双主轴双工位倒正立车车铣复合机床及其加工工艺和应用
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及机械加工技术领域,尤其涉及双主轴双工位倒正立车车铣复合 机床及其加工工艺和应用。
背景技术
现在加工轮毂的机床,都是分别在不同的机床上进行加工,目前,市场上 一般通过两台或多台机床来分别加工轮毂的轮辋和轮毂端面,在一道工序加工 完成后需要将轮毂移动到第二台机床继续加工,这种形式工件需要进行几次拆 装,浪费时间,效率低,生产成本高,加工精度低下,多台设备需要的空间也 大,不能实现从进料到出料的自动化生产。因此,需要一种机床,仅靠一台机床 即可完成从进料到出料的整个工序。
发明内容
有鉴于此,为解决上述现有技术中的不足,本发明的目的在于提供一种双 主轴双工位倒正立车车铣复合机床及其加工工艺和应用,降低了生产成本,提 高了加工效率和加工精度,实现了整个工序从进料到出料的自动化生产。
为达到上述目的,本发明提供了如下的技术方案:
双主轴双工位倒正立车车铣复合机床,包括床身、设置于所述床身上的一 序进给装置和二序进给装置、设置于所述床身左下方的一序刀塔和设置于所述 床身右下方的二序夹具和设置于所述二序进给装置底端的二序夹轮;
所述一序进给装置用于一序加工,一序加工完成后,装夹工件并沿X向和Z 向移动,将工件放置在所述二序夹具上;
所述二序进给装置用于二序加工,二序加工完成后,通过二序夹轮沿X向 和Z向移动将工件搬运出去。
优选地,所述一序进给装置包括与设置于所述床身X向的滑轨滑动连接的 一序X向滑板、X向设置于床身上的左一序丝杠、设置于所述一序X向滑板上并 通过滑轨与所述一序X向滑板滑动连接的一序Z向滑板和设置于所述一序Z向 滑板底端的一序夹具,所述一序夹具通过一序主轴箱内的一序主轴与所述一序Z 向滑板固定连接,所述一序X向滑板通过设置于所述床身左侧的一序X向电机 驱动所述左一序丝杠沿X向移动,所述一序Z向滑板通过设置于所述床身上方 的一序Z向电机驱动沿Z向移动;
所述二序进给装置包括设置于所述床身X向的滑轨滑动连接的二序X向滑 板、X向设置于床身上的右二序丝杠、设置于所述二序X向滑板上并通过滑轨与 所述二序X向滑板滑动连接的二序Z向滑板和设置于所述二序Z向滑板底端的 二序刀塔,所述二序X向滑板通过设置于所述床身右侧的二序X向电机驱动所 述右二序丝杠沿X向移动,所述一序Z向滑板通过设置于所述床身上方的二序Z 向电机驱动沿Z向移动。
优选地,所述一序刀塔和所述床身固定连接,所述一序刀塔包括一序左刀 塔和一序右刀塔,所述一序左刀塔和所述一序右刀塔的相对设置且位置不对称。
优选地,所述二序Z向滑板上对称设置有二序左刀塔和二序右刀塔。
优选地,所述二序左刀塔上设置有检测装置,所述检测装置为带有摄像头 的摄像系统。
优选地,所述二序夹具通过设置于B轴上的二序主轴进行0-180°旋转。
优选地,所述二序刀塔上安装有冠状刀盘。
本发明还提供了上述双主轴双工位倒正立车车铣复合机床的加工工艺,其 特征在于,包括如下步骤:
(1)一序进给装置装夹工件后,沿X向移动至一序加工区域,通过一序进 给装置沿Z向移动至一序刀塔区域,完成一序加工;
(2)一序加工完成后,一序进给装置先沿Z向移动,再沿X向移动将工件 移动至二序加工区域,在一序进给装置沿X向移动的同时,二序进给装置沿X 向移动以避让一序进给装置,一序进给装置沿Z向移动将工件放置于二序夹具 处,进行二序加工,一序进给装置返回一序加工区域继续装夹工件和加工工件;
(3)二序加工完成后,二序进给装置中二序夹轮将加工完成后的工件搬离 机床。
本发明还提供了上述双主轴双工位倒正立车车铣复合机床的加工工艺在加 工汽车回转类零件中的应用。
优选地,所述汽车回转类零件包括汽车轮毂、转向节、差速器壳、差速器 套、行星齿轮架和刹车盘。
