一种浅冷工艺LNG回收系统及回收方法
文献发布时间:2023-06-19 09:35:27
技术领域
本发明属于LNG回收技术领域,特别涉及一种浅冷工艺LNG回收系统及回收方法。
背景技术
LNG(液化天然气)的体积为其气体(20℃,101.325kPa)体积的1/625,储存运输方便,且是目前最清洁的化石能源,其消费量增长迅速。实际生产中,LNG不仅可作为石油产品的清洁替代燃料,也可用来生产甲醇、氨及其它化工产品,此外LNG还可用于民用燃气调峰,其气化的蒸发潜热还可供制冷、冷藏等行业,用途广泛。
随着我国天然气工业的发展,对液化天然气的需求量不断增加,而液化天然气的设计计算制约着液化天然气的发展。目前所用LNG回收主要为混合冷剂。但对混合冷剂的组成,一般都采取保密的办法,其组成和配比都是企业的核心技术秘密,采购此类混合冷剂价格昂贵,这对于天然气液化进一步发展造成了一定难度。
发明内容
针对上述问题,本发明的目的是提供一种浅冷工艺LNG回收系统及回收方法,采用氨作为冷剂、将天然气在氮气增压机增压后循环进入多股流换热器,在膨胀机膨胀产生的冷量中持续不断地将原料天然气冷却,成本低,LNG回收率高。
本发明的技术方案在于:一种浅冷工艺LNG回收系统,包括原料气增压冷却单元、氨冷却原料气单元、原料气分离LPG和NGL单元、氮气制冷循环单元以及原料气转化LNG单元;其中:所述原料气增压冷却单元包括通过管道依次连接的原料气压缩机、第一冷却器、第二冷却器;所述氨冷却原料气单元包括通过管道依次连接的第一混合器、氨压缩机、第三冷却器、节流阀、分流器、第一循环器;所述第一混合器入口连接在所述原料气增压冷却单元的第二冷却器出口,所述第一循环器出口一路连接在所述原料气增压冷却单元的第二冷却器的入口,一路连接在所述第一混合器入口;所述原料气分离LPG和NGL单元包括通过管道依次连接的分离器、第二混合器、脱乙烷塔、泵、液化气塔;所述氮气制冷循环单元包括通过管道依次连接的膨胀机、氮增压机三、第六冷却器、氮增压机一、第五冷却器、氮增压机二、第四冷却器、第二循环器;所述原料气转成LNG单元包括管道依次连接的多股流换热器、节流阀;所述多股流换热器的入口分别与所述原料气增压冷却单元第二冷却器的出口、所述原料气分离LPG和NGL单元的第二混合器出口、所述氮气制冷循环单元膨胀机的出口、第二循环器的出口连接;所述多股流换热器的出口分别与所述节流阀、所述氮气制冷循环单元的膨胀机入口、氮增压机三入口、所述原料气分离LPG和NGL单元的分离器出口相连接。
所述第一冷却器连接在所述原料气压缩机的出口,所述第二冷却器入口连接在所述第一冷却器出口。
所述第三冷却器入口连接在所述氨压缩机的出口;所述节流阀入口连接在所述第三冷却器出口;所述分流器入口连接在所述节流阀出口;所述分流器出口连接在所述第一循环器入口。
所述分离器液体出口连接脱乙烷塔,所述分离器气体出口连接在所述第二混合器,所述泵入口连接所述脱乙烷塔出口,所述泵出口连接所述液化气塔入口,所述脱乙烷塔气体出口连接所述第二混合器。
所述氮增压机三出口连接所述第六冷却器入口;所述第六冷却器出口连接所述氮增压机一入口;所述氮增压机一出口连接所述第五冷却器入口;所述第五冷却器出口连接所述氮增压机二入口;所述氮增压机二出口连接所述第四冷却器入口,所述第四冷却器出口连接所述第二循环器入口。
所述多股流换热器为四股流板翅式换热器。
所述液化气塔设置24层塔盘。
所述脱乙烷塔设置25层塔盘。
一种浅冷工艺LNG回收方法,使用如上所述的任意一种浅冷工艺LNG回收系统,具体过程如下:
S1:原料气增压、冷却、换热后节流生产LNG;
原料气,其温度为30℃、压力为900kPa,进入原料气压缩机进行压缩后,出口物流温度56.11℃、压力1200kPa,进入第一冷却器进行冷却,冷却后物流温度32℃、压力1170kPa,进入第二冷却器再次进行冷却,冷却后物流温度-30℃、压力1155kPa,进入多股流换热器充分地换热,换热后物流温度-100℃、压力1140kPa,进入分离器进行气液分离,分离后物流温度-100℃、压力1140kPa,进入混合器,从混合器出来的物流温度-98.13℃、压力950kPa,再次进入多股流换热器进行换热,换热后物流温度-153℃、压力935kPa,最后进入节流阀进行节流,出来的LNG温度-152.8℃、40kPa;
