电缆检测装置和方法
文献发布时间:2023-06-19 09:40:06
技术领域
本发明涉及自动检测技术领域,具体涉及一种电缆检测装置和一种电缆检测方法。
背景技术
电力电缆是电力系统中传输和分配电能的重要设备,电缆的绝缘状态对电力系统的安全可靠运行有着重要影响,研究电力电缆绝缘缺陷的检测方法和技术,有助于及时发现绝缘缺陷。
电缆表面缺陷(如破损、褶皱等)检测是绝缘缺陷检测的一种主要途径。目前通常采用人工观测、触摸等方式来检测电缆表面缺陷,人工检测存在对电缆缺陷的定义不明确的问题,很难实现标准化统一;并且,人工检测会存在漏检以及误检,可靠性不高;此外,人工检测的效率较低。
发明内容
本发明为解决上述技术问题,提供了一种电缆检测装置和方法,能够提高电缆检测的自动化程度、可靠性和效率。
本发明采用的技术方案如下:
一种电缆检测装置,其特征在于,包括:底座;壳体,所述壳体在打开状态和闭合状态之间可切换且包括第一半壳和第二半壳,所述第一半壳和所述第二半壳分别可移动地设置在所述底座上,所述第一半壳设有第一弧形槽且所述第二半壳设有第二弧形槽;多个第一相机,多个所述第一相机分别可移动地设在所述第一半壳和所述第二半壳内;第一发光件和第二发光件,所述第一发光件设在所述第一半壳内且所述第二发光件设在所述第二半壳内;第二相机和背光源,所述第二相机和所述背光源中的一个设在所述第一半壳内且另一个设在所述第二半壳内,其中,所述壳体在打开状态下所述第一半壳与所述第二半壳彼此分离;所述壳体在闭合状态下所述第一半壳与所述第二半壳并拢且共同围合成检测腔,所述第一弧形槽与所述第二弧形槽共同围合成支撑孔,所述第一发光件与所述第二发光件共同围合成环形孔,多个所述第一相机沿所述支撑孔的周向间隔分布,每个所述第一相机沿所述支撑孔的径向可移动。
所述的电缆检测装置还包括:第二相机和背光源,所述第二相机和所述背光源中的一个设在所述第一半壳内且另一个设在所述第二半壳内,所述第二相机和所述背光源相对布置,所述第二相机可朝向和背向所述背光源移动,其中,所述壳体在闭合状态下,所述第二相机与所述背光源沿所述支撑孔的径向相对。
所述底座设有驱动件和导轨,所述驱动件分别与所述第一半壳和所述第二半壳传动连接以驱动所述第一半壳和所述第二半壳朝向彼此或背向彼此地沿所述导轨运动。
所述的电缆检测装置还包括:多个第一线性模组,多个所述第一线性模组分别安装在所述第一半壳和所述第二半壳内,多个所述第一线性模组分别与多个所述第一相机一一对应,所述第一相机可移动地安装在所述第一线性模组上。
所述第一线性模组包括:第一滑轨;第一电机,所述第一电机和所述第一相机分别安装于所述第一滑轨,所述第一电机与所述第一相机传动连接。
所述的电缆检测装置还包括:第一安装板和第二安装板,所述第一安装板安装在所述第一半壳上,所述第二安装板安装在所述第二半壳上,多个所述第一线性模组分别安装在所述第一安装板和所述第二安装板上。
所述第一安装板和所述第二安装板分别为多个,每个所述第一线性模组安装在对应的所述第一安装板或所述第二安装板上。
所述的电缆检测装置还包括:第二线性模组,所述第二线性模组安装在所述第二半壳内且包括:第二滑轨;第二电机,所述第二电机和所述第二相机分别安装于所述第二滑轨,所述第二电机与所述第二相机传动连接。
