一种坯料成型的模具
文献发布时间:2023-06-19 09:32:16
技术领域
本发明是一种坯料成型的模具,属于模具领域。
背景技术
注塑模具配合坯料的加工成型,需要浇道配合液压缸助推注塑液,让加工塑型的模板上下合缝包裹形成内流体凝固热烘冷凝效果,再脱模输出得到完整的高精度正品加工零件,使模具加工合格率普遍提高,目前技术公用的待优化的缺点有:
注塑坯料的注塑液带有微量粘稠性,容易在模具成型压铸过程中产生流质薄膜片,造成压铸分型面和内模板腔室的隔垫加塞,导致坯料加工的上下隔膜压缩,让成型后的模具齿槽上下变窄,且偏差量大,对无缝拼接的模具成品会造成留缝灰尘引绕现象,导致坯料的饱和度低,且模具的微调清渣效率差,使整体模具的加工合格率普遍降低。
发明内容
针对现有技术存在的不足,本发明目的是提供一种坯料成型的模具,以解决注塑坯料的注塑液带有微量粘稠性,容易在模具成型压铸过程中产生流质薄膜片,造成压铸分型面和内模板腔室的隔垫加塞,导致坯料加工的上下隔膜压缩,让成型后的模具齿槽上下变窄,且偏差量大,对无缝拼接的模具成品会造成留缝灰尘引绕现象,导致坯料的饱和度低,且模具的微调清渣效率差,使整体模具的加工合格率普遍降低的问题。
为了实现上述目的,本发明是通过如下的技术方案来实现:一种坯料成型的模具,其结构包括:锁销柱管、盖装剃架模槽、分型面槽块、支柱板块、司筒杆、脱模底垫块、基座板,所述盖装剃架模槽嵌套于分型面槽块的顶部上并且处于同一水平面上,所述分型面槽块通过锁销柱管与支柱板块扣合在一起并且相互垂直,所述分型面槽块通过司筒杆与脱模底垫块机械连接并且相互平行,所述脱模底垫块紧贴于基座板的顶面上并且处于同一水平面上,所述盖装剃架模槽设有工字长轴杆、中通框罩槽、滑撑套筒、扇桨隔梯板、半圆片滑座、垫撑轮框座,所述工字长轴杆插嵌在中通框罩槽的内部并且处于同一竖直面上,所述滑撑套筒与工字长轴杆机械连接并且轴心共线,所述扇桨隔梯板设有两个以上并且均安装于半圆片滑座的前侧,所述半圆片滑座与垫撑轮框座采用间隙配合并且处于同一竖直面上,所述半圆片滑座与工字长轴杆机械连接,所述中通框罩槽嵌套于分型面槽块的顶部上并且处于同一水平面上。
为优化上述技术方案,进一步采取的措施为:
作为本发明的进一步改进,所述滑撑套筒由滑撑瓣杆、束套筒、伸缩槽缸组成,所述滑撑瓣杆设有两个并且分别插嵌在束套筒的左右两侧,所述束套筒与伸缩槽缸机械连接并且轴心共线。
作为本发明的进一步改进,所述滑撑瓣杆由斜椭球横架、滑撑杆、瓣槽块、叠球杆架组成,所述斜椭球横架插嵌在滑撑杆的内部并且处于同一水平线上,所述滑撑杆插嵌在瓣槽块的左侧并且轴心共线,所述瓣槽块与叠球杆架嵌套成一体。
作为本发明的进一步改进,所述扇桨隔梯板由撑槽刀盘座、锁压槽板、加强筋细杆、扇桨条板组成,所述撑槽刀盘座通过锁压槽板与加强筋细杆扣合在一起并且处于同一竖直面上,所述加强筋细杆紧贴于扇桨条板的前侧。
作为本发明的进一步改进,所述撑槽刀盘座由蛇形钢筋杆、刀盘体、簧压弯扣座、凹型撑槽组成,所述蛇形钢筋杆焊接在刀盘体的内部并且处于同一竖直面上,所述刀盘体插嵌在凹型撑槽中段的顶部上,所述刀盘体与簧压弯扣座机械连接。
