一种激光锡焊机及其操作方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及激光设备技术领域,尤其是一种激光锡焊机及其操作方法。
背景技术
目前,市场上存在的激光锡焊主要为激光锡丝焊接、激光焊片焊接、激光锡膏焊接和激光喷球锡焊。激光锡丝焊接这种焊接方式存在锡量差异性大且焊接过程中容易出现大量的锡珠,焊接后的质量难以保证,且效率低;激光焊片焊接成本高,大约为锡丝焊接的10倍;激光锡膏焊接,在使用该方法时容易出现大量锡珠(普通锡膏),对产品的可靠性和稳定性造成不利的影响,如使用激光锡膏生产成本将大幅度提升;喷球焊接往往使用在插针高度低焊盘面积小的产品上,而针对焊盘面积大,插针高的产品就难以把控焊接质量。
发明内容
本申请人针对上述现有生产技术中的缺点,提供一种激光锡焊机及其操作方法,一方面解决了现有自动焊接成本高的问题,另一方面解决了焊接质量不好把控的问题,从而降低了整个锡焊过程的成本,提高了稳定性,提高工作效率。
本发明所采用的技术方案如下:
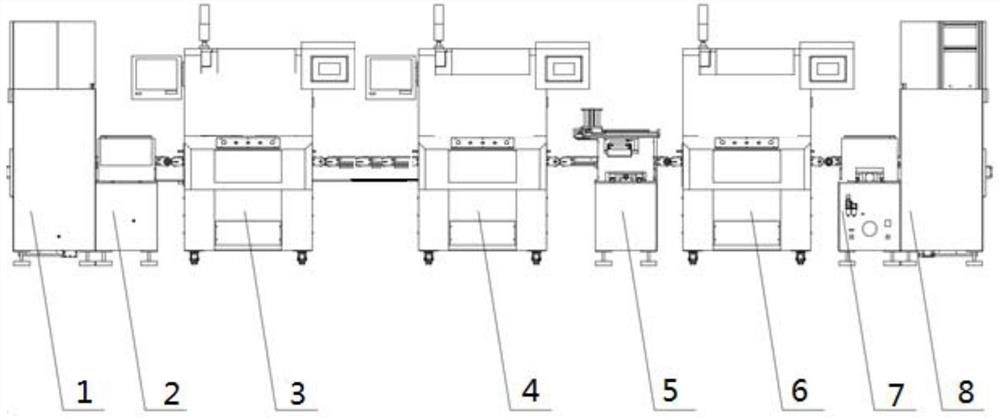
一种激光锡焊机,包括自动放板机,所述自动放板机的输出端通过输送机连接自动锡环成型机,自动锡环成型机的输出端依次衔接有激光焊接机、自动PCB压紧块卸载机、自动光学检测机、自动输送机和自动收板机。
其进一步技术方案在于:
所述自动锡环成型机的结构为:包括第一机架,所述第一机架顶面外部罩有第一防护罩壳,第一防护罩壳一端侧面通过第一支架安装有第一工控机显示器,第一防护罩壳另一端前部安装有第一控制器;位于第一防护罩壳内的第一机架的顶面工作台上安装有与输送机衔接的第一传输定位轨道,第一传输定位轨道的上方安装第一执行机构。
所述第一执行机构的结构为:包括安装在第一传输定位轨道的第一固定底板,所述第一固定底板上面两侧安装有对称的第一X轴组件,两个第一X轴组件上方安装有第一Y轴组件,第一Y轴组件上安装有第一Z轴组件,所述第一Z轴组件上安装有第一CCD组件和自动绕锡环结构。
所述激光焊接机的结构为:包括第二机架,所述第二机架顶面外部罩有第二防护罩壳,第二防护罩壳一端侧面通过第二支架安装有第二工控机显示器,第二防护罩壳另一端前部安装有第二控制器;位于第二防护罩壳内的第二机架的顶面工作台上安装有与自动锡环成型机衔接的第二传输定位轨道,第二传输定位轨道的上方安装第二执行机构。
第一防护罩壳和第二防护罩壳的前端和两侧均开有矩形孔。
所述第二执行机构的结构为:包括安装在第二传输定位轨道上的第二固定底板,所述第二固定底板上面两侧安装有对称的第二X轴组件,第二X轴组件上安装有第二Y轴组件,第二Y轴组件上安装有第二Z轴组件,所述第二Z轴组件上安装第二CCD组件和激光焊接振镜。
自动放板机内放入料板,所述料板依次经过输送机、自动锡环成型机、激光焊接机、自动PCB压紧块卸载机、自动光学检测机、自动输送机和自动收板机进行全自动加工。
所述料板的安装结构为:包括间隔设置的两块支撑梁,料板安装在支撑梁上方,料板的前后中部底面通过紧固件对称安装有取放扣,料板的上平面上设置有多个矩形沉槽,每个矩形沉槽都安装有多个定位销,在矩形沉槽上的每个定位销旁边都对应地开有圆形孔,圆形孔安装有产品,所述产品设置有凸台结构,所述凸台结构处安装有PCB压紧块。
一种激光锡焊机的操作方法,包括如下操作步骤:
第一步:准备料板,在料板上放置所需焊接的产品和PCB压紧块;
第二步:料板由上而下叠放在自动放板机上,采用整板自动上料后对放置区域进行预先检测;
第三步:输送机将料板逐一传送至自动锡环成型机的第一传输定位轨道上,第一CCD组件逐一扫描产品,锡丝送入自动绕锡环结构中进行成型及切割,然后将成型后的锡环套置在产品的PIN针上,采用上述方法对料板上所有产品逐一进行加工;
