一种家用电器的内腔板支撑凸台的冲压模具
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及冲压模具的技术领域,特别涉及一种家用电器的内腔板支撑凸台的冲压模具。
背景技术
现有的微波炉和烤箱的内腔一般都多个托板,托板由上至下设置,微波炉和烤箱的内腔的左、右侧壁上都是由上至下设置多个支撑凸台,以支撑多个托盘,从而实现多层食物烘烤。
但是,目前,微波炉和烤箱的腔体板的成型模具在板体上冲压成型多个支撑凸台,都是先冲上、下两侧的支撑凸台,后面再成型中间的支撑凸台,这样的冲压方式导致,腔体板容易被冲破裂,因为,当两边的支撑凸台冲压成型好之后,两边的支撑凸台之间的腔体板的长度固定,腔体板的可伸缩量固定,之后中间支撑凸台的冲压,会使得腔体板的厚度变薄,容易被冲破裂,导致整块腔体板报废。因此,现有的腔体板的支撑凸台冲压模具的结构需要作进一步改进。
发明内容
本发明的目的在于提供一种结构简单、合理、支撑凸台成型效果好、不容易被冲裂、冲压效率高的家用电器的内腔板支撑凸台的冲压模具。
本发明的目的是这样实现的:
一种家用电器的内腔板支撑凸台的冲压模具,包括上模具和下模具,所述上模具由上托板、上模座、上垫板、上夹板以及上模板由上往下依次设置构成,所述下模具由下托板、下模座、下夹板、下脱板以及下模板由下往上依次设置构成,所述上模板的底面水平间隔设置设有多条成型凹槽,所述下模板上水平设置且上下滑动设置有多条浮动成型凸模,所述下模板上水平设有至少两条固定成型凸模,所述浮动成型凸模的位置和固定成型凸模的位置与成型凹槽的位置对应,所述多条浮动成型凸模和至少两条固定成型凸模依次间隔设置在下模板上,所述固定成型凸模的底部坐于下夹板上,所述浮动成型凸模的水平高度高于固定成型凸模的水平高度,所述浮动成型凸模位于下模板的中心区域,所述固定成型凸模位于下模板的两侧,所有的浮动成型凸模位于固定成型凸模之间。本发明冲压模具冲压板材时,中间位置的浮动成型凸模预先冲压和成型中间的支撑凸台,然后再由两侧的固定成型凸模冲压两侧的支撑凸台,由此可见,本发明冲压模具是先冲板材中间的支撑凸台,然后再冲板材两侧的支撑凸台,因此,本发明每次冲压时,板材都有足够的伸缩量,来给成型凸模拉伸成支撑凸台,从而避免本发明所冲压的板材的支撑凸台被冲破裂,使得支撑凸台成型效果好、冲压效率高。
本发明还可以作以下进一步改进。
所述浮动成型凸模的底部设有氮气冲压弹簧。
所述氮气冲压弹簧设于下夹板上。
所述下脱板对应浮动成型凸模和固定成型凸模设有让位导向孔,所述浮动成型凸模和固定成型凸模位于对应的让位导向孔内。
所述下模板上设有对应浮动成型凸模设有安装孔,所述浮动成型凸模上下滑动设置在安装孔内。
所述下脱板上下弹性滑动设置在下模板的顶面,从而方便下脱板在开模时,顶起板材,实现脱料。
所述浮动成型凸模和固定成型凸模呈条状。
所述多条成型凹槽的深度相同,因此冲压成型后的板材的所有支撑凸台的厚度相同。
所述下模板上设有三条浮动成型凸模,中间的浮动成型凸模的水平高度高于两侧的浮动成型凸模的水平高度,因此三条浮动成型凸模会预先冲压板材,预先成型支撑凸台。
所述浮动成型凸模和固定成型凸模的顶部呈山坡状,以使成型后的支撑凸台也呈山坡状,用于支撑托盘。
本发明的有益效果如下:
本发明冲压模具冲压板材时,中间位置的浮动成型凸模预先冲压和成型中间的支撑凸台,然后再由两侧的固定成型凸模冲压两侧的支撑凸台,由此可见,本发明冲压模具是先冲板材中间的支撑凸台,然后再冲板材两侧的支撑凸台,因此,本发明每次冲压时,板材都有足够的伸缩量,来给成型凸模拉伸成支撑凸台,从而避免本发明所冲压的板材的支撑凸台被冲破裂,使得支撑凸台成型效果好、冲压效率高。