作为本发明的进一步改进,所述锁压槽板由板槽体、滑块、双孔耳板、锁压斜架框组成,所述锁压斜架框插嵌在板槽体的内部并且处于同一竖直面上,所述滑块与锁压斜架框机械连接,所述双孔耳板与锁压斜架框扣合在一起。
作为本发明的进一步改进,所述垫撑轮框座由垫撑轮盘、隔震簧卡板、方框座组成,所述垫撑轮盘嵌套于隔震簧卡板的顶部上,所述隔震簧卡板插嵌在方框座的顶部上并且处于同一竖直面上。
作为本发明的进一步改进,所述隔震簧卡板由折角加强筋、锁销卡板、横杆、弓字簧撑杆组成,所述折角加强筋插嵌在锁销卡板的内部,所述折角加强筋通过横杆与弓字簧撑杆焊接成一体并且处于同一竖直面上。
作为本发明的进一步改进,所述叠球杆架为三角形大球体插接短杆组装而成的球杆架结构,方便球帽叠加形成弧面打滑的滚动摩擦效果,人滑撑形成往复的刀板顶压复位操作效果。
作为本发明的进一步改进,所述簧压弯扣座为边侧带扭簧筒插接弯管扣块的组合弹压扣座结构,方便弹性顶撑刀架水平滑动清障过程中,让内刀架的稳定性配合晃动间距形成滑切运动效果。
作为本发明的进一步改进,所述锁压斜架框为边侧带法兰框板上下带梯形边杆架的对位锁压杆架结构,方便牵拉刀盘和整体摆转机架形成扫刷叠层刮剃粘结的料渣操作。
作为本发明的进一步改进,所述锁销卡板为顶部带长板底部带折凸长板的复合卡板结构,方便插接底座的方框和顶部的轮体形成扇压板刮剃坯料渣的边框防护效果。
本发明一种坯料成型的模具,工作人员通过将锁销柱管插接盖装剃架模槽与分型面槽块进行封装锁止后,让支柱板块夹压司筒杆在脱模底垫块内沉降基座板方便后期成型后脱模操作,期间通过注塑液浇筑给工字长轴杆的内的中通框罩槽中,形成模板顶撑的精确度塑型坯料加注操作,使后期脱模后坯料渣粘结的同时也脱出成品高精度零件产品,再通过滑撑套筒的滑撑瓣杆撑压束套筒缩紧伸缩槽缸延展沉降斜椭球横架插接滑撑杆弹性顶压瓣槽块与叠球杆架形成滚动摩擦效果,再通过扇桨隔梯板的撑槽刀盘座咬合锁压槽板让加强筋细杆摆动牵引扇桨条板扫刷,从而使蛇形钢筋杆插接刀盘体在凹型撑槽内顺着簧压弯扣座晃动平衡铡切修整坯料残渣面,再通过板槽体内的滑块与双孔耳板滑压锁压斜架框形成板件之间互锁摆转联动效果,使半圆片滑座顺着细薄刀面滑切形成碎屑推压操作顶住垫撑轮框座,让整体的坯料成型的模具在模具内二次清理提升压铸精度也改善成品件的模板塑型方向,保障整体连供压铸过程中的内机架自净联动效果,节省劳动力清洁操作。
本发明操作后可达到的优点有:
运用盖装剃架模槽与分型面槽块相配合,通过分型面槽块锁止中通框罩槽,在中通框罩槽架设工字长轴杆形成一个通过半圆片滑座挡泥板式的刮剃清洁分层面效果,也让扇桨隔梯板可以有效扫刷延展,形成环面对位插嵌的防粘结脱料操作,让坯料的制备成型可以有效预先清理粘结的内槽杂质,再通过除渣滑衬,形成脱料清理保障内模板精准压覆效果,让整体模具的可以精准压铸成型加工部件,也避免留缝偏差,提升无缝拼接的模具加工完整度。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中的附图作详细地介绍,以此让本发明的其它特征、目的和优点将会变得更明显:
