一种自适应调控低温窑炉排烟风机的系统和方法
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及低温窑炉领域,具体涉及一种自适应调控低温窑炉排烟风机的系统和方法。
背景技术
窑炉是工矿企业中常见常用的重点耗能设备。目前,我国企业存在大量的排烟温度低于250 ℃的低温炉窑,排烟热损失是影响此类设备热效率的一个重要因素。大多数企业只知道它们的窑炉能否满足生产工艺的要求,而对这些设备的排烟风机与燃烧器是否匹配、热效率的高低知之甚少。通过大量的实地调研和能效测试发现,在大多数低温窑炉排出的烟气中,过量空气系数远高于正常值,也就是说排烟风机的额定抽风量远大于烟气生成量,这不仅会造成大量的热量随烟气排出而未参与到有效的加热过程,还会有大量的热量被用于加热新补充进来的冷空气,大大降低了此类设备的热效率。但从企业的角度来看,企业可以容忍这些设备的能耗较高,而不能接受更换成小功率排烟风机后可能会造成当产量、使用环境波动时无法满足生产工艺要求。因此,本项目设计了一种基于现代传感器技术、实时动态反馈控制的智能排烟系统,在不对企业生产工艺要求造成任何影响的情况下,不仅大大降低了企业低温窑炉的排烟热损失,提高了设备的热效率,还为企业节约了大量的能源支出,降低了单位产品能耗,达到了节能增效的目的。
针对工矿企业中常见常用的排烟温度低于250 ℃的低温炉窑,研发了一种可独立运行、实时动态反馈控制的低温窑炉智能排烟系统,在不对企业生产工艺造成任何影响的情况下,不仅有效解决了工业企业低温窑炉排烟风机与燃烧器不匹配造成的过排烟热损失问题,还避免了外部环境波动对该系统运行稳定性的影响,可以较少的燃料消耗量使低温窑炉保持在正常生产工艺所需温度范围内,燃料的燃烧也更充分,减少了气体不完全燃烧热损失。
发明内容
本发明目的在于提供一种自适应调控低温窑炉排烟风机的方法,有效降低了不必要的排烟量,提高了排烟风机与燃烧器的匹配度,节能效果显著,且具有巨大的推广应用潜力,本发明结构合理,设计巧妙,适合推广;
本发明所采用的技术方案是:一种自适应调控低温窑炉排烟风机的系统,系统包括排烟单元、报警单元、处理单元和能源调节单元;
所述排烟单元包括差压传感器、温度传感器和排烟风机,所述排烟单元设置在低温窑炉的排烟管道内,所述差压传感器包含有第一检测端和第二检测端,靠近低温窑炉的一端设置有第一检测端,远离低温窑炉的一端设置有第二检测端;
所述处理单元包括有显示屏和控制单元,所述差压传感器和所述温度传感器分别与所述控制单元连接,所述控制单元的输出端与所述排烟风机的上电端连接;
所述能源调节单元包括能源供应单元、能源调节单元和采集单元,所述能源供应单元对低温窑炉提供热量,所述能源调节单元调节所述能源供应单元能源输出的大小,所述采集单元的输出单元与所述控制单元连接,所述采集单元采集所述能源供应单元供应在一定时间段内的能源输出量;
所述报警单元包括有声光触发单元和急停单元,所述急停单元的输入端与所述控制单元连接,所述急停单元的输出单元与所述能源供应单元连接;
系统还包括有两种工作模式,一种为手动模式,一种为自动模式,当选择手动模式时,人工启动或者关闭所述排烟风机,当选择自动模式时,实现排烟风机的自动工作。
优选的,所述能源供应单元为天然气燃烧机,所述采集单元为天然气流量计,所述能源调节单元为所述比例调节阀,所述天然气流量计设置在所述天然气管道中,所述天然气管道通过比例调节阀与所述天然气燃烧机连接。
