光伏组件的制造方法
文献发布时间:2023-06-19 09:30:39
技术领域
本申请涉及光伏组件制造技术领域,特别涉及一种光伏组件的制造方法。
背景技术
传统光伏组件的电池串是通过焊带实现相邻电池片的电性连接,上述焊带连接其一电池片正面的汇流电极与另一相邻电池片背面的汇流电极。上述光伏组件中相邻电池片之间的区域未能得到充分利用,还会增加光伏组件的物料与制造成本。业内推出的叠瓦组件则取消了相邻电池片的片间距,通过导电胶实现相邻电池片的电性相连,无需设置焊带,但其亦面临着导电胶材料成本高昂,不易返工等问题。鉴于此,近年业内尝试将相邻电池片的边缘进行交叠的同时,采用焊带实现相邻电池片的电连接,此一类“叠焊”组件的电池片边缘位置与若干焊带直接硬性接触,应力较大,易出现隐裂异常。因而,有必要提供一种光伏组件的制造方法,能够有效改善上述问题,且便于业内推广实施。
发明内容
本申请实施例目的在于提供一种光伏组件的制造方法,能够降低太阳电池的边缘应力,减少隐裂异常,提高产品质量。
为实现上述发明目的,本申请实施例提供一种光伏组件的制造方法,主要包括:
提供导电件,所述导电件包括第一导电段和第二导电段;
将第一导电段与第一太阳电池正面电连接;
在第一太阳电池正面的边缘和/或第二太阳电池背面的边缘设置缓冲材料;
将第二太阳电池背面的边缘叠放至第一太阳电池正面的边缘以形成交叠区域,至少部分所述缓冲材料位于第一太阳电池与第二太阳电池之间的交叠区域内;
将第二导电段与第二太阳电池背面电连接。
作为本申请实施例的进一步改进,先将第一导电段与第一太阳电池正面电连接;再于第一太阳电池正面的边缘放置缓冲材料,第一导电段、第二导电段分别位于所述缓冲材料两侧。
作为本申请实施例的进一步改进,先在第一太阳电池正面的边缘放置缓冲材料;再将导电件放置在第一太阳电池的正面上,并将第一导电段与第一太阳电池正面电连接。
作为本申请实施例的进一步改进,将导电件放置在第一太阳电池的正面之后,包括:将另一缓冲材料放置在第一太阳电池正面的边缘位置,部分所述导电件位于所述缓冲材料与另一缓冲材料之间;
再将第二太阳电池背面的边缘叠放在另一缓冲材料上,形成所述交叠区域。
作为本申请实施例的进一步改进,在第一太阳电池正面的边缘设置缓冲材料,包括:
裁切得到既定尺寸的缓冲材料;
将裁切所得的缓冲材料转移至第一太阳电池上方,再放置到第一太阳电池正面的边缘上。
作为本申请实施例的进一步改进,裁切所得的缓冲材料沿垂直于第一太阳电池与第二太阳电池的排列方向转移至第一太阳电池上方。
作为本申请实施例的进一步改进,在第一太阳电池正面的边缘设置缓冲材料,包括:
将第一太阳电池传输至既定位置;
沿垂直于第一太阳电池与第二太阳电池的排列方向拉取缓冲材料,裁切得到既定长度的缓冲材料,并放置到第一太阳电池正面的边缘上。
作为本申请实施例的进一步改进,所述第一太阳电池、第二太阳电池沿第一方向排布,所述缓冲材料沿第一方向的宽度等于所述交叠区域沿第一方向的宽度。
作为本申请实施例的进一步改进,所述缓冲材料沿所述交叠区域的延伸方向不超出所述交叠区域。
作为本申请实施例的进一步改进,将第二太阳电池叠放至第一太阳电池正面的边缘之前,包括:将所述缓冲材料与第一太阳电池正面的边缘或第二太阳电池背面的边缘进行预固定。
作为本申请实施例的进一步改进,所述预固定过程包括:对缓冲材料进行加热,使得所述缓冲材料与第一太阳电池正面或第二太阳电池背面相粘结。