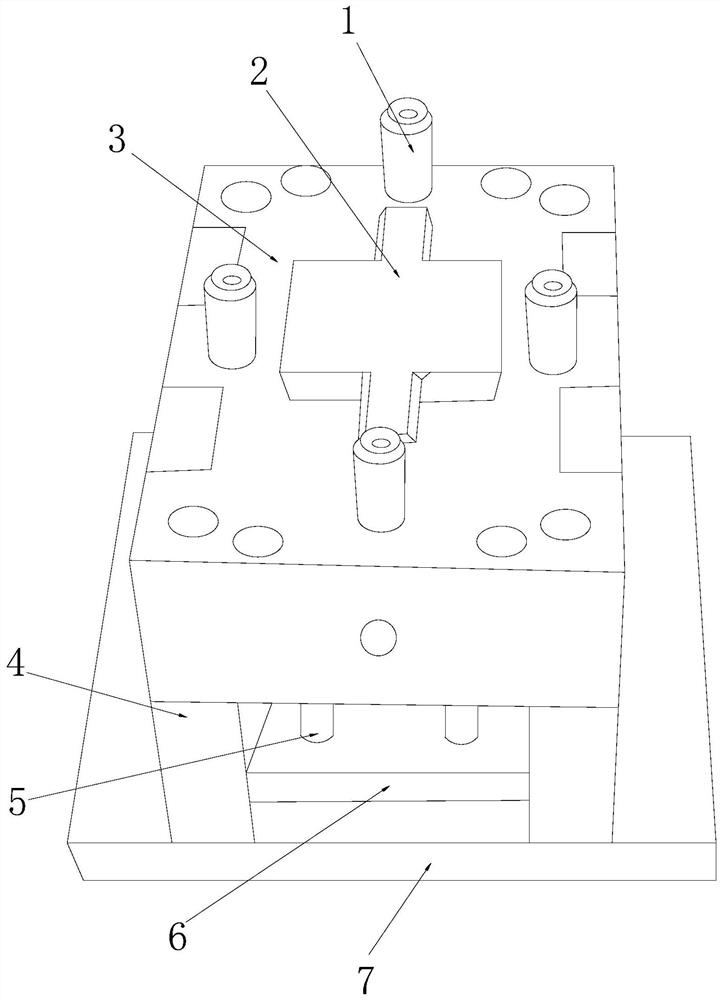
图1为本发明一种坯料成型的模具的结构示意图。
图2为本发明盖装剃架模槽、滑撑套筒、扇桨隔梯板、垫撑轮框座详细的俯瞰剖面结构示意图。
图3为本发明滑撑瓣杆工作状态的仰视截面结构示意图。
图4为本发明撑槽刀盘座工作状态的俯视截面结构示意图。
图5为本发明锁压槽板工作状态的俯瞰剖面结构示意图。
图6为本发明隔震簧卡板工作状态的仰视剖面结构示意图。
附图标记说明:锁销柱管-1、盖装剃架模槽-2、分型面槽块-3、支柱板块-4、司筒杆-5、脱模底垫块-6、基座板-7、工字长轴杆-2A、中通框罩槽-2B、滑撑套筒-2C、扇桨隔梯板-2D、半圆片滑座-2E、垫撑轮框座-2F、滑撑瓣杆-2C1、束套筒-2C2、伸缩槽缸-2C3、斜椭球横架-2C11、滑撑杆-2C12、瓣槽块-2C13、叠球杆架-2C14、撑槽刀盘座-2D1、锁压槽板-2D2、加强筋细杆-2D3、扇桨条板-2D4、蛇形钢筋杆-2D11、刀盘体-2D12、簧压弯扣座-2D13、凹型撑槽-2D14、板槽体-2D21、滑块-2D22、双孔耳板-2D23、锁压斜架框-2D24、垫撑轮盘-2F1、隔震簧卡板-2F2、方框座-2F3、折角加强筋-2F21、锁销卡板-2F22、横杆-2F23、弓字簧撑杆-2F24。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
实施例一:
请参阅图1-图6,本发明提供一种坯料成型的模具,其结构包括:锁销柱管1、盖装剃架模槽2、分型面槽块3、支柱板块4、司筒杆5、脱模底垫块6、基座板7,所述盖装剃架模槽2嵌套于分型面槽块3的顶部上并且处于同一水平面上,所述分型面槽块3通过锁销柱管1与支柱板块4扣合在一起并且相互垂直,所述分型面槽块3通过司筒杆5与脱模底垫块6机械连接并且相互平行,所述脱模底垫块6紧贴于基座板7的顶面上并且处于同一水平面上,所述盖装剃架模槽2设有工字长轴杆2A、中通框罩槽2B、滑撑套筒2C、扇桨隔梯板2D、半圆片滑座2E、垫撑轮框座2F,所述工字长轴杆2A插嵌在中通框罩槽2B的内部并且处于同一竖直面上,所述滑撑套筒2C与工字长轴杆2A机械连接并且轴心共线,所述扇桨隔梯板2D设有两个以上并且均安装于半圆片滑座2E的前侧,所述半圆片滑座2E与垫撑轮框座2F采用间隙配合并且处于同一竖直面上,所述半圆片滑座2E与工字长轴杆2A机械连接,所述中通框罩槽2B嵌套于分型面槽块3的顶部上并且处于同一水平面上。
请参阅图2,所述滑撑套筒2C由滑撑瓣杆2C1、束套筒2C2、伸缩槽缸2C3组成,所述滑撑瓣杆2C1设有两个并且分别插嵌在束套筒2C2的左右两侧,所述束套筒2C2与伸缩槽缸2C3机械连接并且轴心共线,所述扇桨隔梯板2D由撑槽刀盘座2D1、锁压槽板2D2、加强筋细杆2D3、扇桨条板2D4组成,所述撑槽刀盘座2D1通过锁压槽板2D2与加强筋细杆2D3扣合在一起并且处于同一竖直面上,所述加强筋细杆2D3紧贴于扇桨条板2D4的前侧,通过滑撑瓣杆2C1滑动牵引扇桨条板2D4向下扫刷刮剃清理前一个模具成型粘结的坯料残渣,保障内环境防垫撑影响精确度的清理效果。