优选的,所述排烟单元还包括有PID控制器和支架结构,所述控制单元通过所述PID控制器与所述排烟风机连接,所述排烟风机通过所述支架结构与排烟管道滑动连接。
优选的,所述能源供应单元工作,用户启动自动模式,自动模式包括下列步骤:
步骤1:通过温度传感器获取排烟管道内实时的第一温度值,并将第一温度值发送至所述控制单元,执行步骤2;
步骤2:所述控制单元内设置有温度阈值,当所述第一温度值大于所述温度阈值时,所述控制单元发送驱动信号,执行步骤3,否则,执行步骤7;
步骤3:所述PID控制器接收所述驱动信号并驱动所述排烟风机工作在初始频率中,执行步骤4;
步骤4:所述控制单元接收所述差压传感器的检测数据,所述控制单元判断差压值是否大于设定值,若大于设定值,则执行步骤5,若不大于设定值,则执行步骤3;
步骤5:所述控制单元驱动所述PID控制器提高所述排烟风机的工作频率,执行步骤4,其中,所述显示单元显示实时的排烟风机的工作频率,直至所述排烟风机启动最高工作频率,执行步骤6;
步骤6:所述控制单元启动支架结构,所述支架结构带动排烟风机向差压传感器的第一检测端运动设定的距离,执行步骤4;
步骤7:所述PID控制器根据设定的时间停止驱动所述排烟风机工作,继续执行步骤1。
优选的,所述支架结构包括有丝杆、副杆、固定座、电机和齿轮,所述固定座上设置有转动孔和连接孔,所述固定座的转动孔内嵌有滚珠,所述固定座通过滚珠与所述丝杆滑动连接,所述固定座通过所述连接孔与所述副杆连接,所述副杆与所述丝杆平行设置,所述电机的输出轴与所述齿轮连接,所述齿轮与所述丝杆的一端啮合,所述固定座远离丝杆的一端与所述排烟风机的底部连接。
优化的,所述排烟管道内壁开设有凹槽,所述凹槽内部设置有支架结构,所述丝杆的两端通过轴承与所述凹槽的内壁连接,所述副杆的两端与所述凹槽的内壁抵接,其中,所述凹槽上设置有防尘布,所述防尘布上设置有开口。
优化的,所述控制单元还设置有故障自检单元,当检测到所述差压传感器损坏时,所述控制单元驱动所述声光触发单元工作,其中,所述控制单元通过驱动所述急停单元控制所述能源供应单元停止工作。
优化的,低温窑炉的工作过程包括下列步骤,
步骤81:通过控制单元启动所述能源供应单元,低温窑炉腔室内产生热量,排烟管道内的温度传感器通过检测温度信号发送至控制单元,执行步骤82;
步骤82:控制单元获取温度信号进行判断,当温度超过阈值时,所述控制单元启动所述PID控制器,所述PID控制器控制所述排烟风机工作,执行步骤83;
步骤83:通过排烟管道内的差压传感器获取排烟风机前后的差压值,当差压值不恒定时,通过PID控制器控制所述排烟风机的功率进行调节;使得差压值维持恒定,直至能源供应单元停止工作,结束。
与现有技术相比,本发明的有益效果为:
1. 利用PID调节技术自适应调控低温窑炉排烟风机转速,通过减少不必要排烟量的间接方式来维持低温窑炉以最小的排烟处过量空气系数
2. 与低温窑炉原有的温度控制燃烧系统各自独立运行,不仅不会对企业生产工艺造成影响,也不受企业产品工艺的影响,还可提高低温窑炉排烟风机与燃烧器的匹配度,使燃料燃烧得更充分,减少气体不完全燃烧热损失
3. 具有故障自检与声光报警功能,不仅不会因该系统故障而影响企业正常生产,还预留有排烟风机电机损坏紧急停止燃烧器的通信接口,提升了低温窑炉运行的安全性,可有效避免窑炉爆炸的风险;
4.排烟风机能够在排烟管道内进行移动,能够自适应的加速烟气的排出。
附图说明
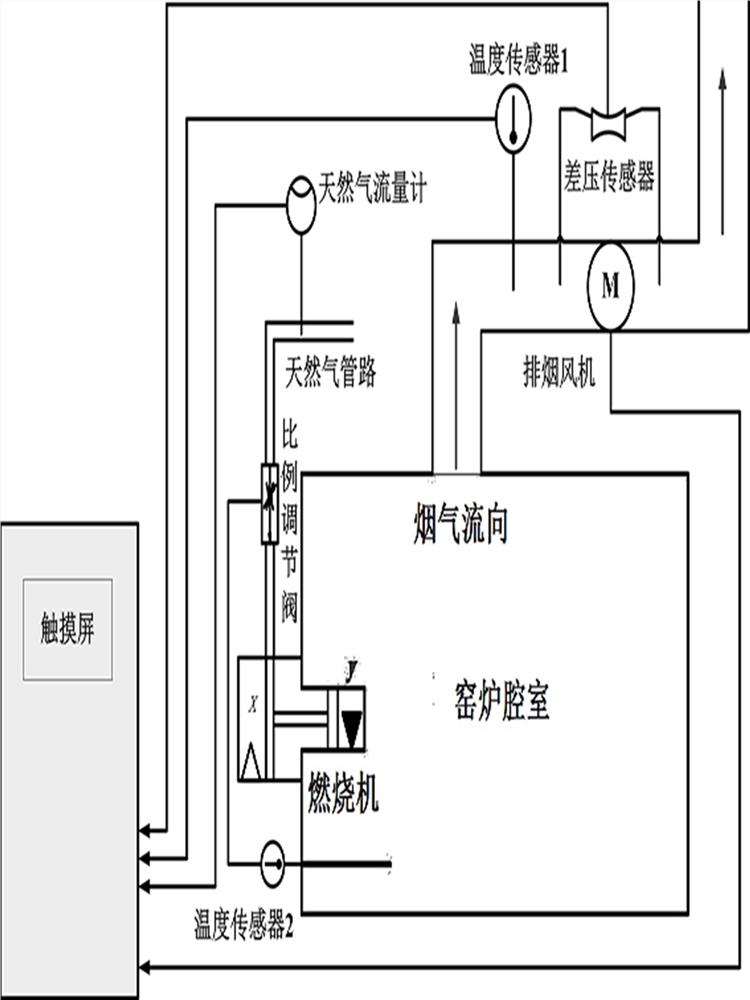
图 1为一种自适应调控低温窑炉排烟风机的方法的示意图;
图 2 为本发明的实施例中所述强化照明模块的工作过程的示意图;
