通用带绣机构及通用带绣送料夹紧方法
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及绣花机技术领域,尤其涉及一种通用带绣机构及通用带绣送料夹紧方法。
背景技术
在绣花机技术领域,带子的宽度很窄,目前只有龙门机、马头机等小机器才可以实现带绣功能,效率低,不能满足大规模生产的需求。
中国专利公开号为CN102700240A公开了一种绣花冷转移印花一体机,包括印花装置机架和绣花装置机架,印花装置机架上的轨道安装板上开设有气囊孔,气囊孔下方安装有气囊,该一体机通过绣印固定外框和绣印固定内框对布料进行固定,然后通过气囊实现绣印。
该一体机主要是针对面积较大的布料能够实现刺绣,但是无法实现大规模的宽度较窄的带子的刺绣功能。
因此,亟需发明一种能够在大机器普通的平绣机器上进行带绣工艺的机器。
发明内容
本发明的技术目的就在于解决上述现有技术的缺陷,提供一种通用带绣机构及通用带绣送料夹紧方法,使带绣工艺能够采用一般的平绣机做带绣,实现大规模生产。
作为本发明的第一个方面,本发明提供一种通用带绣机构,包括:
台板;
框架,设置在台板上并可沿带子进料方向移动;
带夹紧机构,设置在所述框架内并与所述框架固定连接,包括底板、以及沿带子进料方向依次设置的第三夹紧组件和第二夹紧组件,所述第二夹紧组件和第三夹紧组件固定在所述底板的上方;
第一夹紧组件,固定在台板上,并位于第二夹紧组件的下游。
根据本发明一示例实施方式,所述第一夹紧组件、第二夹紧组件和第三夹紧组件均包括气囊、气管、夹紧座、复位弹簧和夹紧板;
所述夹紧座下方依次设有气囊、夹紧板和复位弹簧,所述气囊和气管连通,所述气囊充气时推动所述夹紧板向下运动,所述气囊排气时,复位弹簧推动所述夹紧板向上运动。
根据本发明一示例实施方式,第二夹紧组件和第三夹紧组件的夹紧座均与底板固定连接。
根据本发明一示例实施方式,所述通用带绣机构还包括防护板,所述第一夹紧组件通过所述防护板与台板固定连接。
根据本发明一示例实施方式,所述防护板设置在所述台板的边沿。
根据本发明一示例实施方式,所述第一夹紧组件的夹紧座与所述防护板固定连接。
根据本发明一示例实施方式,所述带夹紧机构还包括设置在第二夹紧组件和第三夹紧组件之间的两个卡位机构。
根据本发明一示例实施方式,每个所述卡位机构包括两个卡位块、卡位轴和标尺,所述卡位轴和标尺均与带子进料方向垂直地设置在所述底板上方,所述卡位块设置在卡位轴上并可沿标尺方向移动。
根据本发明一示例实施方式,每个所述卡位机构还包括设置在卡位轴两端的两个卡位轴定位块。
根据本发明一示例实施方式,所述通用带绣机构还包括带收料机构,所述带收料机构包括电机座、带滚轮、主动带轮、电机、被动带轮组件和皮带;
所述电机、主动带轮、被动带轮组件均设置在所述电机座上,所述电机驱动主动带轮旋转,所述皮带套在主动带轮和被动带轮组件上,所述被动带轮组件驱动所述带滚轮转动。
根据本发明一示例实施方式,所述被动带轮组件包括被动带轮、传动轴和轴承,所述轴承的内圈与传动轴固定连接,外圈与所述电机座固定连接,所述被动带轮设置在传动轴的一端,所述皮带套在所述被动带轮上,所述传动轴驱动所述带滚轮旋转。
根据本发明一示例实施方式,所述带收料机构设置在所述台板的下方,所述带收料机构还包括设置在带滚轮上游的滚轮。
根据本发明一示例实施方式,所述带收料机构还包括摆臂和光电感应元件,所述摆臂的一端与电机座铰接,另一端与所述滚轮固定连接,所述光电感应元件固定在所述电机座上,并可感应所述摆臂位置。
作为本发明的第二个方面,本发明提供一种通用带绣送料夹紧方法,采用所述的通用带绣机构,包括如下步骤:
绣作时,第一夹紧组件不夹紧带子,第二夹紧组件和第三夹紧组件夹紧带子;
绣作完成后,框架带动带子向第一夹紧组件方向移动第一预定距离,在第一夹紧组件的下游收料并张紧带子;