请参阅图3,所述滑撑瓣杆2C1由斜椭球横架2C11、滑撑杆2C12、瓣槽块2C13、叠球杆架2C14组成,所述斜椭球横架2C11插嵌在滑撑杆2C12的内部并且处于同一水平线上,所述滑撑杆2C12插嵌在瓣槽块2C13的左侧并且轴心共线,所述瓣槽块2C13与叠球杆架2C14嵌套成一体,所述叠球杆架2C14为三角形大球体插接短杆组装而成的球杆架结构,方便球帽叠加形成弧面打滑的滚动摩擦效果,人滑撑形成往复的刀板顶压复位操作效果,通过叠球杆架2C14顶压斜椭球横架2C11达到横撑架升降时的滚动摩擦适配运动效果,降低内磨损程度。
请参阅图4,所述撑槽刀盘座2D1由蛇形钢筋杆2D11、刀盘体2D12、簧压弯扣座2D13、凹型撑槽2D14组成,所述蛇形钢筋杆2D11焊接在刀盘体2D12的内部并且处于同一竖直面上,所述刀盘体2D12插嵌在凹型撑槽2D14中段的顶部上,所述刀盘体2D12与簧压弯扣座2D13机械连接,所述簧压弯扣座2D13为边侧带扭簧筒插接弯管扣块的组合弹压扣座结构,方便弹性顶撑刀架水平滑动清障过程中,让内刀架的稳定性配合晃动间距形成滑切运动效果,通过刀盘体2D12顺着簧压弯扣座2D13牵引弹拉形成环面滑切的轨迹晃动平整内槽清障效果。
请参阅图5,所述锁压槽板2D2由板槽体2D21、滑块2D22、双孔耳板2D23、锁压斜架框2D24组成,所述锁压斜架框2D24插嵌在板槽体2D21的内部并且处于同一竖直面上,所述滑块2D22与锁压斜架框2D24机械连接,所述双孔耳板2D23与锁压斜架框2D24扣合在一起,所述锁压斜架框2D24为边侧带法兰框板上下带梯形边杆架的对位锁压杆架结构,方便牵拉刀盘和整体摆转机架形成扫刷叠层刮剃粘结的料渣操作,通过板槽体2D21与锁压斜架框2D24相互插接形成双板块端压覆的作用力牵引,方便整体机架联动的锁接操作。
工作流程:工作人员通过将锁销柱管1插接盖装剃架模槽2与分型面槽块3进行封装锁止后,让支柱板块4夹压司筒杆5在脱模底垫块6内沉降基座板7方便后期成型后脱模操作,期间通过注塑液浇筑给工字长轴杆2A的内的中通框罩槽2B中,形成模板顶撑的精确度塑型坯料加注操作,使后期脱模后坯料渣粘结的同时也脱出成品高精度零件产品,再通过滑撑套筒2C的滑撑瓣杆2C1撑压束套筒2C2缩紧伸缩槽缸2C3延展沉降斜椭球横架2C11插接滑撑杆2C12弹性顶压瓣槽块2C13与叠球杆架2C14形成滚动摩擦效果,再通过扇桨隔梯板2D的撑槽刀盘座2D1咬合锁压槽板2D2让加强筋细杆2D3摆动牵引扇桨条板2D4扫刷,从而使蛇形钢筋杆2D11插接刀盘体2D12在凹型撑槽2D14内顺着簧压弯扣座2D13晃动平衡铡切修整坯料残渣面,再通过板槽体2D21内的滑块2D22与双孔耳板2D23滑压锁压斜架框2D24形成板件之间互锁摆转联动效果,使半圆片滑座2E顺着细薄刀面滑切形成碎屑推压操作顶住垫撑轮框座2F,让整体的坯料成型的模具在模具内二次清理提升压铸精度也改善成品件的模板塑型方向,保障整体连供压铸过程中的内机架自净联动效果,节省劳动力清洁操作。
