件容纳部和多个主轴的机床。该机床具有的优点在于,在每个工件容纳部中能够各自布置单独的工件,并且借助于用于所有主轴的统一的行进运动,能够实现对多个工件同时统一的加工。
在这种机床中还能实现对位于机床容纳部中的工件的测量。为了该目的,在机床的主轴中各自布置测量头。
通常的实践为分别仅启用测量头中的一个,借助于该一个测量头完全(也就是借助于多个行进运动)测量工件之一,然后启用另一个测量头并且重复行进运动,并且因此测量另一个工件。因此依次实施不同的行进运动,而分别启用一个且相同的测量头。仅当对于该一个测量头获得所有的测量结果时,才启用下一个测量头。该流程是非常耗时的。
从WO 2018/033 704 A1中同样已知的是,分别仅启用测量头中的一个。然而与通常的实践不同,在WO 2018/033 704 A1中依次多次实施相同的行进运动,其中分别相应启用测量头中的另一个。仅当对于该一个行进运动获得所有测量头的测量结果时,才转到下一个行进运动。该流程已经有改进,但还是需要很多时间。
发明内容
本发明的目的在于提出可行的方案,借助于其能够以简单和可靠并且首先快速的方式和方法来实现对多个同类型的工件的测量,并且还安全地避免测量头的损坏。
该目的通过具有权利要求1的特征的运行方法实现。该运行方法的有利的设计方案是从属权利要求2至4的内容。
根据本发明,开头部分所述类型的运行方法如下地设计,
-如果并且只要相应的测量头还未接触相应的工件,则测量头在相应的共同和同样的行进运动期间相对于测量头的相应的主轴保持在静止位置,并且在测量头接触相应的工件之后检测相应的测量头的、从相应的静止位置出发的相应的偏移,并且
-只要在相应的共同和同样的行进运动期间测量头中的至少一个测量头的偏移达到相应的最大偏移,就满足中断条件。
因此,在单独的相应的行进运动期间,能够一方面对于所有测量头同时或几乎同时地检测相应的测量头相对于相应的工件的相应的位置。由此不再要求多次依次(即对于每个测量头一次)地重复一个且相同的行进运动。因此,通过在共同的行进运动期间为所有的测量头检测相应的测量头的位置,能够省去行进运动的第两次、第三次等的实施。这能够实现对多个工件的快速有效的测量。也就是说,由此可能没有为测量头中的至少一个检测数据。然而一方面在这种工件(即在达到最大偏移的时间点仍未为与该工件相关联的测量头检测到位置)的加工中已经大概率地存在错误。但是由此首先能够避免损坏偏移达到其最大偏移的测量头。
优选提出,只要在相应的共同和同样的行进运动期间为所有测量头分别测定了位置,也就满足中断条件。由此能够立刻结束行进运动,并且对于相应的行进运动获得所有的测量结果。
此外总是优选的是,每当在相应的共同和同样的行进运动期间测量头中的至少一个测量头的偏移达到相应的最大偏移时,就发送消息给机床的操作人员。该消息能够立刻或在随后的时间点被发出。在这两种情况下提示操作人员测量失败以及在可能的情况下哪些测量失败。
原则上能够实现的是,为所有的测量头检测偏移并将其与相应的最大偏移比较。然而,在大多数情况下测量头都设计为同样的,从而使它们尤其也具有相同的最大偏移。在该情况下优选的是,仅将在相应的共同和同样的行进运动期间被首先检测位置的测量头的偏移与相应的最大偏移比较。通过该设计方案能够保持控制行进运动的控制装置的小的计算开销。
该目的还通过具有权利要求5的特征的包括机器代码的计算机程序实现。根据本发明,机器代码的经由控制装置的执行使得控制装置根据本发明的运行方法控制机床。
该目的还通过具有权利要求6的特征的控制装置实现。根据本发明,利用根据本发明的计算机程序为控制装置编程,从而使控制装置根据本发明的运行方法控制机床。
该目的还通过具有权利要求7的特征的机床实现。根据本发明,在开头部分所述类型的机床中设置根据本发明设计的控制装置。
