一种叶片钎焊用叶根固定夹具
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及汽轮机叶片钎焊技术领域,尤其涉及一种叶片钎焊用叶根固定夹具。
背景技术
汽轮机叶片在湿蒸汽的高速冲刷环境中,水滴冲蚀降低了叶片的强度,恶化了气动性能,严重时甚至引起叶片的断裂,故水蚀失效问题成为汽轮机叶片设计制造中的关键因素之一。目前,普遍采取在叶片进汽边钎焊司太立合金片来提高叶片防水蚀能力,延长叶片寿命,但现有钎焊设备没有通用的叶根夹持工装,而且目前的夹具简陋,固定不牢固,严重影响钎焊焊缝质量,另外装夹操作繁琐,影响工作效率。
发明内容
本发明的目的在于提供一种叶片钎焊用叶根固定夹具,以解决现有技术中汽轮机叶片钎焊时存在的叶根夹持不稳定而影响焊缝质量以及操作不便的问题。
为达上述目的,本发明采用以下技术方案:
一种叶片钎焊用叶根固定夹具,其包括工作台底座、角度调整底座、高度调整底座和夹持组件,工作台底座与钎焊设备固连,角度调整底座能沿工作台底座平移且绕竖直轴向转动,高度调整底座竖立固定于角度调整底座上,夹持组件能沿高度调整底座平移且绕水平轴向转动,夹持组件包括安装座、第一夹持块和第二夹持块,安装座上对立设置有放置座和夹紧座,第一夹持块固定于放置座上,第二夹持块固定于夹紧座上,通过调节夹紧座与放置座的间距,实现第一夹持块与第二夹持块对夹。
特别地,安装座上固定有螺杆座,放置座固定于安装座上且位于螺杆座的一侧,夹紧座转动连接于安装座上且位于螺杆座的另一侧,夹紧座上开设有通孔,螺杆座上设置有穿出通孔的螺杆,通过锁紧螺母与螺杆配合对夹紧座进行外限位。
特别地,放置座上设置有第一丝杆,第一丝杆上配合设置有第一滑块,第一滑块上设置有连接块,连接块上连接有叶根端面接触台。
特别地,叶根端面接触台通过第一螺栓紧固于连接块上,且相对于连接块的角度可调。
特别地,放置座上延伸出承托叶片的盛接部。
特别地,第一夹持块、第二夹持块的对夹面上分别设置有叶根齿形槽。
特别地,工作台底座上设置有X轴向排布的第二丝杆,第二丝杆上配合设置有第二滑块,角度调整底座通过第二螺栓与第二滑块连接。
特别地,角度调整底座上开设有弧形槽,第二螺栓穿过弧形槽,从而允许角度调整底座转动,并通过拧紧第二螺栓实现角度锁定。
特别地,高度调整底座上设置有Z轴向排布的第三丝杆,第三丝杆上配合设置有第三滑块,夹持组件通过第三螺栓与第三滑块连接,且夹持组件能绕第三螺栓旋转,通过拧紧第三螺栓实现角度锁定。
综上,本发明的有益效果为,与现有技术相比,所述叶片钎焊用叶根固定夹具具有以下优点:
(1)该夹具可通过各零部件之间的配合,实现叶根多方向的角度和距离的调整;
(2)在工作范围内,适用于所有型号的叶片,对于不同型号的叶片,只需更换对应的叶根齿形夹持块,然后根据叶片进汽边钎焊合金槽的角度位置,作出相应的调整;
(3)夹持牢固精密,有效地保证叶片在钎焊过程中的稳定性,以及焊后焊缝质量;
(4)调整方便简单,调整都是通过转动零件或零件上的丝杆完成的。
附图说明
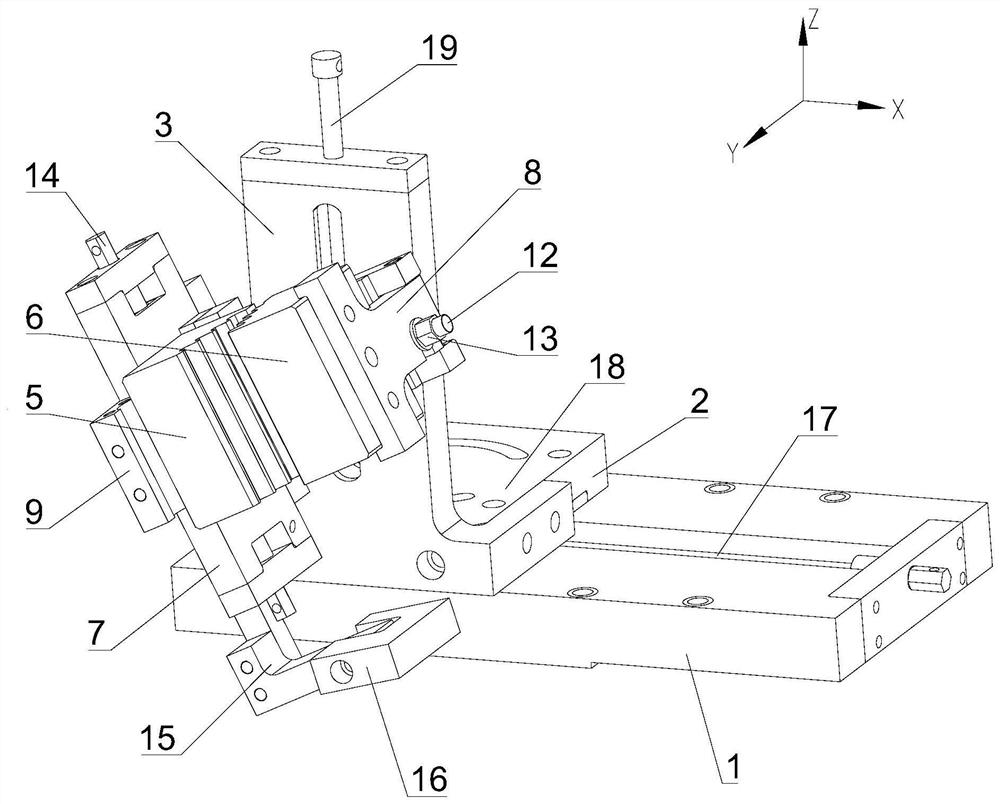
图1是本发明实施例提供的叶片钎焊用叶根固定夹具的结构示意图;
图2是本发明实施例提供的叶片钎焊用叶根固定夹具中夹持组件的结构示意图。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