图 3 为本发明的实施例中所述用户端位置匹配处理过程的示意图;
图 4 为本发明的实施例中丝杆和副杆的简图。
附图标记说明:1、齿轮;2、丝杆;3、电机;4、副杆;5、固定座;6、第一检测端;7、第二检测端。
具体实施方式
下面结合本发明的附图1~4,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施。
在本发明的描述中,需要理解的是,术语“逆时针”、“顺时针”“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例1:
图1为本发明一种自适应调控低温窑炉排烟风机的方法的结构图;
一种自适应调控低温窑炉排烟风机的系统,系统包括排烟单元、报警单元、处理单元和能源调节单元;
所述排烟单元包括差压传感器、温度传感器和排烟风机,所述排烟单元设置在低温窑炉的排烟管道内,所述差压传感器包含有第一检测端和第二检测端,靠近低温窑炉的一端设置有第一检测端,远离低温窑炉的一端设置有第二检测端;
所述处理单元包括有显示屏和控制单元,所述差压传感器和所述温度传感器分别与所述控制单元连接,所述控制单元的输出端与所述排烟风机的上电端连接;
所述能源调节单元包括能源供应单元、能源调节单元和采集单元,所述能源供应单元对低温窑炉提供热量,所述能源调节单元调节所述能源供应单元能源输出的大小,所述采集单元的输出单元与所述控制单元连接,所述采集单元采集所述能源供应单元供应在一定时间段内的能源输出量;
所述报警单元包括有声光触发单元和急停单元,所述急停单元的输入端与所述控制单元连接,所述急停单元的输出单元与所述能源供应单元连接;
系统还包括有两种工作模式,一种为手动模式,一种为自动模式,当选择手动模式时,人工启动或者关闭所述排烟风机,当选择自动模式时,实现排烟风机的自动工作。
值得说明的是,所述能源供应单元为天然气燃烧机,所述采集单元为天然气流量计,所述能源调节单元为所述比例调节阀,所述天然气流量计设置在所述天然气管道中,所述天然气管道通过比例调节阀与所述天然气燃烧机连接。
值得说明的是,所述排烟单元还包括有PID控制器和支架结构,所述控制单元通过所述PID控制器与所述排烟风机连接,所述排烟风机通过所述支架结构与排烟管道滑动连接。
综上所述,本实施例的工作原理为,通过能源调节单元、处理单元和排烟单元构成闭环,实现对低温窑炉的排烟的自适应调控,当处于手动运行模式时,排烟风机工频运行,这是为了保证当该系统温度传感器、差压传感器等设备出现故障时,低温窑炉可以恢复到原有的正常生产状态,不会对企业正常生产造成影响。当处于自动运行模式时,该系统将首先利用排烟风机输入端安装的温度传感器检测烟气温度,如果测得的排烟温度低于设定温度,排烟风机工频运行。
实施例2:
一种采用上述的系统的自适应调控低温窑炉排烟风机的方法,所述能源供应单元工作,用户启动自动模式,自动模式包括下列步骤:
步骤1:通过温度传感器获取排烟管道内实时的第一温度值,并将第一温度值发送至所述控制单元,执行步骤2;
步骤2:所述控制单元内设置有温度阈值,当所述第一温度值大于所述温度阈值时,所述控制单元发送驱动信号,执行步骤3,否则,执行步骤7;
步骤3:所述PID控制器接收所述驱动信号并驱动所述排烟风机工作在初始频率中,执行步骤4;
步骤4:所述控制单元接收所述差压传感器的检测数据,所述控制单元判断差压值是否大于设定值,若大于设定值,则执行步骤5,若不大于设定值,则执行步骤3;