附图说明
结合以下联系附图详细阐述的实施例的说明,本发明的上述特性、特征和优点及其实现方式和方法变得更明白易懂。在此以示意图示出:
图1示出机床和其构件,
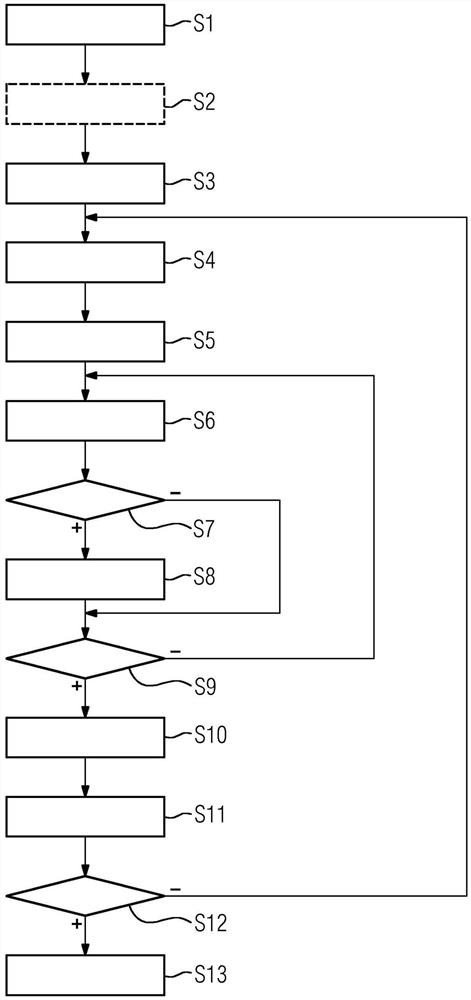
图2示出流程图,
图3示出在确定的时间点的工件和测量头,
图4示出在随后的时间点的、源于图3的工件和测量头,
图5示出流程图。
具体实施方式
根据图1,机床具有多个工件容纳部1。工件容纳部1例如能够布置在工件容纳部1共同的工件台2上。在工件容纳部1中能够分别布置工件3。机床还具有多个主轴4。在主轴4中能够分别布置测量头5。通常每个工件3正好对应一个测量头5。因此,在各个工件3和各自对应的测量头5之间存在1:1的关系。
机床还具有控制装置6。利用计算机程序7为该控制装置6编程。计算机程序7包括可由控制装置6执行的机器代码8。机器代码8的经由控制装置6的执行使得控制装置6根据运行方法控制机床,该运行方法接下来结合另外的附图被详细阐述。
机床通常在工件3上首先进行统一的加工。在理想情况下,工件3在加工之后是一致的。在工件3的加工期间在主轴4中不布置测量头5,而布置刀具、例如钻头或铣刀。为了加工工件3,控制装置6根据图2在步骤S1中通常驱控多个轴9,借助于这些轴使工件台2或通常使工件容纳部1和主轴4以相对彼此调节位置的方式行进。机床对工件3的加工对于专业人员一般是已知的并且在本发明的范畴中是次要的。因此对该加工不进行详细阐述。
随后将测量头5布置在主轴4中。该措施可以由机床的操作人员10手动实施。可替换地,该措施在步骤S2中由控制装置6实施。因为通过控制装置6实施步骤S2不是强制的,所以图2中的步骤S2仅以虚线示出。利用测量头5在主轴4中的布置开始根据本发明的方法。
只要需要,在步骤S3中首先实现对测量头5的校准。该校准单独用于相应的测量头5。该校准本身不是本发明的内容。然而必要时能够为每个测量头5在轴9的驱控的基础上明确并且精确地测定机械坐标系统中的相应的测量头5的相关布置。这种校准对于专业人员是已知的。因此不必详细阐述该校准。
随后,控制装置6在步骤S4中选择行进运动。在步骤S5中,控制装置6使主轴4行进到相应的行进运动的起始位置。在步骤S6中,控制装置6使主轴4相对于工件3行进。
行进运动对于主轴4是共同和同样的。“共同和同样”首先表示:机械坐标系中的测量头5的起始位置虽然是各不相同的,然而测量头5相对于测量头5的几何错位尽可能地与分别对应的工件3间的几何错位相应一致。因此,如果例如在工件台2上分别依次以30cm的间距布置四个工件3,则测量头5也分别相互错位30cm地依次布置。“共同和同样”还表示:机械坐标系中的测量头5的位置在测量头5相对于工件3的行进期间虽然也是各不相同的,但是在行进期间测量头5相对于测量头5的几何错位也尽可能地与分别对应的工件3间的几何错位相应一致。因此,如果例如测量头5在确定的方向上行进5cm,那么其它的测量头5也在相同的方向上行进5cm。因此,对于所有的测量头5,行进运动分别沿相同的方向进行并且经由相同的路程。
在测量头5的行进期间,控制装置6在步骤S7中检查测量头5之一是否接触到其对应的工件3。如果是这种情况,控制装置6在步骤S8中为这些测量头5检测并且存储相应的测量头5相对于对应的工件3的位置。该位置通常至少包括测量头5相对于分别对应的工件3的平移的坐标。只要需要,该位置(通常附加地)还包括测量头5相对于分别对应的工件3的方位。
术语“检测”在本文中不仅表示控制装置6的相应的位置短时间内是已知的并且随后又被遗忘。而是表示:需要保持存储该位置,直到对于所有的行进运动检测了相应的测量头5的相应的位置并且评估了这些位置。
