一种风力送丝系统、管路选择器、送丝方法及清理方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及一种风力送丝系统、管路选择器、送丝方法及清理方法,尤其适用于卷烟厂生产中使用的风力送丝系统、管路选择器、送丝方法及清理方法。
背景技术
风力送丝是卷烟生厂烟丝输送的主要方式,N台卷烟机形成一个送丝分区,由一台除尘风机和一个除尘器对分区内的烟丝输送提供动力和除尘。目前的送丝系统,每台卷烟机的要丝是随机发生的,理论上需要满足同时全部分区内卷烟机的要丝要求,然而每台所需要供丝时间很短,然后不断的重复要丝,由于风力输送系统本质属于大滞后的系统,其响应的迟缓将导致送丝稳定性的问题,这些因素导致长期以来风力送丝系统存在以下四大问题:
1)配方调整问题:未来烟草生产企业朝智能制造的方向发展,需要适应柔性生产模式的转变,多品种、小批量生产是大势所趋,要求每台卷烟机能够根据订单的变化频繁调整烟丝配方,现有的设备很难实现这种灵活配方的生产调度;
2)造碎问题:卷烟机供丝过程中各个机台启停频繁且具有随机性,导致各送丝管道的风速扰动强烈,这种不稳定性导致烟丝造碎变大;在卷烟机处的烟丝与输送气分离的过程中,随着烟丝的填满集丝器,烟丝所承受的压力逐步增大而导致了额外的造碎;此外,烟丝输送管道的布置既有水平、也有垂直往上、垂直往下,在同样的气力作用下这几种状态下烟丝速度是不一样的,尤其是在喂丝的启动阶段,为了保证烟丝在垂直向上、由静态到平稳传输阶段所需的最小气力,作用于后续垂直往下的管道传输时也可能是处在超速状态、对降低造碎不利的,这种全程恒定的气力作用于多种管道传输状态的体制,是一种顾此失彼的设计。
3)维护问题:风力送丝管路距离较远,风速的波动还可能导致管路堵料,查找堵料位置、疏通管路缺乏有效措施,此外除尘器长期高强度连续工作造成对维护提出严苛的要求,以上维护问题迫切需要解决;
4)能耗问题:风力送丝的能耗一直是一个难题,一个分区里多个卷烟机无规则申请要烟,只能够按照同时满足最多卷烟机要烟的要求进行设计,造成不必要的浪费。
针对上述技术的不足之处,提供一种能够实现烟丝生产配方的灵活配置,降低机台启停次数,可以分段控制不同管道布局下的风力速度和改变烟丝分离的方式,保证烟丝造碎低、且有效能耗降低,查找管路堵塞和疏通方便,系统维护便利的风力送丝系统、管路选择器、送丝方法及清理方法。
为实现上述技术目的,本发明的风力送丝系统,为多台喂丝机对多台卷烟机供应烟丝,它包括喂丝选择器、喂丝管、送丝管、卷烟分流器、喂丝分流器、卷烟选择器、本地料仓,风控器、除尘器、除尘风机、清管选择器和送丝系统控制器;所述喂丝选择器和卷烟选择器结构相同,两者结构均为一端设有单管路接口、另一端设有多管路接口的多对单管路选择器,根据需要一端的单管路接口能够与另一端的多管路接口的任一接口选择导通;所述卷烟分流器和喂丝分流器为结构相同的多出口分流器,卷烟分流器包括一个入口以及与不多于卷烟选择器数量的出口,喂丝分流器包括一个入口以及不超过喂丝选择器数量的出口,喂丝分流器的入口端与喂丝机的一个出口连接,每个喂丝选择器的多管路接口中的一个接口与喂丝机一个出口连接或者通过喂丝分流器与喂丝机的出口连接,每一个喂丝选择器的单管路接口均通过送丝管与卷烟分流器的入口连接,卷烟分流器的每个出口端通过管路与一个卷烟选择器的多管路接口中的一个接口连接,卷烟选择器的单管路接口通过管路与本地料仓入口相连,本地料仓出料口与卷烟机连接;
本地料仓回风出口与风控器入口连接,风控器出口通过回风管连接有集束箱的一个入口,集束箱出口通过除尘管与除尘器相连接,除尘器内设有压力传感器,压力传感器与送丝系统控制器连接,经过除尘器过滤的清洁空气被除尘风机抽吸并且逐步排放到大气中。