第四步:通过第一传输定位轨道将已经套置有锡环的产品的整块料板输送至激光焊接机的第二传输定位轨道上,将料板输送至焊接区域,第二CCD组件逐一扫描产品,使用激光焊接振镜发射激光对焊接位置进行焊接,每个焊点用时在0.5-2秒之间;采用上述方法对料板上所有产品逐一进行焊接;
第五步:将第四步中焊接完成的料板输送至自动PCB压紧块卸载机,通过自动PCB压紧块卸载机将PCB压紧块进行卸载;
第六步:将已经卸载PCB压紧块的料板输送至自动光学检测机中,对已经加工的产品进行逐一检测,检验产品是否合格;
第七步:将已经检验过的料板通过自动输送机运输到自动收板机中;
第八步:完成作业。
本发明的有益效果如下:
本发明结构紧凑、合理,操作方便,通过放板机、输送机、自动锡环成型机、激光焊接机、自动PCB压紧块卸载机、自动光学检测机、自动收板机组成的自动化生产线,使得整个锡焊过程可以高效完成,同时降低了成本,提高了稳定性和工作效率。
本发明不仅能在室温下进行焊接,还能在特殊条件下进行焊接,各设备装置简单。
本发明采用可焊接难熔材料,并能对异性材料施焊,效果良好。
本发明可进行微型焊接,激光束获得很小的光斑,且能精确定位,可用于大批量自动化生产的微、小型工件的锡焊中。
本发明所述的放板机,采用整板自动上料后,会对放置区域进行预先检测,保证了位置的准确性,提高了产品焊接的稳定性和效率。
本发明所述的自动锡环成型机,可将制作完成的锡环放置在PIN针上,使得进入下一道工序的锡环位置准备可靠,提高了产品焊接的稳定性和效率,降低了能耗。
本发明所述的激光机,在物料到达激光焊接区后,可对焊接位置进行定位,然后使用振镜发射激光对焊接位置进行焊接,提高了产品的稳定性,扩大了激光机的应用范围。
本发明所述的PCB压紧块拆卸机,实现了自动化拆卸PCB压紧块,提高了生产线的效率。
本发明所述的自动光学检测机,能对产品的焊接合格实现自动检测,提高了生产效率和稳定性,一旦不良率较高,能及早发现并进行改善。
本发明所述的收板机,在自动化生产线的最后一环,实现了产品的下料,以及对料板的收集和循环再利用,使得生产效率得到了提高,生产成本得以降低。
本发明所述的输送机实现了全自动化传输物料和料板,节省了人力,降低了生产成本,提高了生产效率。
附图说明
图1为本发明的结构示意图。
图2为本发明自动锡环成型机的结构示意图。
图3为本发明自动锡环成型机执行机构的结构示意图。
图4为本发明激光焊接机的结构示意图。
图5为本发明激光焊接机执行机构的结构示意图。
图6为本发明料板和PCB压紧块的安装结构示意图。
其中:1、自动放板机;2、输送机;3、自动锡环成型机;4、激光焊接机;5、自动PCB压紧块卸载机;6、自动光学检测机;7、自动输送机;8、自动收板机;11、料板;12、支撑梁;13、圆形孔;14、定位销;15、PCB压紧块;16、矩形沉槽;。
301、第一机架;302、第一Y轴组件;303、自动绕锡环结构;304、第一控制器;305、第一防护罩壳;306、第一支架;307、第一工控机显示器;308、第一执行机构;309、第一X轴组件;312、第一Z轴组件;315、第一CCD组件;318、第一固定底板;320、第一传输定位轨道;
401、第一机架;402、第二Y轴组件;403、激光焊接振镜;404、第二控制器;405、第二防护罩壳;406、第二支架;407、第二工控机显示器;408、第二执行机构;409、第二X轴组件;412、第二Z轴组件;415、第二CCD组件;418、第二固定底板;420、第二传输定位轨道。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
如图1-图6所示,本实施例的激光锡焊机,包括自动放板机1,自动放板机1的输出端通过输送机2连接自动锡环成型机3,自动锡环成型机3的输出端依次衔接有激光焊接机4、自动PCB压紧块卸载机5、自动光学检测机6、自动输送机7和自动收板机8。