步骤5:所述控制单元驱动所述PID控制器提高所述排烟风机的工作频率,执行步骤4,其中,所述显示单元显示实时的排烟风机的工作频率,直至所述排烟风机启动最高工作频率,执行步骤6;
步骤6:所述控制单元启动支架结构,所述支架结构带动排烟风机向差压传感器的第一检测端运动设定的距离,执行步骤4;
步骤7:所述PID控制器根据设定的时间停止驱动所述排烟风机工作,继续执行步骤1。
值得说明的是,所述支架结构包括有丝杆2、副杆4、固定座5、电机3和齿轮1,所述固定座5上设置有转动孔和连接孔,所述固定座5的转动孔内嵌有滚珠,所述固定座5通过滚珠与所述丝杆2滑动连接,所述固定座5通过所述连接孔与所述副杆4连接,所述副杆4与所述丝杆2平行设置,所述电机3的输出轴与所述齿轮1连接,所述齿轮1与所述丝杆2的一端啮合,所述固定座5远离丝杆2的一端与所述排烟风机的底部连接,其中,所述丝杆2的长度小于差压传感器检测端之间的距离。
值得说明的是,所述排烟管道内壁开设有凹槽,所述凹槽内部设置有支架结构,所述丝杆2的两端通过轴承与所述凹槽的内壁连接,所述副杆4的两端与所述凹槽的内壁抵接,其中,所述凹槽上设置有防尘布,所述防尘布上设置有开口。
值得说明的是,所述电机3为电控自动电机,接收控制单元发送的指令启动丝杆2是否转动,图中未示出风机的结构,风机安装在所述固定座5上,通过来回的移动,调节第一检测端6与第二检测端7的距离,当差值较大时,可是驱动排烟风机靠近窑炉腔室,进一步观察差值会不会因为排烟风机的移动而有所变化,当显示单元显示排烟风机在移动,而差值并没有变化是,可以判定的是,一方面是丝杆2故障,风机无法移动,另一方面是检测端出了故障,可以警惕操作人员进一步的去检修对应方面的问题,通过防尘布,减少烟气中的杂质掉落到凹槽内,影响丝杆2的转动,或者更进一步的在凹槽的一端设置有位置传感器,当风机移动到丝杆的最前端,即靠近第一检测器的一端时,所述位置传感器向所述控制单元发送信号,即表明此时风机是运动到最前端,若位置传感器一直没有向控制单元发送信号,说明支架结构故障,这就提醒了操作人员要对烟道内的支架结构进行维修。
值得说明的是,所述控制单元还设置有故障自检单元,当检测到所述差压传感器损坏时,所述控制单元驱动所述声光触发单元工作,其中,所述控制单元通过驱动所述急停单元控制所述能源供应单元停止工作。
值得说明的是,低温窑炉的工作过程包括下列步骤,
步骤81:通过控制单元启动所述能源供应单元,低温窑炉腔室内产生热量,排烟管道内的温度传感器通过检测温度信号发送至控制单元,执行步骤82;
步骤82:控制单元获取温度信号进行判断,当温度超过阈值时,所述控制单元启动所述PID控制器,所述PID控制器控制所述排烟风机工作,执行步骤83;
步骤83:通过排烟管道内的差压传感器获取排烟风机前后的差压值,当差压值不恒定时,通过PID控制器控制所述排烟风机的功率进行调节;使得差压值维持恒定,直至能源供应单元停止工作,结束。
值得说明的是,所述步骤83中,当所述控制单元根据检测到的能源调节单元的工作状况,当低温窑炉获得的能量减少时,控制单元通过降低设定的差压值阈值,使得排烟风机维持在特定的工作频率。
值得说明的是,所述排烟管道内还设置有一氧化碳测试器。
值得说明的是,排烟温度低于250 ℃的燃气/燃油低温炉窑是我国工矿企业生产过程中常见常用的重点耗能设备。此类窑炉作为大多数企业产品生产环节的关键设备,能否满足生产工艺要求是企业关心的首要问题,而对这些设备的运行状态则知之甚少。为了给产品生产工艺波动留足余量,此类设备的排烟风机一般都会超额配置,造成热效率较低,存在严重的能源浪费现象。按照反平衡测量法可得低温窑炉的运行工况热效率如下