第一夹紧组件夹紧带子,第二夹紧组件和第三夹紧组件不夹紧带子,框架向上游方向移动第二预定距离,使即将进行绣作的带子位于第二夹紧组件和第三夹紧组件之间;
第二夹紧组件和第三夹紧组件夹紧即将进行绣作的带子,第一夹紧组件不夹紧带子,开始绣作。
根据本发明一示例实施方式,所述第二夹紧组件和第三夹紧组件夹紧即将进行绣作的带子的方法包括如下步骤:
第三夹紧组件夹紧带子,框架向带子进料方向的上游移动第三预定距离,第二夹紧组件夹紧带子。
根据本发明一示例实施方式,所述第三预定距离远小于所述第二预定距离。
根据本发明一示例实施方式,所述在第一夹紧组件的下游收料并张紧带子的方法包括:采用带收料机构收料,并通过光电感应元件感应摆臂位置,以确定带子张紧。
本发明的有益效果是:
本发明提供的通用带绣机构,可以直接在大机器普通平绣机上加装,并可根据使用的平绣机的头数加装多个通用带绣机构,实现一般平绣机做带绣,从而能够大规模的生产。
同时,本发明的通用带绣机构拆卸方便,适用不同的应用场景。
附图说明
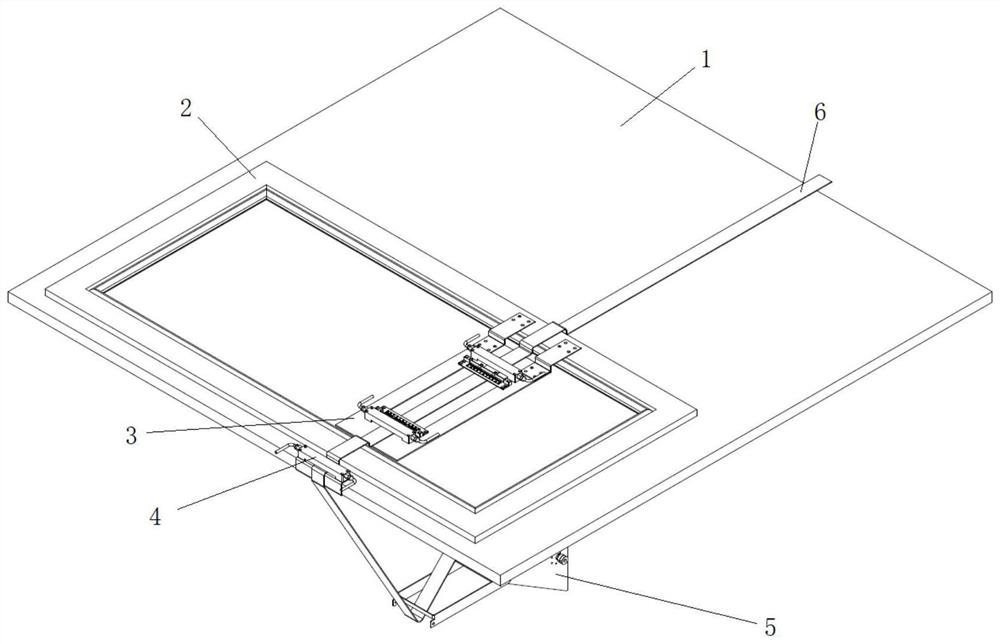
图1给出了通用带绣机构的立体图;
图2给出了框架、带夹紧机构、第一夹紧组件和带收料机构的立体图;
图3给出了框架、带夹紧机构、第一夹紧组件和带收料机构的侧视图;
图4给出了框架、带夹紧机构、第一夹紧组件和带收料机构的分解图;
图5给出了带夹紧组件的立体图;
图6给出了第二夹紧组件的分解图;
图7给出了电机、主动带轮、被动带轮组件和电机座的分解图;
图8给出了框架、带夹紧机构、第一夹紧组件和带收料机构的剖视图。
其中,1—台板,2—框架,3—带夹紧机构,31—底板,32—第二夹紧组件,321—夹紧座,322—气囊,323—夹紧板,324—复位弹簧,325—气管,326—第一气管接头,327—第二气管接头,328—弹簧挡板,33—第三夹紧组件,34—卡位轴,35—卡位块,36—标尺,37—卡位轴定位块,4—第一夹紧组件,5—带收料机构,51—电机座,52—带滚轮,53—主动带轮,54—被动带轮组件,541—被动带轮,542—传动轴,543—轴承,55—皮带,56—电机,57—滚轮,58—摆臂,591—光电感应元件,592—感应板,593—光电安装板,6—带子,7—连接板,8—防护板。
具体实施方式
以下对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
根据本发明的第一个方面,提供了一种通用带绣机构,如图1所示,包括台板1、框架2、带夹紧机构3、第一夹紧组件4和带收料机构5。
如图1-3所示,台板1水平放置。框架2水平设置在台板1上,并可沿带子6的进料方向移动。带夹紧机构3设置在框架2内,并与框架2固定连接,用于夹紧带子6,便于平绣机进行刺绣工作。第一夹紧组件4固定在台板1的边沿并位于带夹紧机构3的下游,与带夹紧机构3配合拉动带子6运动。带收料机构5设置在台板1和框架2的下方,并位于第一夹紧组件4的下游,用于收取完成刺绣的带子6。
如图2、图4和图5所示,带夹紧机构3包括底板31、第二夹紧组件32、第三夹紧组件33和两个卡位机构。底板31通过连接板8与框架2固定连接。第二夹紧组件32和第三夹紧组件33固定在底板31上方。在带子6的进料方向上,第三夹紧组件33位于第二夹紧组件32的上游,与第二夹紧组件32配合共同夹紧带子6。如图6所示,第二夹紧组件包括夹紧座321、气囊322、夹紧板323、复位弹簧324、气管325、第一气管接头326、第二气管接头327和弹簧挡板328。夹紧座321的两端通过第一气管接头326与气管325固定连接,夹紧座321的两端还与底板31固定连接。夹紧座321的下方依次为气囊322、夹紧板323、复位弹簧324和弹簧挡板328。气囊322的两端设有第二气管接头327,该第二气管接头327与第一气管接头326连通,通过气管325给气囊322进气和排气。