S2:原料气回收利用过程;
从分离器底部出来的物流温度-100℃、压力1140kPa,进入脱乙烷塔进行充分精馏,脱乙烷塔设置25层塔盘,顶部压力设置为950kPa,底部压力设置为958kPa,脱乙烷塔中重沸器中乙烷的摩尔含量为8%,经过充分精馏后,顶部出来的物流温度-49.01℃、压力950kPa与分离器出来的物流共同进入混合器,重复进行S1中步骤,进入多股流换热器换热后节流生产LNG;;
S3:原料气分离LPG和NGL过程;
脱乙烷塔底部出来的物流温度33.61℃、压力958kPa,进入泵增压,增压后物流温度34.56℃、压力2000kPa,进入液化气塔进行充分精馏,液化气塔设置层塔盘,顶部压力设计为1500kPa,底部压力设计为1508kPa,回流比设为1,底部nC5流率设为1kgmole/h,塔顶出来的LPG 27温度47.51℃、压力1500kPa,塔底出来的NGL28温度183.5℃、压力1508kPa。
所述步骤S1中,用来给第二冷却器提供冷量的氨物流温度-35℃、压力91.52kPa,进入第一混合器5,从第一混合器出来的氨物流温度-35℃、压力91.52kPa,进入氨压缩机进行压缩,压缩完后物流温度114.4℃、压力1700kPa,进入第三冷却器进行冷却,冷却后物流温度35℃、压力1680kPa,进入节流阀节流,节流后物流温度-35℃、压力91.52kPa,进入分流器分出两部分物流,一部分物流进入第一混合器中,另一部分物流通过打循环进入第二冷却器中。
所述步骤S1中,为充分利用天然气生成LNG释放的冷量,采用氮气制冷循环单元循环吸收,所加氮气温度28.45℃、压力425kPa进入氮增压机三进行增压,增压后温度158.9℃、压力1150kPa,进入第六冷却器进行冷却,冷却后物流温度32℃、压力1130kPa,进入氮增压机二进行压缩,压缩后物流温度155.03℃、压力2880kPa,再进入第四冷却器,冷却后物流温度35℃、压力5300kPa,进入第二循环器打循环至多股流换热器,出来物流温度-70℃、压力5285kPa,从多股流换热器出来的物流进入膨胀机进行膨胀制冷,在膨胀机中,氮气经过绝热膨胀,并对外做工的方式,使得气体获得了低温,从膨胀机中出来的物流温度-168.6℃、压力440kPa,再次进入多股流换热器进行热交换,出来的物流温度28.45℃,压力425kPa进入氮增压机一中。
本发明的技术效果在于:1、本发明采用氨作为冷剂、将天然气在氮气增压机增压后循环进入多股流换热器,在膨胀机膨胀产生的冷量中持续不断地将原料天然气冷却,提高LNG回收率,同时循环氮气不断吸收天然气生成LNG释放的冷量,提高系统能量的利用效率;2、本发明在回收LNG的同时,系统中脱乙烷塔和液化气塔同时可将一部分天然气转化成液化石油气产品LPG和NGL,提高了天然气的利用率。
以下将结合附图进行进一步的说明。
附图说明
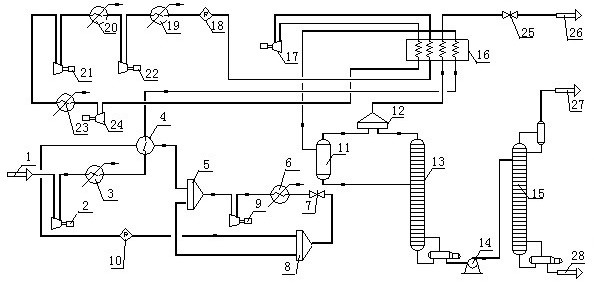
图1为本发明一种浅冷工艺LNG回收系统流程示意图。
附图标记:1-原料气;2-原料气压缩机;3-第一冷却器;4-第二冷却器;5-第一混合器;6-第三冷却器;7-节流阀;8-分流器;9-氨压缩机;10-第一循环器;11-分离器;12-第二混合器;13-脱乙烷塔;14-泵;15-液化气塔;16-多股流换热器;17-膨胀机;18-第二循环器;19-第四冷却器;20-第五冷却器;21-氮增压机一;22-氮增压机二;23-第六冷却器;24-氮增压机三;25-节流阀;26-LNG;27-LPG,28-NGL。
具体实施方式
实施例1