本发明相对于现有技术,具有如下的有益效果:
(1)通过机床上一序进给装置、二序进给装置、一序刀塔、二序夹具及二 序夹轮,使一序加工区域和二序加工区域可以同时工作,缩短了装夹时间,提 高了装夹的精度,提高了加工效率,降低了生产成本,二序加工区域加工完成 后由二序夹轮将工件搬离机床,实现了自动化生产。
(2)通过将一序刀塔设置成相对设置且位置不对称、二序左刀塔上设置带 有摄像头的摄像系统、设置于二序刀塔上的冠状刀盘及可旋转0-180°的二序夹 具,可以实现工件不同部位,不同角度的加工,提高了加工的精度和效率。
(3)在一序刀塔和二序刀塔上装夹麻花钻、铣刀和车刀等,可以实现钻、 铣和车等功能。
附图说明
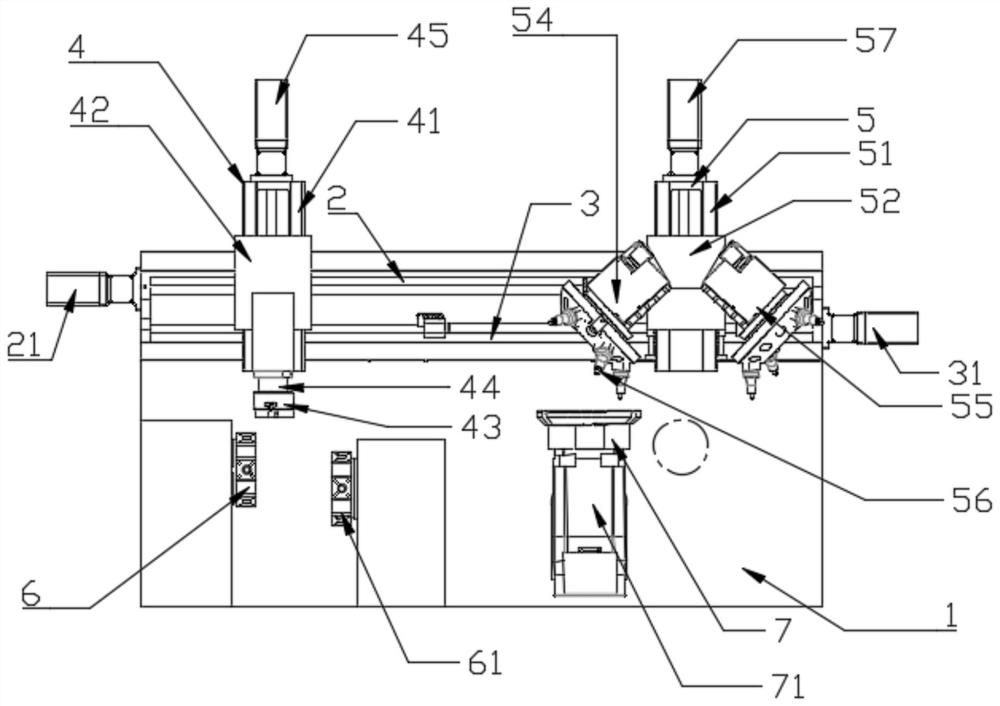
图1为本发明提供的双主轴双工位倒正立车车铣复合机床的主视图;
图2为本发明提供的双主轴双工位倒正立车车铣复合机床的立体图;
图3为本发明提供的双主轴双工位倒正立车车铣复合机床的左视图;
图4为本发明提供的双主轴双工位倒正立车车铣复合机床的右视图;
图5为工件从一序夹具装夹到二序夹具上的示意图;
图6为B轴带动二序主轴旋转状态图;
附图标记:1.床身,2.左一序丝杠,21.一序X向电机,3.右二序丝杠,31. 二序X向电机,4.一序进给装置,41.一序X向滑板,42.一序Z向滑板,43.一 序夹具,44.一序主轴,45.一序Z向电机,5.二序进给装置,51.二序X向滑板, 52.二序Z向滑板,54.二序左刀塔,55.二序右刀塔,56.摄像头,57.二序Z向 电机,6.一序左刀塔,61.一序右刀塔,7.二序夹具,71.二序主轴,8.二序夹 轮,9.B轴。
具体实施方式
为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发 明作进一步地详细描述,显然,所描述的实施例仅仅是本发明一部分实施例, 而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做 出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
如图1-6所示,本发明提供了一种双主轴双工位倒正立车车铣复合机床, 包括床身1、设置于所述床身1上的一序进给装置4和二序进给装置5、设置于 所述床身1左下方的一序刀塔和设置于所述床身1右下方的二序夹具7和设置 于所述二序进给装置5底端的二序夹轮8;
所述一序进给装置4用于一序加工,一序加工完成后,装夹工件并沿X向 和Z向移动,将工件放置在所述二序夹具7上;
所述二序进给装置5用于二序加工,二序加工完成后,通过二序夹轮8沿X 向和Z向移动将工件搬运出去。
在本发明中,所述一序进给装置4包括与设置于所述床身1X向的滑轨滑动 连接的一序X向滑板41、X向设置于床身上的左一序丝杠2、设置于所述一序X 向滑板41上并通过滑轨与所述一序X向滑板41滑动连接的一序Z向滑板42和 设置于所述一序Z向滑板42底端的一序夹具43,所述一序夹具43通过一序主 轴箱内的一序主轴44与所述一序Z向滑板42固定连接,所述一序X向滑板41 通过设置于所述床身1左侧的一序X向电机21驱动所述左一序丝杠2沿X向移 动,所述一序Z向滑板42通过设置于所述床身1上方的一序Z向电机45驱动 沿Z向移动;
所述二序进给装置5包括设置于所述床身1X向的滑轨滑动连接的二序X向 滑板51、X向设置于床身上的右二序丝杠3、设置于所述二序X向滑板51上并 通过滑轨与所述二序X向滑板51滑动连接的二序Z向滑板52和设置于所述二 序Z向滑板52底端的二序刀塔,所述二序X向滑板51通过设置于所述床身1 右侧的二序X向电机31驱动所述右二序丝杠3沿X向移动,所述一序Z向滑板 52通过设置于所述床身1上方的二序Z向电机57驱动沿Z向移动,需要说明的 是沿X向移动的滑轨优选为上、下导轨,沿Z向移动的滑轨优选为左、由滑轨,其连接方式为常规机床中的滑轨的连接方式,例如:焊接和螺栓连接。一序主 轴43通过通过一序主轴箱内的伺服电机带动旋转,其设置方式与常规的机床的 主轴的设置方式相同,均是通过主轴箱内的伺服电机带动主轴进行旋转,本领 域技术人员熟知其设置方式,在此不再赘述。