所述的电缆检测装置还包括:第一支撑骨架和第二支撑骨架,所述第一支撑骨架安装在所述第一半壳上,所述第二支撑骨架安装在所述第二半壳上,所述第一发光件安装在所述第一支撑骨架上且所述第二发光件安装在所述第二支撑骨架上,所述第二相机和所述背光源中的所述一个安装在所述第一支撑骨架上且所述另一个安装在所述第二支撑骨架上。
所述第一半壳内的多个所述第一相机分别位于所述第一半壳的上部和下部,所述第二半壳内的多个所述第一相机分别位于所述第二半壳的上部和下部,所述第二相机与所述背光源在水平方向上相对。
所述第一半壳设有第一滚轮,所述第二半壳设有第二滚轮,所述壳体在所述闭合状态下所述第一滚轮和所述第二滚轮相对且分别位于所述支撑孔下方。
一种基于上述电缆检测装置的电缆检测方法,包括以下步骤:将所述电缆检测装置架设于电缆移动路径上,使待检测电缆位于支撑孔内;自动调节所述第一相机的镜头到待检测电缆表面的距离,并打开第一发光件和所述第二发光件以发出环形光;通过所述第一相机拍摄图片并将拍摄到的图片发送至后台;后台根据所述图片判断所述待检测电缆是否存在表面缺陷。
本发明的有益效果:
本发明通过设置可相对移动的两半部分,并在构成整体时内部打光拍照,另外,可通过相机的移动实现自动对焦,使得检测电缆缺陷的可靠性高、自动化程度高,提高电缆检测效率,保证产品质量。
附图说明
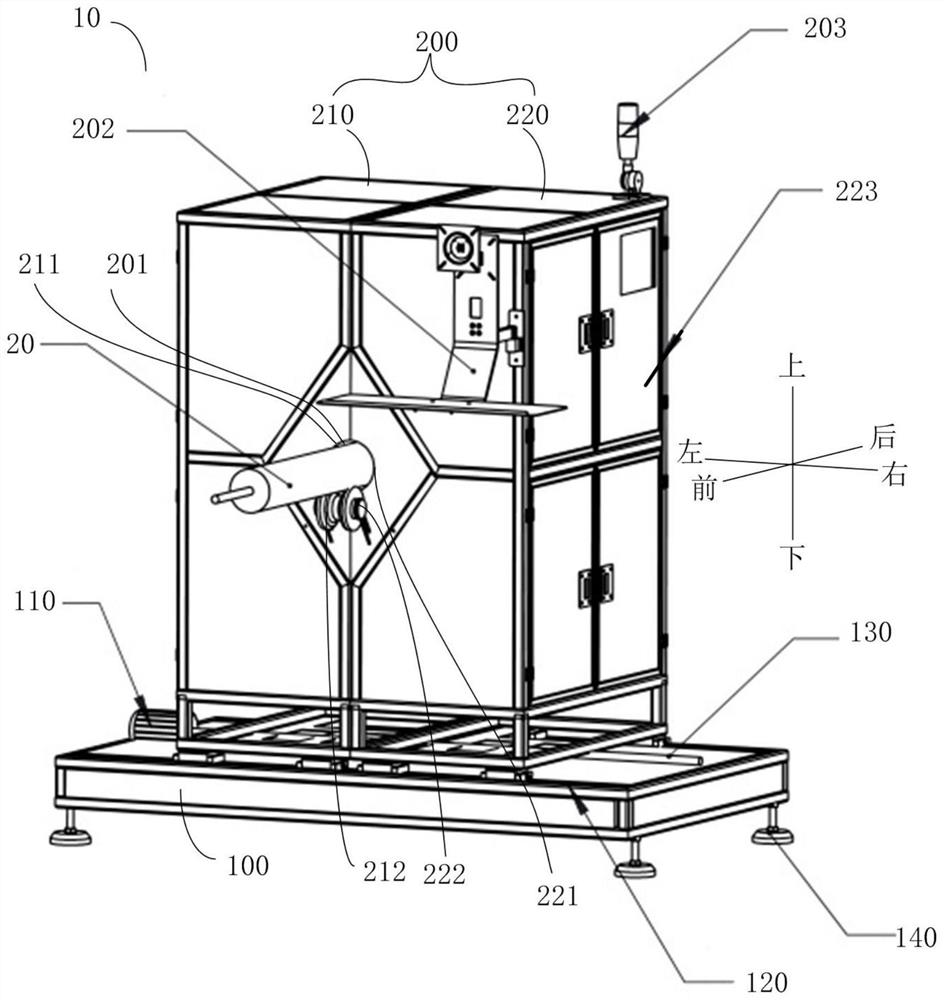
图1为本发明一个实施例的电缆检测装置的外部结构示意图;
图2为本发明一个实施例的电缆检测装置的内部结构示意图。
附图标记:
电缆检测装置10、底座100、驱动件110、导轨120、双向丝杠130、脚杯140、壳体200、支撑孔201、显示器202、报警灯203、第一半壳210、第一弧形槽211、第一滚轮212、第二半壳220、第二弧形槽221、第二滚轮222、门体223、第一相机300、第一发光件410、第二发光件420、第二相机500、背光源600、第一线性模组710、第二线性模组720、第一安装板810、第二安装板820、第一支撑骨架910、第二支撑骨架920、电缆20。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1和图2所示,本发明实施例的电缆检测装置10,包括底座100、壳体200、第一相机300、第一发光件410和第二发光件420。其中,壳体200在打开状态和闭合状态之间可切换,且壳体200包括第一半壳210和第二半壳220。第一半壳210和第二半壳220分别可移动地设置在底座100上,通过第一半壳210和第二半壳220的相对移动实现壳体200的打开状态和闭合状态的切换。第一半壳210设有第一弧形槽211且第二半壳220设有第二弧形槽221。第一相机300为多个,多个第一相机300分别可移动地设在第一半壳210和第二半壳220内。例如,第一相机300为四个,其中两个第一相机300设在第一半壳210内,两个第一相机300设在第二半壳220内。第一发光件410设在第一半壳210内且第二发光件420设在第二半壳220内。第一发光件410和第二发光件420可分别为半环形LED件。