如图1所示,一种浅冷工艺LNG回收系统,包括原料气增压冷却单元、氨冷却原料气单元、原料气分离LPG和NGL单元、氮气制冷循环单元以及原料气转化LNG单元;其中:所述原料气增压冷却单元包括通过管道依次连接的原料气压缩机2、第一冷却器3、第二冷却器4;所述氨冷却原料气单元包括通过管道依次连接的第一混合器5、氨压缩机9、第三冷却器6、节流阀7、分流器8、第一循环器10;所述第一混合器5入口连接在所述原料气增压冷却单元的第二冷却器4出口,所述第一循环器10出口一路连接在所述原料气增压冷却单元的第二冷却器4的入口,一路连接在所述第一混合器5入口;所述原料气分离LPG和NGL单元包括通过管道依次连接的分离器11、第二混合器12、脱乙烷塔13、泵14、液化气塔15;所述氮气制冷循环单元包括通过管道依次连接的膨胀机17、氮增压机三24、第六冷却器23、氮增压机一21、第五冷却器20、氮增压机二22、第四冷却器19、第二循环器18;所述原料气转成LNG单元包括管道依次连接的多股流换热器16、节流阀25;所述多股流换热器16的入口分别与所述原料气增压冷却单元第二冷却器4的出口、所述原料气分离LPG和NGL单元的第二混合器12出口、所述氮气制冷循环单元膨胀机17的出口、第二循环器18的出口连接;所述多股流换热器16的出口分别与所述节流阀25、所述氮气制冷循环单元的膨胀机17入口、氮增压机三24入口、所述原料气分离LPG和NGL单元的分离器11出口相连接。
本发明通过氨冷却原料气单元,采用氨作为冷剂、在原料气增压冷却单元初始增压后,进入氮气增压机24进一步增压循环进入多股流换热器,在膨胀机17膨胀产生的冷量中持续不断地将原料天然气冷却,成本低,LNG回收率高,同时氮气制冷循环单元不断吸收天然气生成LNG释放的冷量,提高系统能量的利用效率;在回收LNG26的同时,系统中脱乙烷塔13和液化气塔15同时可将一部分天然气转化成液化石油气产品LPG27和NGL28,提高了天然气的利用率。
实施例2
优选的,在实施例1的基础上,本实施例中,所述第一冷却器3连接在所述原料气压缩机2的出口,所述第二冷却器4入口连接在所述第一冷却器3出口。所述第三冷却器6入口连接在所述氨压缩机9的出口;所述节流阀7入口连接在所述第三冷却器6出口;所述分流器8入口连接在所述节流阀7出口;所述分流器8出口连接在所述第一循环器10入口。所述分离器11液体出口连接脱乙烷塔13,所述分离器11气体出口连接在所述第二混合器12,所述泵14入口连接所述脱乙烷塔13出口,所述泵14出口连接所述液化气塔15入口,所述脱乙烷塔13气体出口连接所述第二混合器12。所述氮增压机三24出口连接所述第六冷却器23入口;所述第六冷却器23出口连接所述氮增压机一21入口;所述氮增压机一21出口连接所述第五冷却器20入口;所述第五冷却器20出口连接所述氮增压机二22入口;所述氮增压机二22出口连接所述第四冷却器19入口,所述第四冷却器19出口连接所述第二循环器18入口。所述多股流换热器16为四股流板翅式换热器。所述液化气塔15设置24层塔盘。所述脱乙烷塔13设置25层塔盘。
实际使用中,所述多股流换热器16为四股流板翅式换热器,采用四股流换热器进行换热节约能耗,提高能量的转化率。所述液化气塔15设置24层塔盘,利于物流进入液化气塔15内充分精馏,所述脱乙烷塔13设置25层塔盘,便于物流充分反应,有利于提高LPG27和NGL28的转化率。
实施例3
在实施例2的基础上,一种浅冷工艺LNG回收方法,使用如上所述的任意一种浅冷工艺LNG回收系统,具体过程如下:
S1:原料气增压、冷却、换热后节流生产LNG;
原料气1,其温度为30℃、压力为900kPa,进入原料气压缩机2进行压缩后,出口物流温度56.11℃、压力1200kPa,进入第一冷却器3进行冷却,冷却后物流温度32℃、压力1170kPa,进入第二冷却器4再次进行冷却,冷却后物流温度-30℃、压力1155kPa,进入多股流换热器16充分地换热,换热后物流温度-100℃、压力1140kPa,进入分离器11进行气液分离,分离后物流温度-100℃、压力1140kPa,进入混合器12,从混合器12出来的物流温度-98.13℃、压力950kPa,再次进入多股流换热器16进行换热,换热后物流温度-153℃、压力935kPa,最后进入节流阀25进行节流,出来的LNG温度-152.8℃、40kPa;