作为本申请实施例的进一步改进,所述预固定过程包括:在缓冲材料一侧表面和/或第一太阳电池正面的边缘、缓冲材料一侧表面和/或第二太阳电池背面的边缘涂覆胶粘剂,再将所述缓冲材料放置到第一太阳电池正面的边缘或第二太阳电池背面的边缘上,实现胶粘固定。
作为本申请实施例的进一步改进,所述制造方法还包括将第一太阳电池和/或第二太阳电池吸附固定在既定工作平台上。
本申请实施例的有益效果是:采用本申请实施例的制造方法,通过在相邻的第一太阳电池、第二太阳电池之间放置配合导电件的缓冲材料,降低后续层压过程中太阳电池的边缘应力,降低隐裂风险;并且该制造方法与现有光伏组件制程匹配性较好,利于现场实施。
附图说明
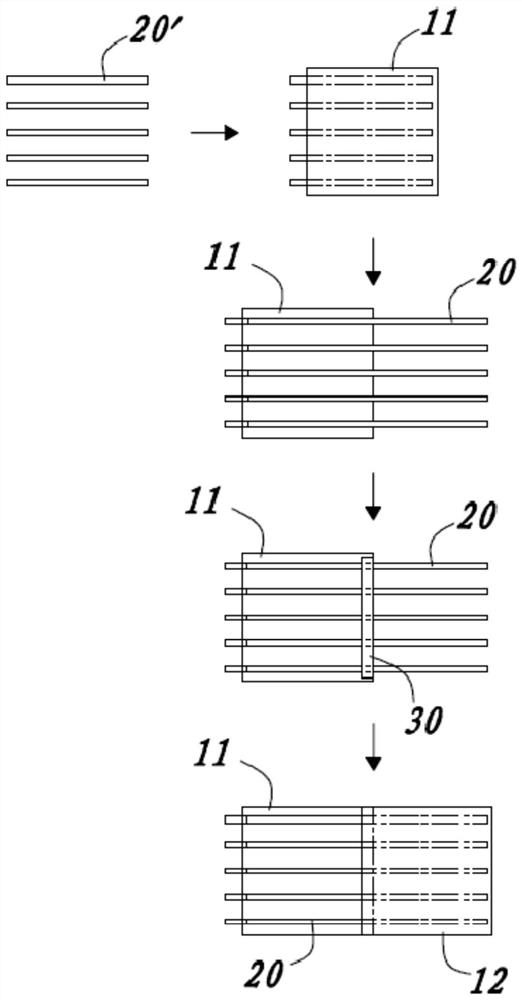
图1为本申请实施例提供的光伏组件的制造方法的流程示意图;
图2为采用图1中制造方法得到的光伏组件中相邻太阳电池的结构示意图;
图3为图2中相邻太阳电池另一角度的结构示意图;
图4为本申请另一实施例提供的光伏组件的制造方法的主要流程示意图;
图5为采用图4中制造方法得到的光伏组件中相邻太阳电池的结构示意图;
图6为采用本申请实施例提供的制造方法制得的另一光伏组件中相邻太阳电池的结构示意图。
具体实施方式
以下将结合附图所示的实施方式对本申请进行详细描述。但该实施方式并不限制本申请,本领域的普通技术人员根据该实施方式所做出的结构、方法、或功能上的变换均包含在本申请的保护范围内。其中,“第一”、“第二”不代表任何的序列关系,仅是为了方便描述进行的区分。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
光伏组件的制造通常包括电池串制备、层压、安装接线盒以及测试等步骤,本申请实施例提供的光伏组件的制造方法旨在对所述电池串制备步骤进行优化设计,降低所述电池串中相邻太阳电池的边缘应力,减少隐裂现象。
结合图1至图3所示,所述制造方法包括:
提供导电件20,所述导电件20包括第一导电段、第二导电段及连接第一导电段与第二导电段的中间导电段;
先将导电件20对位并放置在第一太阳电池11正面上,所述导电件20沿第一方向线性延伸并超出所述第一太阳电池11,所述第一导电段与第一太阳电池11正面电连接;
再于第一太阳电池11正面的边缘放置缓冲材料30,所述缓冲材料30覆压在所述导电件20上并与中间导电段相接触;
接着,将第二太阳电池12背面的边缘叠放在所述缓冲材料30上,所述第一太阳电池11与第二太阳电池12沿第一方向排列且两者的边缘形成相应的交叠区域,至少部分所述缓冲材料30位于第一太阳电池11与第二太阳电池12之间的交叠区域内;
再将第二导电段与第二太阳电池12背面电连接,完成第一太阳电池11与第二太阳电池12的串接。
所述缓冲材料30在层压制程中会通过自身形变,在相邻导电件20之间的形成与第一太阳电池11、第二太阳电池12两者相互接触的填充层,避免导电件20与第一太阳电池11、第二太阳电池12的硬性接触,减小边缘应力。重复上述方法步骤可制得相应的电池串,相较于现有技术,仅增设放置缓冲材料30步骤,其与现有制程匹配较好,便于现场工艺升级与实施。