自动锡环成型机3的结构为:包括第一机架301,第一机架301顶面外部罩有第一防护罩壳305,第一防护罩壳305一端侧面通过第一支架306安装有第一工控机显示器307,第一防护罩壳305另一端前部安装有第一控制器304;位于第一防护罩壳305内的第一机架301的顶面工作台上安装有与输送机2衔接的第一传输定位轨道320,第一传输定位轨道320的上方安装第一执行机构308。
第一执行机构308的结构为:包括安装在第一传输定位轨道320的第一固定底板318,第一固定底板318上面两侧安装有对称的第一X轴组件309,两个第一X轴组件309上方安装有第一Y轴组件302,第一Y轴组件302上安装有第一Z轴组件312,第一Z轴组件312上安装有第一CCD组件315和自动绕锡环结构303。
激光焊接机4的结构为:包括第二机架401,第二机架401顶面外部罩有第二防护罩壳405,第二防护罩壳405一端侧面通过第二支架406安装有第二工控机显示器407,第二防护罩壳405另一端前部安装有第二控制器404;位于第二防护罩壳405内的第二机架401的顶面工作台上安装有与自动锡环成型机3衔接的第二传输定位轨道420,第二传输定位轨道420的上方安装第二执行机构408。
第一防护罩壳305和第二防护罩壳405的前端和两侧均开有矩形孔。
第二执行机构408的结构为:包括安装在第二传输定位轨道420上的第二固定底板418,第二固定底板418上面两侧安装有对称的第二X轴组件409,第二X轴组件409上安装有第二Y轴组件402,第二Y轴组件402上安装有第二Z轴组件412,第二Z轴组件412上安装第二CCD组件415和激光焊接振镜403。
自动放板机1内放入料板11,料板11依次经过输送机2、自动锡环成型机3、激光焊接机4、自动PCB压紧块卸载机5、自动光学检测机6、自动输送机7和自动收板机8进行全自动加工。
料板11的安装结构为:包括间隔设置的两块支撑梁12,料板11安装在支撑梁12上方,料板11的前后中部底面通过紧固件对称安装有取放扣10,料板11的上平面上设置有多个矩形沉槽16,每个矩形沉槽16都安装有多个定位销14,在矩形沉槽16上的每个定位销14旁边都对应地开有圆形孔13,圆形孔13安装有产品,产品设置有凸台结构,凸台结构处安装有PCB压紧块15。
本实施例的激光锡焊机的操作方法,包括如下操作步骤:
第一步:准备料板11,在料板11上放置所需焊接的产品和PCB压紧块15;
第二步:料板11由上而下叠放在自动放板机1上,采用整板自动上料后对放置区域进行预先检测;
第三步:输送机2将料板11逐一传送至自动锡环成型机3的第一传输定位轨道320上,第一CCD组件315逐一扫描产品,锡丝送入自动绕锡环结构303中进行成型及切割,然后将成型后的锡环套置在产品的PIN针上,采用上述方法对料板11上所有产品逐一进行加工;
第四步:通过第一传输定位轨道320将已经套置有锡环的产品的整块料板11输送至激光焊接机4的第二传输定位轨道420上,将料板11输送至焊接区域,第二CCD组件415逐一扫描产品,使用激光焊接振镜403发射激光对焊接位置进行焊接,每个焊点用时在0.5-2秒之间;采用上述方法对料板11上所有产品逐一进行焊接;
第五步:将第四步中焊接完成的料板11输送至自动PCB压紧块卸载机5,通过自动PCB压紧块卸载机5将PCB压紧块15进行卸载;
第六步:将已经卸载PCB压紧块15的料板11输送至自动光学检测机6中,对已经加工的产品进行逐一检测,检验产品是否合格;
第七步:将已经检验过的料板11通过自动输送机7运输到自动收板机8中;
第八步:完成作业。
整机全自动化,节省了人工成本,提高了稳定性和工作效率。本发明,适用范围广,精确度高,非常符合现代化工业的发展需要。
上述PIN针是连接器中用来完成电(信号)的导电(传输)的一种金属物质。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
- 一种激光锡焊机及其操作方法
- 一种激光锡焊机用防沉淀焊锡存储装置