所述的卷烟分流器和喂丝分流器均为多个歧管模块拼接组合构成,所述的歧管模块为三通结构或多通结构,三通结构为在直管一侧上设有一个弧形弯管作为与卷烟选择器连接的出口,所述多通结构为在直管的末端上设置多个弧形弯管作为与卷烟选择器连接的出口,其中三通结构的直管首尾相互匹配,便于多个三通结构通过直管部分相互无缝连接,多通结构在直管的前端也便于与三通结构的直管末端相连接,使用时可以利用多个三通结构首尾连接从而拓展出口,并在最后一级三通结构上连接多通结构;卷烟分流器或喂丝分流器用以扩展连接口,当喂丝机需要与超过其出口数量的喂丝选择器连接时通过喂丝分流器扩展接口;所述歧管模块的弧形弯管的转弯曲率为5-10倍管道直径,从而有效减少烟丝在输送经过歧管模块时因为非平缓改变方向产生的冲击力而产生的烟丝破碎,安装时歧管模块中心线尽量与地面垂直与地面,如果不能满足,歧管模块中心线与地面的夹角不小于60°。
进入喂丝机的烟丝,在除尘风机负压作用下,借助静压箱的空气,经过送丝管输送到本地料仓,风控器设置在本地料仓之后的回风管与集束箱之间,本地料仓(7)的回风口一、回风口二的回风气流合路后接入风控器,风控器输出的气流通过回风管接入集束箱,气流从集束箱输出后通过除尘管连接到除尘器,送丝管内的风速由风控器作为主控制设备控制,风控器包括风控器主机(80),除尘风速传感器和主控风门,其输入信号包括安装在送丝管上的烟丝风速传感器以及除尘风速传感器,风控器主机(80)根据需要控制安装风管上主控风门的开度,从而调整除尘风速;烟丝风速传感器的位置设置在送丝管喂丝段,离开喂丝选择器之后的送丝弯管之前;分风器的入口与送丝弯管出口连接,分风器出口与送丝管连接,分风器内侧滤板下方通过助力管接到静压箱的一个入口,静压箱上设有进风口助力管间设有助力风机,用以将送丝管的部分气流输送到静压箱中,用作重复使用的风力输送气源,气源不足部分是从进气口吸入的大气,风控器还控制助力风机的频率,用以辅助调整烟丝在分风器前的送丝管内的风速,实现烟丝在不同传输状态下的平稳烟丝传输。
所述经过除尘器过滤的清洁空气通过管路连接有除尘风机,除尘风机的出口还通过循环管连接有循环箱,循环箱内设有水雾化器和循环箱压力传感器,循环箱上设有两个入口,其一与除尘风机连接,其二管路连接有循环风机,根据循环箱压力传感器调控循环风机;通过前循环管与集束箱相连接,循环箱出口通过循环管与静压箱一个入口相连,实现循环风送的重复利用,循环风风量与排放到大气的尾气风量比例范围为1.0-2.0之间。
所述本地料仓包括上下连通的滤室一、滤室二、上料仓和下料仓,其中滤室一设置在滤室二上方,滤室二下方依次设置上料仓和下料仓,下料仓出口安装在卷烟机集丝器上,上料仓和下料仓之间设有控制两者开闭的上仓阀,下料仓与卷烟机集丝器之间设有控制两者开闭的下仓阀;上料仓和下料仓的容积比例为5:2,总容积为0.5-1.0m
所述的滤室一上方设有进料口与送丝管4相连,进料口内侧连接有弧形面的半月分离管,半月分离管的截面呈现半月形90°弯管,入口直径与进料口一致,并且随着角度到90°位置,直径渐变增加至2倍入口直径,外圆弧曲率约为送丝管的5-10倍直径,半月分离管的内侧安装回风口一的集气室,集气室与半月分离管之间置滤板一,利用送丝气流通过半月分离管形成的烟丝离心作用,滤板一在高效地完成烟丝和输送空气分离任务;小部分空气和烟丝顺着半月分离管进入滤室二,通过内设在滤室二的滤板二将剩余部分输送气体与烟丝分离,分离之后的输送气体被回风口二抽走;半月分离管设置为弧形面、且腔体呈现逐步增大、滤板一也逐步增大的形状,烟丝气流在离心力作用下,顺着弧形面往下传送,随着滤室空间变大,气流和烟丝的速度逐步变小,有利于减轻高速烟丝下落造成的破碎;自由下落的烟丝被安装在滤室二的烟拨丝辊缓冲并且均匀散开落进并且储存在上料仓中,直到触发设置在上料仓内的上料仓满传感器后,停止本轮烟丝的输送;滤板一安装有压力传感器和滤室压力传感器,用于监视在批次过程中本地料仓的压损,供送丝系统控制器用于滤室状态分析和分离报警功能,当批次完成时,送丝系统控制器启动清管功能,配方烟丝通道与清管风机连通,由负压更大的清管风机清除挂在滤板一和滤板二上的烟丝和尘土,期间调节阀一和调节阀二交替关停,强化清洁效果。