请参阅图1和2所示,本实施例提供一种叶片钎焊用叶根固定夹具,其包括工作台底座1、角度调整底座2、高度调整底座3和夹持组件。
工作台底座1与钎焊设备固连,角度调整底座2能沿工作台底座1平移且绕竖直轴向转动,高度调整底座3竖立固定于角度调整底座2上,夹持组件能沿高度调整底座3平移且绕水平轴向转动。
夹持组件包括安装座4、第一夹持块5和第二夹持块6,安装座4上对立设置有放置座7和夹紧座8,第一夹持块5固定于放置座7上,放置座7上延伸出承托叶片的盛接部9,第二夹持块6固定于夹紧座8上,通过调节夹紧座8与放置座7的间距,实现第一夹持块5与第二夹持块6对夹,第一夹持块5、第二夹持块6的对夹面上分别设置有叶根齿形槽10。
安装座4上固定有螺杆座11,放置座7固定于安装座4上且位于螺杆座11的一侧,夹紧座8转动连接于安装座4上且位于螺杆座11的另一侧,夹紧座8上开设有通孔,螺杆座11上设置有穿出通孔的螺杆12,通过锁紧螺母13与螺杆12配合对夹紧座8进行外限位。
放置座7上设置有第一丝杆14,第一丝杆14上配合设置有第一滑块,第一滑块上设置有连接块15,连接块15上连接有叶根端面接触台16,具体是叶根端面接触台16通过第一螺栓紧固于连接块15上,且相对于连接块15的角度可调。
工作台底座1上设置有X轴向排布的第二丝杆17,第二丝杆17上配合设置有第二滑块,角度调整底座2通过第二螺栓与第二滑块连接,角度调整底座2上开设有弧形槽18,第二螺栓穿过弧形槽18,从而允许角度调整底座2转动,并通过拧紧第二螺栓实现角度锁定。
高度调整底座3上设置有Z轴向排布的第三丝杆19,第三丝杆19上配合设置有第三滑块,夹持组件通过第三螺栓20与第三滑块连接,且夹持组件能绕第三螺栓20旋转,通过拧紧第三螺栓20实现角度锁定。
使用步骤:
1)根据钎焊叶片的长度,确定工作台底座1在钎焊设备上的位置,并将工作台底座1固定在钎焊设备的设定位置上;
2)松开螺杆12,释放夹紧座8,选择对应叶片型号的叶根齿形夹持块(第一夹持块5和第二夹持块6),分别固定在放置座7和夹紧座8上;
3)旋转第一丝杆14,调整叶根端面接触台16位置,并调整其翻转角度;
4)将叶片顺着第一夹持块5放置在放置座7的盛接部9上,并使叶根端面触碰到叶根端面接触台16上;
5)通过锁紧螺母13与螺杆12配合对夹紧座8进行外限位,实现第一夹持块5与第二夹持块6对叶片夹紧;
6)松开第三螺栓20,根据叶片合金槽位置,旋转第三丝杆19,调整完成角度及高度后,将第三螺栓20拧紧锁定;
7)根据需要进一步调整叶片位置和垂直于叶身方向的角度,松开第二螺栓,旋转第二丝杆17,顺着弧形槽18转动角度调整底座2,调整完成后,将第二螺栓拧紧锁定。
之后,若生产不同型号的叶片,则只需更换相应的叶根齿形夹持块即可。
综上,上述叶片钎焊用叶根固定夹具可以通过各零部件之间的配合,实现叶根多方向的角度和距离的调整;在工作范围内,适用于所有型号的叶片,对于不同型号的叶片,只需更换对应的叶根齿形夹持块,然后根据叶片进汽边钎焊合金槽的角度位置,作出相应的调整;夹持牢固精密,有效地保证叶片在钎焊过程中的稳定性,以及焊后焊缝质量;调整方便简单,通过转动零件或零件上的丝杆即可完成调整。
以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述事例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种叶片钎焊用叶根固定夹具
- 一种汽轮机叶片钎焊变形控制方法及钎焊专用夹具装置