S2:原料气回收利用过程;
从分离器11底部出来的物流温度-100℃、压力1140kPa,进入脱乙烷塔13进行充分精馏,脱乙烷塔13设置25层塔盘,顶部压力设置为950kPa,底部压力设置为958kPa,脱乙烷塔13中重沸器中乙烷的摩尔含量为8%,经过充分精馏后,顶部出来的物流温度-49.01℃、压力950kPa与分离器11出来的物流共同进入混合器12,重复进行S1中步骤,进入多股流换热器16换热后节流生产LNG;
S3:原料气分离LPG和NGL过程;
脱乙烷塔13底部出来的物流温度33.61℃、压力958kPa,进入泵14增压,增压后物流温度34.56℃、压力2000kPa,进入液化气塔15进行充分精馏,液化气塔15设置24层塔盘,顶部压力设计为1500kPa,底部压力设计为1508kPa,回流比设为1,底部nC5流率设为1kgmole/h,塔顶出来的LPG 27温度47.51℃、压力1500kPa,塔底出来的NGL28温度183.5℃、压力1508kPa。
所述步骤S1中,用来给第二冷却器4提供冷量的氨物流温度-35℃、压力91.52kPa,进入第一混合器5,从第一混合器5出来的氨物流温度-35℃、压力91.52kPa,进入氨压缩机9进行压缩,压缩完后物流温度114.4℃、压力1700kPa,进入第三冷却器6进行冷却,冷却后物流温度35℃、压力1680kPa,进入节流阀7节流,节流后物流温度-35℃、压力91.52kPa,进入分流器8分出两部分物流,一部分物流进入第一混合器5中,另一部分物流通过打循环进入第二冷却器4中。
所述步骤S1中,为充分利用天然气生成LNG释放的冷量,采用氮气制冷循环单元循环吸收,所加氮气温度28.45℃、压力425kPa进入氮增压机三24进行增压,增压后温度158.9℃、压力1150kPa,进入第六冷却器23进行冷却,冷却后物流温度32℃、压力1130kPa,进入氮增压机二21进行压缩,压缩后物流温度155.03℃、压力2880kPa,再进入第四冷却器19,冷却后物流温度35℃、压力5300kPa,进入第二循环器18打循环至多股流换热器16,出来物流温度-70℃、压力5285kPa,从多股流换热器16出来的物流进入膨胀机17进行膨胀制冷,在膨胀机17中,氮气经过绝热膨胀,并对外做工的方式,使得气体获得了低温,从膨胀机17中出来的物流温度-168.6℃、压力440kPa,再次进入多股流换热器16进行热交换,出来的物流温度28.45℃,压力425kPa进入氮增压机一21中。
实际使用中,所述多股流换热器16为四股流板翅式换热器,采用四股流换热器进行换热节约能耗,提高能量的转化率。所述液化气塔15设置24层塔盘,利于物流进入液化气塔15内充分精馏,所述脱乙烷塔13设置25层塔盘,便于物流充分反应,有利于提高LPG27和NGL28的转化率。
实际生产中,原料气以及产生的LNG、LPG、NGL组分如表1、表2、表3和表4所示。LNG(Liquefield natural gas)即液化天然气。液化天然气是以甲烷为主的液烃混合物。LPG(Liquefied petroleum gas),其主要成分由C3和C4烃类组成在常温下处于液态。NGL(Natural gas liquids)也称为天然气液或天然气液体,习惯称为轻烃。
表-1原料气组分及组成表
表-2 LNG组分及组成表
表-3 LPG组分及组成表
表-4 NGL组分及组成表
从表1至表4可以看出:由于LNG液化温度在-152.8℃,经过浅冷工艺LNG回收系统后,绝大部分的C1以及少量的C2、C3都已经液化。LPG在常温下为C3、iC4、nC4中大部分。C5占少量部分。经过上述过程后,NGL中C6占大部分,而C5仅占少量部分。浅冷工艺LNG回收系统中各主要设备能耗如表5所示。
表5系统中各主要设备能耗表
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
- 一种浅冷工艺LNG回收系统及回收方法
- 一种浅冷工艺LNG回收系统