一种述风力送丝送丝方法,其步骤为:
烟丝在气流的作用下从进料口进入滤室一,烟丝紧贴着烟丝腔一的半月分离管的圆弧面向下输送并穿过滤室二的拨丝辊进入并且储存于上料仓中,打开上仓阀后烟丝进入下料仓,打开下仓阀后烟丝给入卷烟机集丝器;当卷烟机集丝器将烟丝翻进卷烟机后,下料仓开启下仓阀向卷烟机集丝器内装丝直至返回满丝信号,关闭下仓阀;当下料仓空信号被检测到,打开上仓阀,上料仓给下料仓装丝;当检测到下料仓满信号,关闭上仓阀,配方烟丝通道恢复密封状态,向送丝系统控制器发出本地料仓就绪信号,即可启动送丝系统给上料仓送丝,直到检测到上料仓满信号,风控器关闭主控风门和助力风机,向送丝系统控制器发出送丝周期结束信号,送丝系统控制器执行排队中其他配方烟丝通道的送丝任务;重复上述步骤从而实现为卷烟机连续提供烟丝。
所述所有送丝管上间隔设有多个清管阀,喂丝选择器的多管路接口设有一个清洁口,喂丝选择器的清洁口通过清空管连接到清管选择器的多管路接口,清管选择器的结构与喂丝选择器一样的多对单管路选择器,多管路接口的数量与喂丝选择器的数量相同,每个喂丝选择器的清洁口通过清空管与清管选择器的多管路接口中的一个接口连接,清管选择器的单管路接口连接有暂存仓,暂存仓内安装有直径为0.5mm-1mm滤孔的滤板,暂存仓的入口与清管选择器的单管路接口连接,其出口连接有清管风机。
一种风力送丝系统的堵管清理方法,其步骤为:
送丝系统控制器实时检测所有喂丝选择器和卷烟选择器内的压力值,当检测到压力数值超过预设的正常范围时判断异常,预判所在送丝管发生堵管,送丝系统控制器启动防堵功能,强制主控风门快速地全闭-全开操作三次,以最大的负压尝试将送丝管内可能发生的烟丝吸出,当防堵功能完成以后,如果喂丝选择器和卷烟选择器内的压力数值依然不能恢复到正常范围时,判断预防性疏通失败,关闭风控器的主控风门,停止该配方烟丝通道工作;送丝系统控制器切换到清管模式,清管选择器选通喂丝选择器清管口,启动清管风机,然后从最靠近喂丝选择器的清管阀开始由近及远轮流开启设置在送丝管各个位置的清管阀,对送丝管实现反方向脉冲式抽吸,将堵塞送丝管的烟丝吸出并保存在暂存仓中,清除喂丝选择器到卷烟选择器之间送丝管内包括堵料点在内的所有烟丝;完成清管功能后,清管选择器关闭所有与喂丝选择器的管路并且发送管道正常指令至送丝系统控制器,恢复风力送丝系统正常生产;整个过程中未发生堵塞的送丝管正常工作;清管系统也可以在生产线长时间计划停车的情况下,清空管道的残留烟丝,保证重新开工的系统正常。
一种风力送丝系统所用的多对单管路选择器,其特征在于:多对单管路选择器包括弧形曲面漏斗结构的接料仓,接料仓内设有负压传感器,接料仓上部有一个选择顶盖,选择顶盖上沿着一个同心圆上设置多个间隔均匀的进丝接口,多个管道接口分别与待选择的多个输入管道连接,接料仓下部为一个出丝接口,接料仓弧形曲面曲率为5~10倍送丝管的直径大小,利用弧形结构有效减少烟丝破损,接料仓内壁设有用于监控内部负压的负压传感器;紧贴选择顶盖下部设有选择闸板,选择闸板的圆周上开有一个选通接口,选通接口位于与多管道接口同样的同心圆位置上,选择顶盖上部设有驱动电机,驱动电机驱动选择闸板旋转,通过选择闸板的转动即可与各个多管接口逐一完全对准,实现对多个管道接口中的任意一个选通;为了保证密封,选择闸板与选择顶盖之间设有密封。