其中,
表1为气体不完全燃烧热损失
气体不完全燃烧热损失
排烟热损失
其中,
表2不同燃料的计算系数
由上述公式可知,当企业低温窑炉所用燃料为油或气时,可以通过减小排烟温度
因此,利用排烟处过量空气系数
值得说明的是,分为两种运行模式:手动和自动。当处于手动运行模式时,排烟风机工频运行,这是为了保证当该系统温度传感器、差压传感器等设备出现故障时,低温窑炉可以恢复到原有的正常生产状态,不会对企业正常生产造成影响。当处于自动运行模式时,该系统将首先利用排烟风机输入端安装的温度传感器检测烟气温度,如果测得的排烟温度低于设定温度,排烟风机工频运行。这是因为低温窑炉作为企业生产工艺设备,必须定期停机冷却后进行检修,检修完成的低温窑炉重新启动时,根据低温窑炉腔室内温度反馈控制的燃烧器将处于满负荷燃烧状态,并产生大量烟气,此时排烟风机也必须满负荷排烟,否则炉内压力将快速升高,有爆炸的风险。如果测得的排烟温度不低于设定温度,该系统将利用差压传感器采集排烟风机输入端与输出端之间的压力差,通过PID调节排烟风机的转速,使压差值恒定在设定值。
值得说明的是,避免了对企业生产工艺造成影响。该智能排烟节能系统利用排烟处过量空气系数
值得说明的是,以成都某有限公司为例,公司拥有一套以天然气作燃料的搪塑机组作为搪塑工艺的主要生产设备,用于生产汽车仪表板面板的蒙皮,包括1台预热炉和1台塑化炉。这两台低温窑炉的烟气成分如表3所示,根据3.6部分可知,这两台低温窑炉的排烟热损失巨大,存在严重的能源浪费,
表3搪塑机组的烟气成分测试结果
针对该企业搪塑工艺要求,采用本项目研发的低温窑炉智能排烟节能系统,对该企业的搪塑机组实施了相应的节能技术改造。此项节能技术改造采用PID调节技术,可以自适应调控预热炉和塑化炉的排烟风机转速,通过减少不必要排烟量的间接方式来维持预热炉和塑化炉以最小的过量空气系数
值得说明的是,此项节能技术改造将预热炉排烟风机的3 kW工频电机更换为3 kW变频电机,将塑化炉排烟风机的1.5 kW工频电机更换为1.5 kW变频电机。此项节能技术改造的关键是摸索出预热炉和塑化炉各自的差压设定值,具体方法是:
通过该系统控制界面降低差压设定值,排烟风机转速将随之降低,通过减少排烟量的方式维持新的差压设定值,然后测量烟气成分,如果烟气中的残氧和CO含量降低,就继续降低差压设定值,直到烟气中残氧和CO含量变化不大或者CO含量出现上升为止。当预热炉和塑化炉各自的差压设定值确定时,预热炉和塑化炉腔室内的温度将在生产工艺要求的温度范围内维持的时间更久,原有的温度控制燃烧系统也将以最小的天然气输入量维持更久的时间,从而达到减少天然气消耗量的目的。
值得说明的是,此项节能技术改造的节能效果如表4所示,
表4智能排烟节能改造前后对比
从表4中可以看出,经过此项节能技术改造,该企业搪塑机组每小时可以节约天然气消耗11.15 m
值得说明的是,此外,搪塑机组排烟风机由工频运行改为变频运行,由于该企业搪塑机组没有安装电能表来计量排烟风机的用电情况,无法获得基础电耗,只能根据改造后排烟风机的平均运行频率大致估算。两台排烟风机的平均运行频率
综上所述,本实施例的工作原理为,不仅有效减少了不必要的排烟量,间接提高了排烟风机与燃烧器的匹配度,每年还可以为企业节约天然气超过8万立方米,节约电耗超过3万度,具有显著的节能效益,本发明结构合理,设计巧妙,适合推广。
- 一种自适应调控低温窑炉排烟风机的系统和方法
- 一种自适应调控低温窑炉排烟风机的系统和方法