其中,壳体200在打开状态下第一半壳210与第二半壳220彼此分离。壳体200在闭合状态下第一半壳210与第二半壳220并拢且共同围合成检测腔,第一弧形槽211与第二弧形槽221共同围合成支撑孔201,第一发光件410与第二发光件420共同围合成环形孔,发出环形光。多个第一相机300沿支撑孔201的周向(即电缆20的周向)间隔分布,每个第一相机300沿支撑孔201的径向(即电缆20的径向)可移动。可以理解,电缆20适于配合在支撑孔201以及第一发光件410与第二发光件420所围成的环形孔中。
在本发明的一个具体实施例中,壳体200的整体框架可为铝型材钣金加工件。
进一步地,本发明实施例的电缆检测装置10还包括第二相机500和背光源600,第二相机500和背光源600中的一个设在第一半壳210内且另一个设在第二半壳220内,例如,背光源600设在第一半壳210内,第二相机500设在第二半壳220内。第二相机500和背光源600相对布置,第二相机500可朝向和背向背光源600移动。壳体200在闭合状态下,第二相机500与背光源600沿支撑孔201的径向相对。
支撑孔201可以为两个,例如,第一弧形槽211和第二弧形槽221分别为两个,两个第一弧形槽211布置在第一半壳210的前侧和后侧,两个第二弧形槽221布置在第二半壳220的前侧和后侧。
在本发明的一个实施例中,如图1所示,底座100设有驱动件110和导轨120,驱动件110分别与第一半壳210和第二半壳220传动连接以驱动第一半壳210和第二半壳220朝向彼此或背向彼此地沿导轨120运动。例如,驱动件110可以为三相异步电机,底座100上设有双向丝杠130,导轨120沿左右方向延伸,三相异步电机通过双向丝杠130驱动第一半壳210和第二半壳220在导轨120上移动。
在本发明的一个实施例中,如图2所示,电缆检测装置10还包括多个第一线性模组710。多个第一线性模组710分别安装在第一半壳210和第二半壳220内,多个第一线性模组710分别与多个第一相机300一一对应,第一相机300可移动地安装在第一线性模组710上。例如,第一线性模组710为四个,其中两个第一线性模组710安装在第一半壳210内,两个第一线性模组710安装在第二半壳220内,第一半壳210内的两个第一相机300分别与第一半壳210内的两个第一线性模组710一一对应,第二半壳220内的两个第一相机300分别与第二半壳220内的两个第一相机300一一对应。
在本发明的一个实施例中,如图2所示,第一线性模组710包括第一滑轨和第一电机。第一电机和第一相机300分别安装于第一滑轨,第一电机与第一相机300传动连接,第一电机驱动第一相机300沿第一滑轨移动。第一电机可为伺服电机,第一相机300通过连接座与第一滑轨和第一电机连接。
在本发明的一个实施例中,如图2所示,电缆检测装置10还包括第一安装板810和第二安装板820。第一安装板810安装在第一半壳210上,第二安装板820安装在第二半壳220上,多个第一线性模组710分别安装在第一安装板810和第二安装板820上。
在本发明的一个实施例中,如图2所示,第一安装板810和第二安装板820分别为多个,每个第一线性模组710安装在对应的第一安装板810或第二安装板820上。例如,第一安装板810和第二安装板820分别为两个,第一半壳210内的两个第一线性模组710分别通过两个第一安装板810安装固定,第二半壳220内的两个第一线性模组710分别通过两个第二安装板820安装固定。