所述选择顶盖的进丝接口与选择闸板的选通接口之间紧密连接,切换连通进丝接口过程与外界隔离均在密封环境下完成,使得切换过程中的烟丝不与外界接触,进丝接口与选通接口的边缘紧挨接料仓的弧形曲面,有效减少烟丝在移动中的损坏。顶盖中的进丝接口间还设有一个清洁接口,清洁接口的结构与多管路接口相同,通过转动选择闸板使选通接口与清洁接口连通。
所述选择顶盖的多管路接口旁以及选择闸板的选通接口旁均设有位置开关,以保证选择闸板的选通接口与多个进丝接口中的任一接口准确匹配定位连接,不会导致因为接口没对齐从而出现通道变形;
所述接料仓内部设压力传感器;选择闸板通过驱动滚轮在选择顶盖与接料仓之间转动到指定位置。
有益效果
a)通过增加喂丝选择器、歧管模块、卷烟选择器三个新型的关键部件,对风力送丝系统中的三大关键设备:喂丝机、送丝管、卷烟机进行了可选择性改造,使这些数量有限的、难以柔性切换的资源具备了任意组合连接的能力,实现了快捷、方便的设备资源配置,满足柔性生产过程中的多配方快速切换要求。
b)扩展可选择功能的选择器对喂丝机和卷烟机均可通用,具有多个管道入口和一个管道出口,设置清管接口以备必要时对管道进行疏通操作;设置负压传感器保证随时能够检测选择器内的堵料情况;在管道切换选择时能保证传输空气的密封性;且其外形为弧形结构有利于烟丝平缓通过;通过电机驱动实现管道的自动接通;设置位置开关保证任一接口在接通能够准确对准。
c)扩展选择功能的歧管模块设置成三通或者多通结构,可以通过级联进行拼接实现任意选择数量的配置,出口管设置成弧形结构便于烟丝平缓输出。
d)传统的烟丝喂丝、传输、卷烟是一个同步运行的机制,环环相扣,其突出的缺点是小包装的卷烟流程决定了生产线始终处在频繁的启停状态,对风速的控制难以做到平稳。本发明设置了一个较大容量、二级缓存机制的烟丝存储本地料仓,使得烟丝的喂丝、传输两个环节与卷烟环节之间是异步工作,大大降低了设备启停的频繁程度,从根本上解决了风速稳定问题,很好地解决了造碎问题。
e)对不同布局的传输管道设置双环路风力调节措施,保证烟丝的传输平缓,解决某些管段中低速引起的堵料而另一些管段高速造碎大的相互矛盾的问题。
f)传输物料的空气需要耗费大量的能量来保持恒温恒湿,在传统设备中,这些恒温恒湿的空气经过除尘后是直接排放到大气中的,本发明设置了循环风再利用的设计,可以降低烟丝水分和香味的散失,并有效降低能耗。
g)本发明还对传统的气料分离室的方式进行了改进:现有卷烟机内设集丝器,滤板同时兼做储丝室的一个立面,因此当储丝室的烟丝逐步增加的时候,过滤面积逐步减小,导致集丝器的压损越来越大,除尘分机必须要提供更大的动力以便把烟丝从喂丝机吸过来,这样造成两个问题,集丝室的烟丝受压破损和送丝管负压不够导致堵料和烟丝供应不足。本发明的本地料仓设计中,滤板是专门过滤之用,与储丝是分开的,保证了储丝室的烟丝变化不会影响滤板的过滤面积,从而避免了压损带来的风速不平稳;而且由于设计成半月分离室,保证了烟丝附着在滤板的概率大大降低,避免了烟丝吸附在滤板造成的堵料和分离造碎问题。
h)本发明所采取的双环风速控制、分离室的过滤机制、送丝周期变长等措施,在保证烟丝的平缓传输的同时实际上降低了堵管的风险;即使在异常情况下出现堵管,清管选择器、清管风机、清管阀等装置构成的清管机制将会启动清管动作,实现堵管事故的自动恢复。
本发明的主要优点:
a)以快捷、方便的形式实现配方变化所需的设备最大化组合,实现配方选择100%灵活性配置,满足柔性化生产的需求,通过配方自动调整跟踪,确保生产准确执行,提高生产效率
b)保证烟丝在生产过程中的传输平稳性大大增强,有效解决烟丝的造碎率难题。
c)具有自动检测堵料故障,并可以实现自动清管操作,快速恢复生产线的工作,维护的成本和难度大大降低。
d)大大降低能耗,满足环保生产的需求。
附图说明
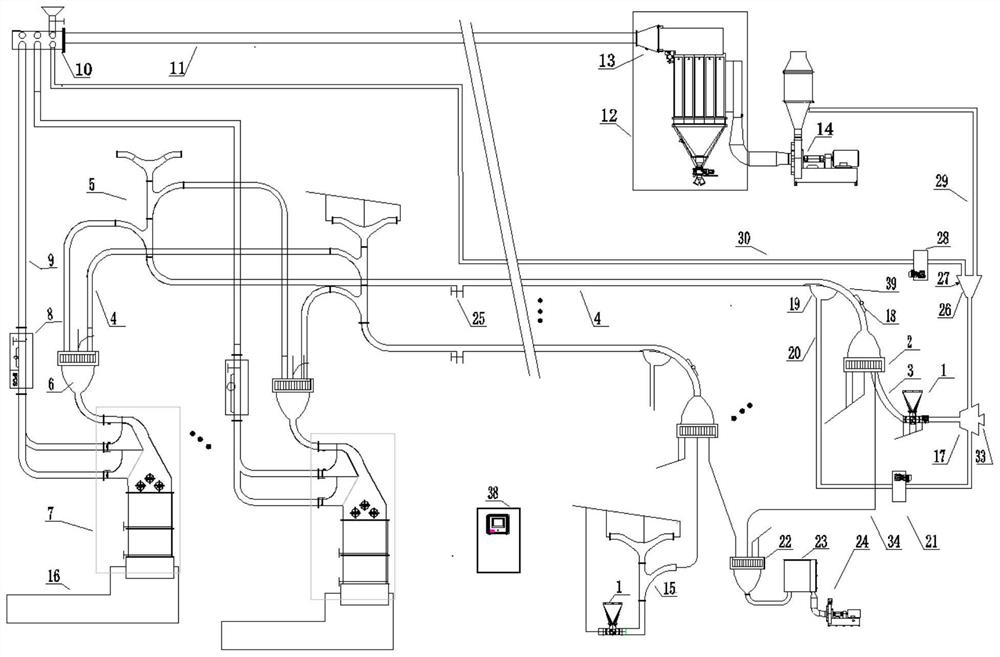
图1是本发明风力送丝系统的结构示意图;
图2是本发明安装卷烟分流器和喂丝分流器后的结构示意图;