在步骤S9中,控制装置6检查:其在相应的共同和同样的行进运动期间是否已经为所有的测量头5检测到与相应的测量头5对应的工件3的接触(即触摸)或接触的脱离。如果不是这种情况,则控制装置6返回到步骤S6,即继续行进运动。与之相反,如果控制装置6已经为所有的测量头5检测到与相应的测量头5对应的工件3的接触或接触的脱离,则控制装置6转到步骤S10。
在步骤S10中,控制装置6结束相应的行进运动。只要需要,控制装置6能够继续在步骤S11中引起测量头5相对于工件3的运动,从而使测量头5不再分别接触对应的工件3。例如,控制装置6能够在步骤S11中将测量头5送到限定的标准位置。然而在本发明的一些设计方案中,步骤S11还能以另外的方式被设计或甚至可能被取消。
随后,控制装置6在步骤S12中检查:其是否已经实施了所有的行进运动。如果不是这种情况,控制装置6返回到步骤S4。然而,其在步骤S4的再次实施时选择至今还未实施的行进运动。在其他情况下控制装置6转到步骤S13。随后,在步骤S13中能够评估在重复实施步骤S8时分别检测的位置。特别地,在该评估的范畴中能够根据为相应的工件3检测的、相应的测量头5的位置推导出关于相应的工件3的几何说明。步骤S13通常是根据本发明的运行方法的一部分。然而,其在个别情况下也由不同于控制装置6的装置实施。
在根据本发明的方式的范畴中,即在用于每个测量头5的一个且相同的行进运动的范畴中各检测一次其位置。当例如根据图3所示实现测量头5相对于工件3在以箭头11示出的方向上的行进运动时,在图3所示的情况中,右边示出的测量头5首先接触其对应的工件3直到该时间点,即只要测量头5还未接触工件,测量头5就根据图3所示相对于其相应的主轴4保持在相应的静止位置。
在接触的时间点检测并且存储相应的测量头5的示出的位置。因为在该时间点图3左边示出的测量头5还未接触其工件3,所以继续该行进运动,直到该测量头5也接触到其工件3。右边的测量头在该时间段(即虽然在相应的共同和同样的行进运动期间但是在接触“其”工件3之后)期间从其静止位置(图4以虚线示出)偏移了一个偏移Δ。偏移Δ通常仅是很小的。仅当也在图3和图4的左边的测量头5接触其工件3(或者通常最后的测量头5接触其工件3)时,结束行进运动。
图5示出了实际的本发明。其在图2的基础上建立。因此,整个步骤S1至S13不再阐述。然而,图5还至少包括步骤S21和S22。在步骤S21中,控制装置6为每个已经接触其工件3的测量头5测定其当前的偏移Δ。在步骤S22中,控制装置6为每个已经接触其工件3的测量头5检查:其当前的偏移Δ是否达到或超过相应的最大偏移Δmax。只要是这种情况,如果不是所有的测量头5都接触其相应的工件3或者脱离与相应的工件3的接触,则控制装置6随后也转到步骤S10。
根据本发明的设计方案因此提出,相应的行进运动的中断条件不仅当在相应的行进运动的范畴中为所有的测量头5分别检测了位置时被满足。更确切地说,相应的行进运动的中断条件在相应的行进运动期间测量头5中的至少一个的偏移达到其相应的最大偏移Δmax时也被满足。
通常还存在步骤S23。在步骤S23中,控制装置6将消息M发送给操作人员10。消息M能够根据需要立刻或随后(例如在步骤S13的评估的范畴中)被发送给操作人员10。
步骤S21还能够被如下地修改,即仅为在相应的行进运动期间被首先检测位置的测量头5(即首先接触其工件3的测量头)检测偏移Δ,并且将该偏移与相应的最大偏移Δmax比较。
本发明具有许多优点。尤其能够以高效和快速的方式实现对多个工件3的测量。排除了损坏机床或工件3的风险。此外给出了简单的编程。
尽管通过优选的实施例在细节上详细地阐述并描述了本发明,但本发明并不局限于所公开的实例,并且其它的变体能够由专业人员推导出,这并不脱离本发明的保护范围。
- 多主轴机床中的同时测量
- 机床中的主轴转速的监视装置及监视方法、机床