在本发明中,所述一序刀塔和所述床身1固定连接,所述一序刀塔包括一 序左刀塔6和一序右刀塔61,所述一序左刀塔6和所述一序右刀塔61的相对设 置且位置不对称,即一序左刀塔6和所述一序右刀塔61的高度设置为一高一低, 具体二者谁高谁低不做限定,一序刀塔内部具体结构采用常规机床中的电机驱 动刀塔进行旋转加工工件,在此具体不做赘述,本领域技术人员熟知常规机床 中刀塔的具体结构和连接方式。
在本发明中,所述二序Z向滑板52上对称设置有二序左刀塔54和二序右 刀塔55,二序刀塔同样为本领域技术人员所熟知其具体结构和连接关系,在此 不做赘述。
在本发明中,所述二序左刀塔54上设置有检测装置,所述检测装置为带有 摄像头56的摄像系统。通过摄像系统可以实时测量中心孔预防中心孔位置偏差, 可以更好的测定中心孔的位置及解释测量结果,防止中心孔位置钻偏。
在本发明中,所述二序夹具7通过设置于B轴9上的二序主轴71进行 0-180°旋转,通过B轴9带动二序主轴71进行选装,可以实现全方位不同角 度的二序加工,提高了加工的精度。关于B轴9和二序主轴71的设置方式同本 领域技术人员所熟知的常规机床中B轴9和二序主轴71的设置方式,例如:通 过各自主轴箱内的伺服电机B轴或主轴进行旋转,在此不做赘述。B轴9与二序 主轴71可以通过轴承实现旋转。
在本发明中,所述二序刀塔上安装有冠状刀盘,冠状刀盘可以实现全方位 的对工件进行加工,提高了加工效率,降低了生产成本。
本发明还提供了上述双主轴双工位倒正立车车铣复合机床的加工工艺,其 特征在于,包括如下步骤:
(1)一序进给装置4装夹工件后,沿X向移动至一序加工区域,通过一序 进给装置4沿Z向移动至一序刀塔区域,完成一序加工;
(2)一序加工完成后,一序进给装置4先沿Z向移动,再沿X向移动将工 件移动至二序加工区域,在一序进给装置4沿X向移动的同时,二序进给装置5 沿X向移动以避让一序进给装置4,一序进给装置4沿Z向移动将工件放置于二 序夹具7处,进行二序加工,一序进给装置4返回一序加工区域继续装夹工件 和加工工件;
(3)二序加工完成后,二序进给装置5中二序夹轮8将加工完成后的工件 搬离机床。
在本发明提供的上述加工工艺中,本领域技术人员可以根据需要在一序和/ 或二序进行打孔、钻和车等操作。
在本发明中提供的上述加工工艺中,在进行二序加工的过程中,可以通过 摄像系统实时测量中心孔预防中心孔位置偏差,可以更好的测定中心孔的位置 及解释测量结果,防止中心孔位置钻偏。
本发明还提供了上述双主轴双工位倒正立车车铣复合机床的加工工艺在加 工汽车回转类零件中的应用。
优选地,所述汽车回转类零件包括汽车轮毂、转向节、差速器壳、差速器 套、行星齿轮架和刹车盘。
需要指出的是,本发明中一序进给装置4和二序进给装置5的驱动方式为 电机驱动丝杠,丝杠带动丝杠螺母,丝杠螺母与滑板通过螺钉连接固定,从而 带动滑板。
本发明中涉及到的部件的固定连接方式,其中未提到的,均为本领域中常 规的机床中的零件的常规连接方式以及设置位置,在此不做赘述,除非有特别 说明的。
显然,本领域的技术人员可以对本发明实施例进行各种改动和变型而不脱 离本发明实施例的精神和范围。这样,倘若本发明实施例的这些修改和变型属 于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和 变型在内。
- 双主轴双工位倒正立车车铣复合机床及其加工工艺和应用
- 一种具有双主轴双工位的车铣复合数控机床