图3是本发明风力送丝系统的风速控制部分示意图;
图4是本发明风力送丝系统的本地料仓结构示意图;
图5是本发明风力送丝系统的循环气流管路示意图;
图6是本发明风力送丝系统的多对单管路选择器结构示意图。
图中:喂丝机1、喂丝选择器2、喂丝管3、送丝管4、歧管模块5、卷烟选择器6、本地料仓7、风控器8、回风管9、集束箱10、除尘管11、除尘器12、负压传感器13、除尘风机14、喂丝分流器15、卷烟机16、静压箱17、烟丝风速传感器18、分风器19、助力管20、助力风机21、清管选择器22、暂存仓23、清管风机24、清管阀25、循环箱26、水雾化器27、循环风机28、循环管29、前循环管30、循环箱压力传感器31、进风口33、清空管34、送丝系统控制器38、送丝弯管39、本地料仓进料口40、回风口一41、回风口二42、半月分离管43、滤室一44、滤板一45、滤室二46、滤板二47、拨丝辊48、上料仓49、上仓阀50、下料仓51、下仓阀52、压力传感器53、滤室压力54、调节阀一55、调节阀二56、卷烟机集丝器57、多管路接口端60、选择闸板61、进丝接口62、出丝接口63、接料仓64、驱动电机65、位置开关66、负压传感器67、清洁接口68、选通接口69、密封70、上料仓满传感器71、上料仓高传感器72、下料仓满传感器73、下料仓空传感器74、风控器主机80,除尘风速传感器81,主控风门82。
具体实施方式
下面结合附图对本发明的实施例做进一步说明
如图1所示,本发明的风力送丝系统,为多台喂丝机1对多台卷烟机16供应烟丝,包括喂丝选择器2、喂丝管3、送丝管4、卷烟分流器5、喂丝分流器15、卷烟选择器6、本地料仓7,风控器8、除尘器12、除尘风机14、清管选择器22和送丝系统控制器38;送丝系统控制器38包括PLC主机、设置在除尘器的压力传感器13、设置在喂丝选择器位置传感器66和设置在卷烟选择器位置传感器96;送丝系统控制器38用以输出控制风控器8的开度、除尘风机14的频率和通过喂丝选择器2与卷烟选择器6选择送丝管路通道;所述喂丝选择器2和卷烟选择器6结构相同,两者结构均为一端设有单管路接口、另一端设有多管路接口的多对单管路选择器,根据需要一端的单管路接口能够与另一端的多管路接口的任一接口选择导通;所述卷烟分流器5和喂丝分流器15为结构相同的多出口分流器,卷烟分流器5包括一个入口以及与不多于卷烟选择器6数量的出口,喂丝分流器15包括一个入口以及不超过喂丝选择器2数量的出口,喂丝分流器15的入口端与喂丝机1的一个出口连接,每个喂丝选择器2的多管路接口中的一个接口与喂丝机一个出口连接或者通过喂丝分流器与喂丝机的出口连接,每一个喂丝选择器2的单管路接口均通过送丝管4与卷烟分流器5的入口连接,卷烟分流器5的每个出口端通过管路与一个卷烟选择器6的多管路接口中的一个接口连接,卷烟选择器6的单管路接口通过管路与本地料仓7入口相连,本地料仓出料口与卷烟机16连接;
本地料仓7回风出口与风控器8入口连接,风控器8出口通过回风管9连接有集束箱10的一个入口,集束箱10出口通过除尘管11与除尘器12相连接,除尘器12内设有压力传感器13,压力传感器13与送丝系统控制器38连接,经过除尘器12过滤的清洁空气被除尘风机14抽吸并且逐步排放到大气中。
如图2所示,卷烟分流器5和喂丝分流器15均为多个歧管模块拼接组合构成,所述的歧管模块为三通结构或多通结构,三通结构为在直管一侧上设有一个弧形弯管作为与卷烟选择器6连接的出口,所述多通结构为在直管的末端上设置多个弧形弯管作为与卷烟选择器6连接的出口,其中三通结构的直管首尾相互匹配,便于多个三通结构通过直管部分相互无缝连接,多通结构在直管的前端也便于与三通结构的直管末端相连接,使用时可以利用多个三通结构首尾连接从而拓展出口,并在最后一级三通结构上连接多通结构;卷烟分流器5或喂丝分流器15用以扩展连接口,当喂丝机需要与超过其出口数量的喂丝选择器连接时通过喂丝分流器15扩展接口;所述歧管模块的弧形弯管的转弯曲率为5-10倍管道直径,从而有效减少烟丝在输送经过歧管模块时因为非平缓改变方向产生的冲击力而产生的烟丝破碎,歧管模块中心线与地面尽量保持垂直,如果不能满足,歧管模块中心线与地面的夹角不小于60°。