附图说明
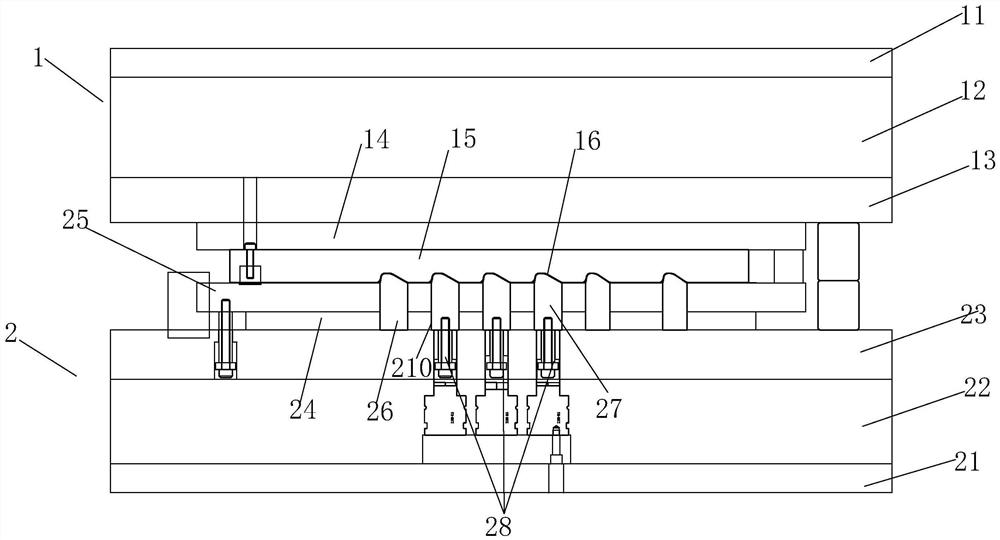
图1是发明的内腔板支撑凸台的冲压模具合模时的结构示意图。图2是本发明的内腔板支撑凸台的冲压模具开模时的结构示意图。
图3是本发明的内腔板支撑凸台的冲压过程图。
图4是本发明所冲压的内腔板的结构示意图。
具体实施方式
下面结合附图及实施例对本发明作进一步描述。
实施例一,如图1至图4所示,一种家用电器的内腔板支撑凸台的冲压模具,包括上模具1和下模具2,所述上模具1由上托板11、上模座12、上垫板13、上夹板14以及上模板15由上往下依次设置构成,所述下模具2由下托板21、下模座22、下夹板23、下脱板25以及下模板24由下往上依次设置构成,所述上模板15的底面水平间隔设置设有多条成型凹槽16,所述下模板24上水平设置且上下滑动设置有三条浮动成型凸模27,所述下模板24上水平设有两条固定成型凸模26,所述浮动成型凸模27的位置和固定成型凸模26的位置与成型凹槽16的位置对应,所述三条浮动成型凸模27和两条固定成型凸模26依次间隔设置在下模板24上,所述固定成型凸模26的底部坐于下夹板上,所述浮动成型凸模27的水平高度高于固定成型凸模26的水平高度,所述浮动成型凸模27位于下模板24的中心区域,所述固定成型凸模26位于下模板24的两侧,所有的浮动成型凸模27位于两条固定成型凸模26之间,所述浮动成型凸模27的底部设有氮气冲压弹簧28。
作为本发明更具体的技术方案。
所述氮气冲压弹簧28设于下夹板23上。
所述下脱板25对应浮动成型凸模27和固定成型凸模26设有让位导向孔29,所述浮动成型凸模27和固定成型凸模26位于对应的让位导向孔29内。
所述下模板上设有对应浮动成型凸模27设有安装孔210,所述浮动成型凸模27上下滑动设置在安装孔210内。
所述下脱板25上下弹性滑动设置在下模板24的顶面。
所述浮动成型凸模27和固定成型凸模26呈条状。
所述多条成型凹槽16的深度相同。
所述下模板24上设有三条浮动成型凸模27,中间的浮动成型凸模27的水平高度高于两侧的浮动成型凸模27的水平高度。
所述浮动成型凸模27和固定成型凸模26的顶部呈山坡状。
本发明的工作原理是:
本发明工作时,机械手抓取板材3,并放在下模板24上,下模具2将板材3定位好,之后油压机驱动上模具1下降,上模板15跟着上模具1一起下降,上模板15开始压到下脱板25,并带动下脱板25一起下降,多个浮动成型凸模27开始凸出下脱板25,跟着,中间的浮动成型凸模27先压到板材3,并将板材3压入到上模板15的成型凹槽16内,跟着其两侧的浮动成型凸模27也陆续将板材3压入到上模板15的成型凹槽16内,从而预先冲压出三个支撑凸台31,三个氮气冲压弹簧28被压缩,在此过程中,浮动成型凸模27都随着上模板15而下降,最后才轮到最外侧的两个固定成型凸模26将板材3压入到上模板15的成型凹槽16内,与此同时下脱板25已经抵靠在下模板24的顶面,所有浮动成型凸模27的底部也都抵靠在下夹板23的顶面,下脱板25和浮动成型凸模27都不再下降,下脱板25和浮动成型凸模27都在板材3上冲出支撑凸台31。而且,所有浮动成型凸模27的顶部的水平高度和固定成型凸模26的顶部的水平高度一致,从而保证板材3上的所有侧板凸台的厚度都一致。当下模具2上升后,上模板15的多个成型凹槽16脱离板材3和下脱板,氮气冲压弹簧28恢复形变,并往上顶起浮动成型凸模27,下脱板在弹簧的作用下,往上顶起板材3,板材3脱离浮动成型凸模27和固定成型凸模26,至此,本发明的冲压工序已经完成,之后机械手可以将板材3抓取走。
- 一种家用电器的内腔板支撑凸台的冲压模具
- 一种家用电器的内腔板支撑凸台的冲压模具