在本发明的一个实施例中,如图2所示,电缆检测装置10还包括第二线性模组720,第二线性模组720安装在第二半壳220内,且第二线性模组720包括第二滑轨和第二电机。第二电机和第二相机500分别安装于第二滑轨,第二电机与第二相机500传动连接,第二电机驱动第二相机500沿第二滑轨移动。第二电机可为伺服电机,第二相机500通过连接座与第二滑轨和第二电机连接。
在本发明的一个实施例中,如图2所示,电缆检测装置10还包括第一支撑骨架910和第二支撑骨架920。第一支撑骨架910安装在第一半壳210上,第二支撑骨架920安装在第二半壳220上,第一发光件410安装在第一支撑骨架910上且第二发光件420安装在第二支撑骨架920上,第二相机500和背光源600中的一个安装在第一支撑骨架910上且另一个安装在第二支撑骨架920上。例如,背光源600安装在第一支撑骨架910上,第二线性模组720安装在第二支撑骨架920上。
在本发明的一个实施例中,如图2所示,第一半壳210内的多个第一相机300分别位于第一半壳210的上部和下部,第二半壳220内的多个第一相机300分别位于第二半壳220的上部和下部,第二相机500与背光源600在水平方向上相对。也就是说,第一半壳210内的多个第一线性模组710分别位于第一半壳210的上部和下部,第二半壳220内的多个第一线性模组710分别位于第二半壳220的上部和下部,第二线性模组720与背光源600在水平方向上相对。
具体地,第一半壳210位于第二半壳220的左侧,第一半壳210内的位于上方的第一线性模组710由上至下且向右倾斜延伸,第一半壳210内的位于下方的第一线性模组710由下至上且向右倾斜延伸,第二半壳220内的位于上方的第一线性模组710由上至下且向左倾斜延伸,第二半壳220内的位于下方的第一线性模组710由下至上且向左倾斜延伸,即,四个第一线性模组710分别沿支撑孔201的径向延伸。第二线性模组720与光源在左右方向上相对,第二线性模组720沿左右方向延伸。其中,两个第一安装板810分别位于第一半壳210的上部和下部,两个第二安装板820分别位于第二半壳220的上部和下部。
在本发明的一个实施例中,如图1所示,第一半壳210设有第一滚轮212,第二半壳220设有第二滚轮222,壳体200在闭合状态下第一滚轮212和第二滚轮222相对且分别位于支撑孔201下方,由此,电缆20沿前后方向移动时,第一滚轮212和第二滚轮222可用于承托电缆20。当然,第一滚轮212和第二滚轮222可以分别为两个,两个第一滚轮212位于壳体200的前侧和后侧,两个第二滚轮222位于壳体200的前侧和后侧。
在本发明的一个实施例中,如图1所示,第二半壳220的右侧设有多个门体223,多个门体223分别位于第二半壳220的上部和下部,以打开和关闭检测腔。门体223可以为黑茶色遮光亚克力玻璃件或其他不透光件。
下面参照附图详细描述根据本发明一个具体实施例的电缆检测装置10的工作流程。
电缆检测装置安装完成后,可架设于电缆移动路径上,如电缆生产线与电缆收卷辊之间,通过底座100上的脚杯140调节好高度,三相异步电机带动双向丝杠130对第一半壳210和第二半壳220进行同步对向开合控制,使得待检测电缆20位于两支撑孔201内。