如图3所示,进入喂丝机1的烟丝,在除尘风机12负压作用下,借助静压箱17的空气,经过送丝管4输送到本地料仓7,风控器8设置在本地料仓7之后的回风管9与集束箱10之间,本地料仓7的回风口一41、回风口二42的回风气流合路后接入风控器8,风控器8输出的气流通过回风管9接入集束箱10,气流从集束箱10输出后通过除尘管11连接到除尘器12,送丝管4内的风速由风控器8作为主控制设备控制,风控器8包括风控器主机80,除尘风速传感器81和主控风门82,其输入信号包括安装在送丝管4上的烟丝风速传感器18以及除尘风速传感器81,风控器主机80根据需要控制安装风管上主控风门82的开度,从而调整除尘风速;烟丝风速传感器18的位置设置在送丝管喂丝段,离开喂丝选择器2之后的送丝弯管39之前;分风器19的入口与送丝弯管39出口连接,分风器19出口与送丝管4连接,分风器19内侧滤板下方通过助力管20接到静压箱17的一个入口,静压箱17上设有进风口33,助力管20间设有助力风机21,用以将送丝管4的部分气流输送到静压箱17中,用作重复使用的风力输送气源,气源不足部分是从进气口(33)吸入的大气,风控器8还控制助力风机21的频率,用以辅助调整烟丝在分风器19前的送丝管4内的风速,实现烟丝在不同传输状态下的平稳烟丝传输。
如图5所示,循环气流管路包括除尘器和除尘风机14,经过除尘器过滤的清洁空气给入除尘风机14,除尘风机14的出口还通过循环管29连接有循环箱26,循环箱内设有水雾化器27和循环箱压力传感器31,循环箱26上设有两个入口,其一与除尘风机14连接,其二管路连接有循环风机28,根据循环箱压力传感器31调控循环风机28;通过前循环管30与集束箱10相连接,循环箱26出口通过循环管29与静压箱17一个入口相连,实现循环风送的重复利用,循环风风量与排放到大气的尾气风量比例范围为1.0-2.0之间。
如图4所示,所述本地料仓7包括上下连通的滤室一44、滤室二46、上料仓49和下料仓51,其中滤室一44设置在滤室二46上方,滤室二46下方依次设置上料仓49和下料仓51,下料仓51出口安装在卷烟机集丝器57上,上料仓49和下料仓51之间设有控制两者开闭的上仓阀50,下料仓51与卷烟机集丝器57之间设有控制两者开闭的下仓阀52;上料仓49和下料仓51的容积比例为5:2,总容积为0.5-1.0m
所述的滤室一44上方设有进料口40与送丝管4相连,进料口40内侧连接有弧形面的半月分离管43,半月分离管43的截面呈现半月形90°弯管,入口直径与进料口一致,并且随着角度到90°位置,直径渐变增加至2倍入口直径,外圆弧曲率约为送丝管的5-10倍直径,半月分离管43的内侧安装回风口一41的集气室,集气室与半月分离管之间置滤板一45,利用送丝气流通过半月分离管43形成的烟丝离心作用,滤板一45在高效地完成烟丝和输送空气分离任务;小部分空气和烟丝顺着半月分离管43进入滤室二46,通过内设在滤室二46的滤板二47将剩余部分输送气体与烟丝分离,分离之后的输送气体被回风口二42抽走;半月分离管43设置为弧形面、且腔体呈现逐步增大、滤板一45也逐步增大的形状,烟丝气流在离心力作用下,顺着弧形面往下传送,随着滤室空间变大,气流和烟丝的速度逐步变小,有利减轻高速烟丝下落造成的破碎;当上料仓49内的上料仓空传感器72提示后,自由下落的烟丝被安装在滤室二46的烟拨丝辊48缓冲并且均匀散开落进并且储存在上料仓49中,直到触发设置在上料仓49内的上料仓满传感器71后,停止本轮烟丝的输送;滤板一安装有压力传感器53和滤室压力54,用于监视在批次过程中本地料仓的压损,供送丝系统控制器38用于滤室状态分析和分离报警功能,当批次完成时,送丝系统控制器38启动清管功能,配方烟丝通道与清管风机24连通,由负压更大的清管风机24清除挂在滤板一45和滤板二47上的烟丝和尘土,期间调节阀一55和调节阀二56交替关停,强化清洁效果。