所述第一太阳电池11、第二太阳电池12的两侧表面均设有沿第一方向延伸的汇流电极。所述第一导电段与第一太阳电池11正面、第二导电段与第二太阳电池12背面具体通过下述操作实现电连接,将所述导电件20对位并放置到第一太阳电池11正面上之后,对第一导电段与第一太阳电池11正面相应的汇流电极进行焊接,以实现两者的电连接;同理,所述第二太阳电池12背面的边缘叠放至所述第一太阳电池11正面的边缘后,再通过焊接使得第二导电段与第二太阳电池12背面的汇流电极电连接。
此处,“正面”是指所述第一太阳电池11、第二太阳电池12在上述步骤中向上放置的一面,“背面”则是指与前述正面相背并朝下放置的一面。其中,所述正面通常为直接接收太阳辐照的表面,也即传统太阳电池的受光面,该侧表面的汇流电极多呈连续设置且宽度较小。需要说明的是,上述“正面”并非对太阳电池正、负极方向的描述限定。
特别地,此处所述第一太阳电池11作为电池串末端的太阳电池,所述制造方法还包括提供端部导电件20',所述端部导电件20'与第一太阳电池11背面的汇流电极电连接,所述电池串通过所述端部导电件20'实现功率输出。
所述第一太阳电池11、第二太阳电池12既可采用现有的整片式晶硅电池,也可采用由上述整片式晶硅电池分割得到的半片式电池或条形电池。所述导电件20可采用现有焊带,一般为镀锡铜带。所述缓冲材料30可选用现有的柔性有机薄膜。
通常地,所述缓冲材料30的厚度大于等于所述中间导电段的厚度,所述缓冲材料30沿第一方向的设置宽度不小于所述交叠区域沿第一方向的宽度。为避免缓冲材料30对入射光线阻挡,所述缓冲材料30的宽度等于交叠区域的宽度,上述“等于”并非严格意义的完全一致,而是指所述缓冲材料30的宽度与交叠区域的宽度基本相当。并且,所述缓冲材料30优选采用透明材质制得。除此,所述缓冲材料30沿交叠区域的延伸方向不超出所述交叠区域,避免缓冲材料30影响电池串的传送转移。需要注意地,所述缓冲材料30采用热固性薄膜(如行业内广为使用的EVA)时,所述导电件20与汇流电极的焊接过程可能导致局部薄膜受热固化,硬度改变,影响其柔性缓冲性能。因而,所述缓冲材料30优选采用厚度适当的热塑性薄膜。
在第一太阳电池11正面的边缘设置缓冲材料30,具体包括:裁切得到既定尺寸的缓冲材料30;再将裁切所得的缓冲材料30转移至第一太阳电池11上方,再放置到第一太阳电池11正面的边缘上。也就是说,所需缓冲材料30预先裁切完成后,再转移放置到相应的第一太阳电池11的正面边缘上。其中,用以转移所述缓冲材料30的机构沿垂直于第一方向移动,避免对导电件20的对位放置造成干涉影响。在其它实施例中,亦可将第一太阳电池传输至既定位置后;沿垂直于第一方向拉取缓冲材料30,裁切得到既定长度的缓冲材料30,并放置到第一太阳电池11正面的边缘上,此时,卷绕设置的缓冲材料30的宽度即为前述光伏组件制造所需宽度。
所述制造方法还包括采用真空吸附将第一太阳电池11、第二太阳电池12固定在既定工作平台上,不仅保证第一太阳电池11、第二太阳电池12的相对位置稳定,且使得所述第二太阳电池12在前述交叠区域产生向下压力,避免所述导电件20、缓冲材料30在移动过程中出现偏移。
本实施例中,我们先将所述导电件20的第一导电段、至少部分中间导电段焊接固定在第一太阳电池11正面的汇流电极上,也就是说,所述第一导电段、中间导电段靠近所述第一导电段的部分与所述第一太阳电池11正面的汇流电极焊连后,再放置所述缓冲材料30,能够为现所述导电件20与第一太阳电池11正面更好的电性连接,且使得所述导电件20与第一太阳电池11在后续制备过程中更好地保持位置相对固定。