实施例二:
请参阅图1-图6,本发明提供一种坯料成型的模具,其他方面与实施例1相同,不同之处在于:
请参阅图2,所述垫撑轮框座2F由垫撑轮盘2F1、隔震簧卡板2F2、方框座2F3组成,所述垫撑轮盘2F1嵌套于隔震簧卡板2F2的顶部上,所述隔震簧卡板2F2插嵌在方框座2F3的顶部上并且处于同一竖直面上,通过垫撑轮盘2F1顶压隔震簧卡板2F2形成一个承重沉降力,保障边沿的框罩避免出刀磨损,提升内机架防护效果。
请参阅图6,所述隔震簧卡板2F2由折角加强筋2F21、锁销卡板2F22、横杆2F23、弓字簧撑杆2F24组成,所述折角加强筋2F21插嵌在锁销卡板2F22的内部,所述折角加强筋2F21通过横杆2F23与弓字簧撑杆2F24焊接成一体并且处于同一竖直面上,所述锁销卡板2F22为顶部带长板底部带折凸长板的复合卡板结构,方便插接底座的方框和顶部的轮体形成扇压板刮剃坯料渣的边框防护效果,通过折角加强筋2F21纵向平行带动弓字簧撑杆2F24压扣弹动,使整体的盘架成型形成扇板和圆盘的叠加防护作用效果。
通过前期的入料处理和整体刀架扇板圆盘加护滑切,使整体内槽通过垫撑轮框座2F的垫撑轮盘2F1顶压边侧外扩摩擦力,让隔震簧卡板2F2的折角加强筋2F21与锁销卡板2F22顶撑滑动压力沉降给横杆2F23与弓字簧撑杆2F24缓冲挤压方框座2F3弹性复位操作,方便后期机架整体静置适配模具压铸,也让模板槽内自清洁的连续性复位高效。
本发明通过上述部件的互相组合,达到运用盖装剃架模槽2与分型面槽块3相配合,通过分型面槽块3锁止中通框罩槽2B,在中通框罩槽2B架设工字长轴杆2A形成一个通过半圆片滑座2E挡泥板式的刮剃清洁分层面效果,也让扇桨隔梯板2D可以有效扫刷延展,形成环面对位插嵌的防粘结脱料操作,让坯料的制备成型可以有效预先清理粘结的内槽杂质,再通过除渣滑衬,形成脱料清理保障内模板精准压覆效果,让整体模具的可以精准压铸成型加工部件,也避免留缝偏差,提升无缝拼接的模具加工完整度,以此来解决注塑坯料的注塑液带有微量粘稠性,容易在模具成型压铸过程中产生流质薄膜片,造成压铸分型面和内模板腔室的隔垫加塞,导致坯料加工的上下隔膜压缩,让成型后的模具齿槽上下变窄,且偏差量大,对无缝拼接的模具成品会造成留缝灰尘引绕现象,导致坯料的饱和度低,且模具的微调清渣效率差,使整体模具的加工合格率普遍降低的问题。
本文中所描述的具体实施例仅仅是对本发明作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的或者超越所附权利要求书所定义的范围。
- 钢合金,塑料成型模具和用于塑料成型模具的韧性淬火坯料
- 研磨用玻璃光学元件坯料用成型模具、和研磨用玻璃光学元件坯料以及光学元件的制造方法