气囊322充气时,可推动下方的夹紧板323向下运动,夹紧底板31和夹紧板323之间的带子6;气囊322排气时,复位弹簧324推动夹紧板323向上运动,放开底板31和夹紧板323之间的带子6,以此实现带子6的夹紧和放开。第三夹紧组件33和第二夹紧组件32的结构相同。如图5所示,两个卡位机构均设置在第二夹紧组件32和第三夹紧组件33之间。其中一个卡位机构靠近第二夹紧组件32,另一个卡位机构靠近第三夹紧组件33。每个卡位机构包括一根卡位轴34、两块卡位块35、一个标尺36和两个卡位轴定位块37。卡位轴34两端与卡位轴定位块37固定连接,卡位轴定位块37和标尺36均固定在底板31上方。带子6在标尺36和卡位块34的下方。标尺36和卡位轴34均与带子6的进料方向垂直。一根卡位轴34上设有两块卡位块35,卡位块35可在卡位轴34上并可沿卡位轴34的长度方向和标尺36的方向移动。
如图1-4和图8所示,第一夹紧组件4位于第二夹紧组件2的下游,通过凹字形的防护板8固定在台板1边沿,凹字形的防护板8即可连接第一夹紧组件4和台板1,也可以对带子6起到保护作用。第一夹紧组件4的结构与第二夹紧组件32相同。第一夹紧组件4的夹紧座与防护板8固定连接,使得气囊充气时,可推动下方的夹紧板向下运动,夹紧防护板8和夹紧板之间的带子6;气囊排气时,复位弹簧推动夹紧板向上运动,放开防护板8和夹紧板之间的带子6。
如图4和图7所示,带收料机构5包括电机座51、带滚轮52、主动带轮53、电机56、被动带轮组件54、皮带55、滚轮57、摆臂58和光电感应组件,光电感应组件包括光电感应元件591、感应板592和光电安装板593。电机56设置在电机座51内,并与电机座51外的主动带轮53连接,用于驱动主动带轮53旋转。被动带轮组件54包括被动带轮541、传动轴542和两个轴承543。轴承543的内圈与传动轴542固定连接,并设置在传动轴542的两端;外圈与电机座51固定连接。被动带轮541设置在传动轴542的一端,并位于电机座51外。皮带55套在被动带轮541和主动带轮53上,使得被动带轮541在主动带轮53的带动下旋转。如图8所示,传动轴542随被动带轮542旋转并驱动带滚轮57旋转。滚轮57设置在带滚轮52的上游。摆臂58的一端与滚轮57固定连接,另一端与电机座51铰接,使得张紧的带子6拉动摆臂58旋转,摆臂58与滚轮57连接的一端向上运动。光电安装板593连接光电感应元件591和电机座51,感应板592设置在摆臂58上,当摆臂58旋转时,感应板593向上运动靠近光电感应元件591,从而识别出带子6张紧。
根据本发明的第二个方面,提供一种通用带绣送料夹紧方法,采用第一个方面的通用带绣机构,包括如下步骤:
1)绣作时,第一夹紧组件4不夹紧带子6,第二夹紧组件32和第三夹紧组件33夹紧带子6。
2)绣作完成后,框架2带动带子6向第一夹紧组件4方向(也就是带子6进料方向的下游)移动第一预定距离。
3)带滚轮52在电机56的驱动下旋转,在第一夹紧组件4的下游收料,直至带子6张紧,摆臂58在带子6的拉动下旋转,光电感应元件591识别到感应板593向上运动,确定带子6张紧。
4)第一夹紧组件4夹紧带子6,第二夹紧组件32和第三夹紧组件33不夹紧带子,框架2向带子6进料方向的上游方向移动第二预定距离,使即将进行绣作的带子6位于第二夹紧组件32和第三夹紧组件33之间。
5)第三夹紧组件33夹紧带子6,框架2向带子6进料方向的上游移动第三预定距离,拉紧带子6,第三预定距离远小于第二预定距离。
6)第二夹紧组件32夹紧带子6,第一夹紧组件4不夹紧带子6,开始绣作。
通过重复上述的步骤,可实现自动夹紧带子6、自动收料,实现一般平绣机做带绣,从而能够大规模的生产。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 通用带绣机构及通用带绣送料夹紧方法
- 一种盘带绣装置、盘带绣送料控制方法