一种风力送丝系统的风力送丝方法,其步骤为:
烟丝在气流的作用下从进料口40进入滤室一44,烟丝紧贴着烟丝腔一的半月分离管43的圆弧面向下输送并穿过滤室二46的拨丝辊48进入并且储存于上料仓49中,打开上仓阀50后烟丝进入下料仓,打开下仓阀52后烟丝给入卷烟机集丝器57;当卷烟机集丝器57将烟丝翻进卷烟机16后,下料仓51开启下仓阀52向卷烟机集丝器57内装丝直至其上的下料仓满传感器73返回满丝信号,关闭下仓阀52;当下料仓空传感器74检测到空,打开上仓阀50,上料仓49给下料仓51装丝;当下料仓空传感器74检测到下料仓满信号,关闭上仓阀50,配方烟丝通道恢复密封状态,向送丝系统控制器38发出本地料仓7就绪信号,即可启动送丝系统给上料仓49送丝,直到上料仓满传感器71检测烟丝已满,风控器8关闭主控风门和助力风机21,向送丝系统控制器38发出送丝周期结束信号,送丝系统控制器38执行排队中其他配方烟丝通道的送丝任务;重复上述步骤从而实现为卷烟机连续提供烟丝。
所有送丝管4上间隔设有多个清管阀25,喂丝选择器2的多管路接口设有一个清洁口68,喂丝选择器2的清洁口68通过清空管34连接到清管选择器22的多管路接口,清管选择器22的结构与喂丝选择器2一样的多对单管路选择器,多管路接口的数量与喂丝选择器2的数量相同,每个喂丝选择器2的清洁口通过清空管与清管选择器22的多管路接口中的一个接口连接,清管选择器22的单管路接口连接有暂存仓23,暂存仓23内安装有直径为0.5mm-1mm滤孔的滤板,暂存仓的入口与清管选择器的单管路接口连接,其出口连接有清管风机24。
一种风力送丝系统的堵管清理方法,其步骤为:
送丝系统控制器38实时检测所有喂丝选择器2和卷烟选择器6内的压力值,当检测到压力数值超过预设的正常范围时判断异常,预判所在送丝管4发生堵管,送丝系统控制器38启动防堵功能,强制主控风门82快速地全闭-全开操作三次,以最大的负压尝试将送丝管4内可能发生的烟丝吸出,当防堵功能完成以后,如果喂丝选择器2和卷烟选择器6内的压力数值依然不能恢复到正常范围时,判断预防性疏通失败,关闭风控器8的主控风门,停止该配方烟丝通道工作;送丝系统控制器38切换到清管模式,清管选择器22选通喂丝选择器2清管口,启动清管风机24,然后从最靠近喂丝选择器2的清管阀25开始由近及远轮流开启设置在送丝管4各个位置的清管阀25,对送丝管4实现反方向脉冲式抽吸,将堵塞送丝管4的烟丝吸出并保存在暂存仓23中,清除喂丝选择器2到卷烟选择器6之间送丝管4内包括堵料点在内的所有烟丝;完成清管功能后,清管选择器关闭所有与喂丝选择器的管路并且发送管道正常指令至送丝系统控制器38,恢复风力送丝系统正常生产;整个过程中未发生堵塞的送丝管4正常工作;清管系统也可以在生产线长时间计划停车的情况下,清空管道的残留烟丝,保证重新开工的系统正常。
如图6所示,一种风力送丝系统所用的多对单管路选择器,多对单管路选择器包括弧形曲面漏斗结构的接料仓64,接料仓64内设有负压传感器67,接料仓64上部有一个选择顶盖60,选择顶盖60上沿着一个同心圆上设置多个间隔均匀的进丝接口62,多个管道接口62分别与待选择的多个输入管道连接,接料仓64下部为一个出丝接口61,接料仓64弧形曲面曲率为5~10倍送丝管4的直径大小,利用弧形结构有效减少烟丝破损,接料仓64内壁设有用于监控内部负压的负压传感器67;紧贴选择顶盖60下部设有选择闸板61,选择闸板61的圆周上开有一个选通接口69,选通接口69位于与多管道接口62同样的同心圆位置上,选择顶盖60上部设有驱动电机65,驱动电机65驱动选择闸板61旋转,通过选择闸板61的转动即可与各个多管接口62逐一完全对准,实现对多个管道接口62中的任意一个选通;为了保证密封,选择闸板61与选择顶盖60之间设有密封70。