然后,在不透光壳体200内,即遮光环境下通过四个第一线性模组710的伺服电机带动布置成X型的四个第一相机300自动调节镜头到待检测电缆20表面的距离,同时,或不同时地,通过第二线性模组720带动第二相机500自动调节镜头到待检测电缆20表面的距离。其中,第一相机300拍照时的打光方式为环形光,第二相机500拍照时的打光方式为使用背光源。应当理解的是,布置成X型的四个第一相机300可拍摄到待检测电缆20周向所有角度位置处,从而实现对电缆的全面检测。
第一相机300将拍摄到的图片发送至后台,后台可检测出图片中的待检测电缆20是否存在表面缺陷。第二相机500将拍摄到的图片发送至后台,后台可基于图片中待检测电缆20的尺寸得到待检测电缆20的直径。
此外,当检测出图片中的待检测电缆20存在表面缺陷时,还可在显示器202上显示出该图片,并通过报警灯203进行报警提示。
随着电缆的收卷,电缆检测装置能够沿电缆长度方向对电缆进行持续检测。
根据本发明实施例的电缆检测装置,通过设置可相对移动的两半部分,并在构成整体时内部打光拍照,另外,可通过相机的移动实现自动对焦,使得检测电缆缺陷的可靠性高、自动化程度高,提高电缆检测效率,保证产品质量。
基于上述实施例的电缆检测装置,本发明还提出一种电缆检测方法。
如图3所示,本发明实施例的电缆检测方法包括以下步骤:
S1,将电缆检测装置架设于电缆移动路径上,使待检测电缆位于支撑孔内。
S2,自动调节第一相机的镜头到待检测电缆表面的距离,并打开第一发光件和第二发光件以发出环形光。
S3,通过第一相机拍摄图片并将拍摄到的图片发送至后台。
S4,后台根据第一相机拍摄到的图片判断待检测电缆是否存在表面缺陷。
具体地,后台工控机可对第一相机拍摄到的图片进行图像处理,例如分割、二值化,然后与不存在缺陷的模板电缆图片进行比较,以判断图片中的待检测电缆是否存在表面缺陷。或者,后台工控机可内置有通过大量缺陷图片训练出的深度学习神经网络检测模型,通过该深度学习神经网络检测模型检测出图片中的待检测电缆是否存在表面缺陷。
进一步地,本发明实施例的电缆检测方法还可包括:自动调节第二相机的镜头到待检测电缆表面的距离,并打开背光源;第二相机拍摄图片并将拍摄到的图片发送至后台;后台根据第二相机拍摄到的图片得到待检测电缆的直径。
具体地,后台工控机可结合相机参数得到图片与实景的尺寸比例,然后结合图片中待检测电缆的直径计算待检测电缆的实际直径。由此,能够实现对电缆直径的检测。在本发明的一个实施例中,可结合直径检测结果进一步判断电缆缺陷,例如同一电缆某位置处的直径与其他位置直径相差较大时,可判定该位置处存在缺陷。应当理解的是,由于缺陷是通过直径的比较来判断的,当仅将直径检测结果用于判断电缆缺陷时,后台工控机得到图片中待检测电缆的直径即可,无需计算待检测电缆的实际直径。
本发明实施例的电缆检测方法更具体的实施方式,可参照上述电缆检测装置的实施例,在此不再赘述。
根据本发明实施例的电缆检测方法,能够提高电缆检测的自动化程度、可靠性和效率。
在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必针对相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
- 电缆卷盘导向架检测装置及电缆卷盘电缆状态检测方法
- 一种用于电缆管道检测装置的检测组件及电缆管道检测装置