参图4与图5所示,本申请的另一实施例中,其区别于前述实施例的特征在于:先在第一太阳电池11正面的边缘放置缓冲材料30;再将导电件20放置在第一太阳电池11的正面上,所述第一导电段与第一太阳电池11正面电连接,所述中间导电段与所述缓冲材料30相接触。当然,所述制造方法还包括将第二太阳电池12背面的边缘叠放在第一太阳电池11正面的边缘处,形成所述交叠区域。
除此,在将第二太阳电池12、第一太阳电池11进行层叠之前,我们还可将所述缓冲材料30与第一太阳电池11正面的边缘或第二太阳电池12背面的边缘进行预固定,以简化串接过程。具体地,所述预固定过程包括:对缓冲材料30进行加热,使得所述缓冲材料30与第一太阳电池11正面或第二太阳电池12背面相粘结。其中,所述缓冲材料30预加热过程中,其还能与导电件20的中间导电段预粘结,以提高导电件20的位置稳定性。所述缓冲材料30与第一太阳电池11或第二太阳电池12还可通过胶粘的方式实现预固定,即在所述缓冲材料30一侧表面和/或所述第一太阳电池11、缓冲材料30一侧表面和/或第二太阳电池12表面涂覆相应的胶粘剂,以使得所述缓冲材料30放置到第一太阳电池11正面的边缘或第二太阳电池12背面的边缘后,实现预固定。
参图6所示,本申请的另一实施例中,所述制造方法包括依次将缓冲材料30、导电件20放置至第一太阳电池11正面上之后,再将另一缓冲材料30'放置在第一太阳电池11正面的边缘位置并覆盖至少部分所述中间导电段;接着,将第二太阳电池12层叠放置在另一缓冲材料30'上。当然,所述缓冲材料30、另一缓冲材料30'可分别预固定在第一太阳电池11正面、第二太阳电池12背面。
所述第一太阳电池11与第二太阳电池12两者的边缘形成所述交叠区域,至少部分所述中间导电段处于所述缓冲材料30与另一缓冲材料30'之间,即所述导电件20不与第一太阳电池11、第二太阳电池12直接硬性接触。为便于现场生产,所述另一缓冲材料30'与缓冲材料30两者规格相一致。此时,所述缓冲材料30、另一缓冲材料30'两者的厚度之和大于等于所述中间导电段的厚度,就能有效减小交叠区域的边缘应力的效果,降低边缘隐裂异常。
最后,所述制造方法还可包括将所述导电件20预焊连在所述第一太阳电池11正面相应的汇流电极上,具体可采用局部点焊或粘结的方式实现。通过上述方法,可使得所述导电件20保持位置固定,方便进行第一导电段、第二导电段的焊接操作。
综上所述,本申请实施例提供的制造方法通过在相邻的第一太阳电池11、第二太阳电池12之间放置配合导电件20的缓冲材料30,降低导电件20与第一太阳电池11、第二太阳电池12之间的抵压作用力,减小边缘应力,降低隐裂风险;并且,该制造方法与现有光伏组件的制备工艺匹配性较好,利于现场实施。
应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上文所列出的一系列的详细说明仅仅是针对本申请的可行性实施方式的具体说明,它们并非用以限制本申请的保护范围,凡未脱离本申请技艺精神所作的等效实施方式或变更均应包含在本申请的保护范围之内。
- 光伏组件的前板制造方法、光伏组件的前板和光伏组件
- 光伏组件,光伏组件的背板和光伏组件的制造方法