选择顶盖60设有一个清洁接口68,清洁接口68的结构与多管路接口62相同,通过转动选择闸板61使选通接口69与清洁接口68连通,从而为实现管道的清洁提供通道。
风力送丝系统还包括风速主闭环控制系统,包括的本地料仓7通过回风管与风控器8连接;每个风控器8上均连接有设置在对应回风管9内的风速传感器,风控器8以风速传感器的风速和卷烟选择器6的负压作为输入,通过风控器8内置的调节阀控制送丝管风速在12-18m/s范围内的某个设定值;喂丝机1通过管道连接有静压箱17,静压箱17通过内环管20连接有分风器19,分风器19通过内置滤板连接到送丝管4上,在距离喂丝机1之后3-5米的位置的送丝管4内还设有烟丝风速传感器18;分风器安装于距离喂丝机十米之后的第一个送丝管弯管内侧,分风器出口与静压箱之间的内环管上设有助力风机21,助力风机21内置截止阀,通过风控器设置分风器分取的风量是送丝管风量的30%左右,并且通过助力风机的闭环控制,实现送丝管起始段风速稳定于设定值,其控制范围为15-20m/s。
对于部分卷烟机相对固定生产某些配方烟丝,不需要做到100%灵活,则正常烟丝流为:喂丝机→喂丝管→喂丝选择器→送丝管→本地料仓→卷烟机。减少卷烟机侧的卷烟分流器和卷烟选择器,牺牲部分配方的灵活性,可以优化管路的布局,降低可能的造碎和故障点。
供料模式选择:送丝系统控制器(38)可以选择两种供料模式,优化的方式是每台卷烟机排队轮流供料,这时候系统能耗最低,造碎最优。对于上游生产线不能满足烟丝供应的情况,或者出现烟丝供应异常,系统切换到随机供料模式,也就是卷烟机只要有申请要料的信号,系统直接为该卷烟机供料。卷烟机之间要料时间相互没有关系。
循环风停用:循环风可以作为配方表的一个选择项,配方指令中选择是否启用循环风功能,以简化系统。
助力风机停用:当助力风机的功能可以作为配方表的一个选择项,配方指令中选择是否启用助力风机。
控制烟丝以合理的速度从喂丝机输送到卷烟机,这里解决烟丝在输送过程中造碎问题:过高的不稳定的风速和频繁的启停。
通过控制除尘电机的转速,实现除尘器的负压稳定:为风控器提供送丝速度设定值,风控器直接主控风门开度,稳定送丝速度如果除尘器的负压不稳定,主控风门的调整速度是跟不上大惯性系统的风速控制见图3:风控器主机80为PLC控制器,采集两个位置的风速输入:除尘风速传感器81,烟丝风速传感器18,通过两个风速调整措施:调整主控风门82开度,实现除尘风速的控制,调整助力风机21转速,实现喂丝段送丝风速控制。
喂丝段:从喂丝机1开始到送丝管爬升到天花板高度的分风器19内的众多管道和设备。喂丝段送丝管风速控制原因;
a)管道漏气,造成喂丝段负压不足,风速偏低;
b)烟丝从静态到悬浮移动的动态过程需要的风速比稳定输送所需要的风速高;
c)一般上喂丝机的位置比造成送丝管的位置低,烟丝输送到高位需要更高的风速;
送丝管堵料预防和清管:对于频繁调整配方的生产线,烟丝不能在不同的配方里混合,因此需要每批次烟丝输送任务完成之后,对送丝系统进行清洁,特别是各处滤网如果不能及时清理,沉降的烟尘降低滤网的效率。生产过程中造成烟丝在管道系统中堵料的故障时有发生,在长度数十米到数百米的管道里找出故障点不是一件容易的事情,疏通堵管对保证正常生产很重要。
- 一种风力送丝系统、管路选择器、送丝方法及清理方法
- 一种风力送丝系统、管路选择器、送丝方法及清理方法